在多工位级进模中,垫板可分为固定板垫板、卸料板垫板和下模板垫板三类。固定板垫板承受凸模的作用力,保证弹簧有足够的压缩行程;卸料板垫板承受卸料组件和卸料板镶块的冲击载荷;下模板垫板承受凹模或凹模镶件的作用力。通常在多工位级进模设计中为了安全可靠,一般都设置有垫板的模具结构。垫板的厚度一般取8~18mm。对于分段式垫板,厚度尺寸要保持一致。......
2025-09-29
制件名称:止动帽。
材料及板厚:H68黄铜,0.3mm。
制件图:如图11-38a所示。
排样图:如图11-38b所示。
模具结构图:如图11-38c所示。
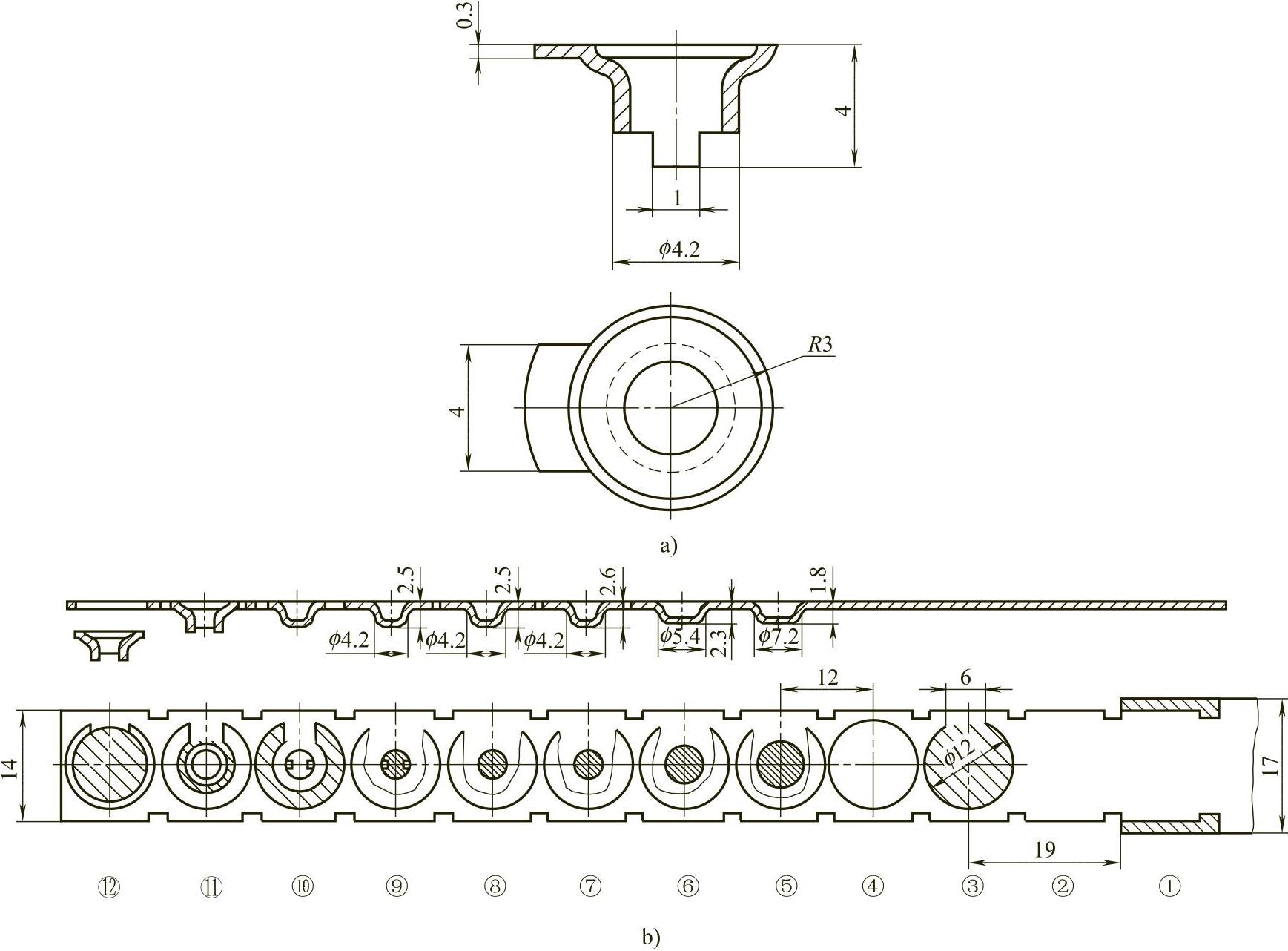
图11-38 止动帽级进模
a)制件图 b)排样图
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图11-38 止动帽级进模(续)
c)模具结构图 1—螺杆 2—螺母 3、37—角铁 4—滑块 5、12、13、39、49、57、68、76—弹簧 6、40—轴 7—卸料板 8、9、10、29、30、47、58、60、63—凹模 11—卸料板镶件 14、43、52、54—螺钉 15—卸料螺钉 16—上模座 17、19、20、22、24、26、27、33—凸模 18—固定块 21、31、53、72—圆柱销 23—模柄 25—防转销 28—定位圈 32—上垫板 34—侧刃 35—凸模固定板 36—小导套 38、75—压料爪 41—导料板 42—承料板 44—镶件 45—凹模固定板 46—下垫板 48、56、61、62、64、69—顶杆 50—下模座 51、59、65、66—螺塞 55—小导柱 67—凹模镶件 70—斜楔 71—簧片 73—拉料钉 74—滑板 77—轴承
说明:
1)该模具为切口、拉深、翻孔、落料等12个工位的级进模结构。即:工位①冲切侧刃;工位②空工位;工位③工艺切口;工位④校平;工位⑤首次拉深;工位⑥二次拉深;工位⑦三次拉深;工位⑧整形;工位⑨冲底孔;工位⑩冲切凸缘废料;工位(11)翻孔;工位(12)落料。
2)本模具凹模镶块均为硬质合金YG15制造而成,与此相应地采用了拉式自动拉料和四滚珠导柱及小导柱的双重导向措施。因此模具导向好、寿命长、生产率高,常用于大批量生产。
3)模具工作过程如下:
①先用手工送料,在带料上冲出几个制件后,待拉料钉73进入废料孔中,即可进行自动拉料。
②当上模下行时,斜楔70的斜面推动滑块4左移,而拉料钉则穿入废料孔拉住搭边使带料左移送料。当上模继续下行时,斜楔直边与滑块接触,拉料钉停止不动,模具开始冲压。当上模回升时,滑块在弹簧5的作用下复位,拉料钉越过搭边进入下一个废料孔中,与此同时,压料爪38、75压住带料,防止带料后退。以此循环不断送料、冲压、复位,实现自动生产。
相关文章

在多工位级进模中,垫板可分为固定板垫板、卸料板垫板和下模板垫板三类。固定板垫板承受凸模的作用力,保证弹簧有足够的压缩行程;卸料板垫板承受卸料组件和卸料板镶块的冲击载荷;下模板垫板承受凹模或凹模镶件的作用力。通常在多工位级进模设计中为了安全可靠,一般都设置有垫板的模具结构。垫板的厚度一般取8~18mm。对于分段式垫板,厚度尺寸要保持一致。......
2025-09-29

图7-123 黄铜管帽经计算后,对照表5-6及结合经验所得,该制件可以使用无工艺切口的整带料拉深。该模具结构特点如下:1)带料送进用自动送料机构粗定位;各次拉深成形用凸模自动找正;落料凸模3上的导正销20作落料时精定位。2)第①工位首次拉深用活动压板12,可起压料作用,以后各工位采用固定卸料板2卸料。......
2025-09-29

尽管多工位级进模有许多特点,但由于制造周期相对长些,成本相对高的原因,应用时必须慎重考虑,合理选用多工位级进模,应符合如下情况:1)制件应该是定型产品,而且需求量确实比较大。多工位级进模用的冲件材料,一般都是带料或条料,料不能太短,以免冲压过程中换料次数太多,导致料头、料尾多,使材料浪费大,生产率也较低。......
2025-09-29

经分析,决定采用多工位级进模生产。图7-184 排样图3.模具结构设计图7-185所示为耳环集成式多工位级进模结构。它不同于常规的多工位级进模结构,这是在一套大模架上装有四副(Ⅰ~Ⅳ)独立的子模具。各子模具由圆柱销定位并由螺钉分别固定在大模架上。刃口有效高度小于10mm,冲压时凸模进入凹模适当多一些,正常情况下使凹模内的料不超过三片,这样对凹模寿命有利。......
2025-09-29
如图7-137理论毛坯初步修正近似为圆形,为简化毛坯的形状,使工位①、工位③凸模和凹模便于加工,此拉深件毛坯采用圆形。图7-138 排样图工位①冲ф10mm作为带料的导正销孔,以确保送料的精度,在带料排列当中留了几个空工位的目的是增加模具的强度。模具结构为多组独立的模具组合而成的一副较大的多工位级进模,以便调试、维修及节约成本,各工序的结构较为复杂。......
2025-09-29

模具结构图:如图11-17c所示。说明:1)该模具为冲孔、弯曲、切断等9个工位的级进模结构。弯曲凹模设在卸料板镶块23中。该制件有毛刺方向的要求,因此制件大弯曲时要使条料的上表面成为弯曲后的内表面。在模具结构上采用如图11-17c中B—B剖面图的弯曲模结构形式,卸料采用局部固定卸料的结构形式。它们由两个大弯曲成形镶块40、弹性顶件块38和大弯曲固定卸料架37等组成。......
2025-09-29

材料及板厚:硅钢片,0.1mm。排样图:如图11-5b所示。即工位①冲孔、冲切侧刃,工位②冲异形孔,工位③落料,工位④冲切侧刃。2)该模具在排样时,将复杂的型孔分解在工位①和工位②上冲压。3)为使送料更稳定及保证定距的准确性,此模具采用双侧刃为粗定位,导正销孔为精定位。......
2025-09-29
相关推荐