多工位级进模的分类方法主要有如下几种:按冲压工序性质及其排列顺序分类1)落料级进模。2)剪切级进模。这种级进模对冲压制件的复杂异形孔和制件的整个外形采用分段切除多余废料的方式进行。分断切除多段式级进模的工位数比封闭型孔连续级进模多。在设计多工位级进模时,还应根据实际生产中的问题,将这两种设计方法结合起来,灵活运用。分段组装式级进模简化了制模难度,故在大型、多工位、加工较困难的级进模中常用。......
2025-09-29
1.滑动导向模座
滑动导向模座或滚动导向模座的使用材料推荐采用HT200。
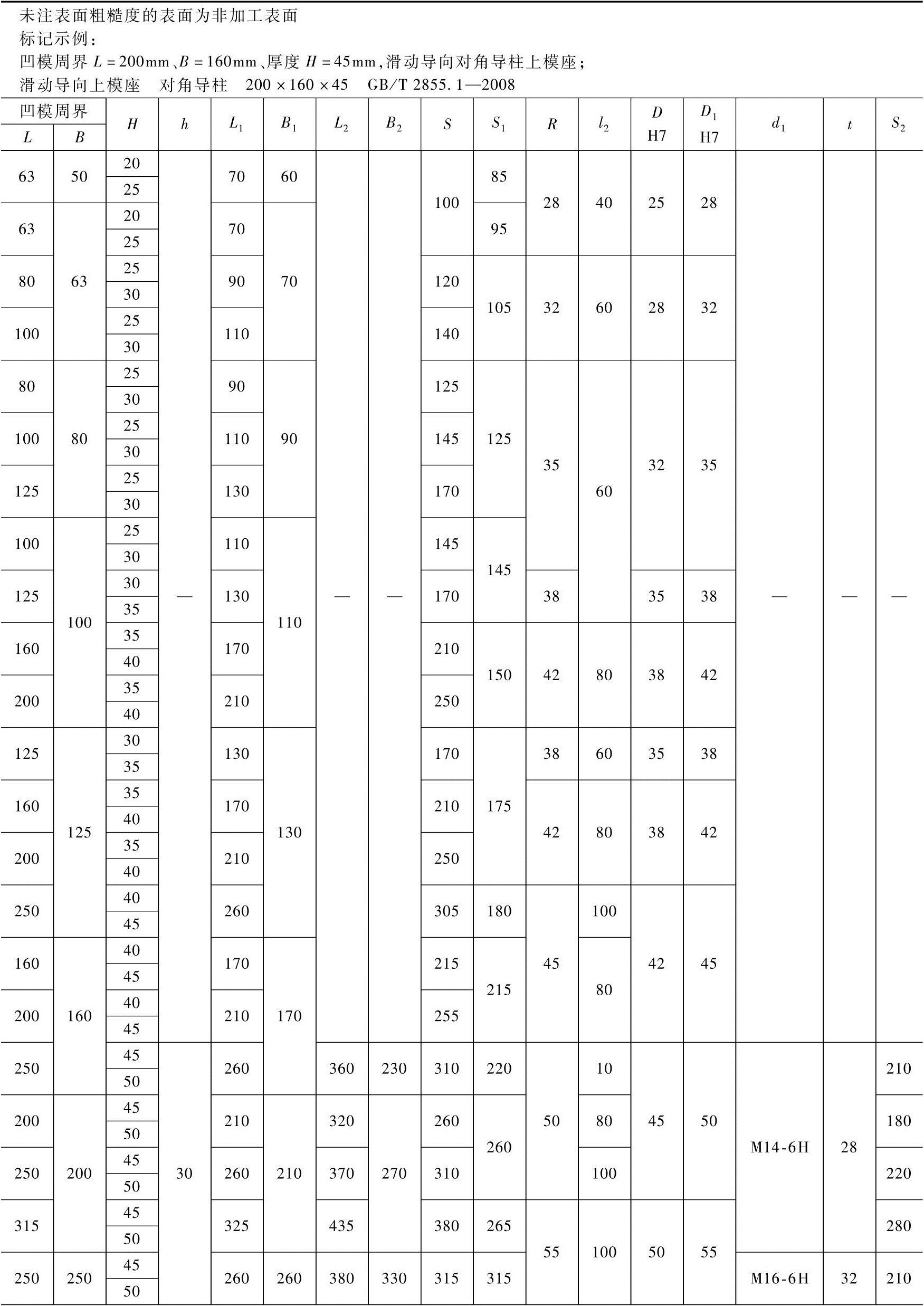
(1)滑动导向对角导柱上模座(见表6-19和表6-21)
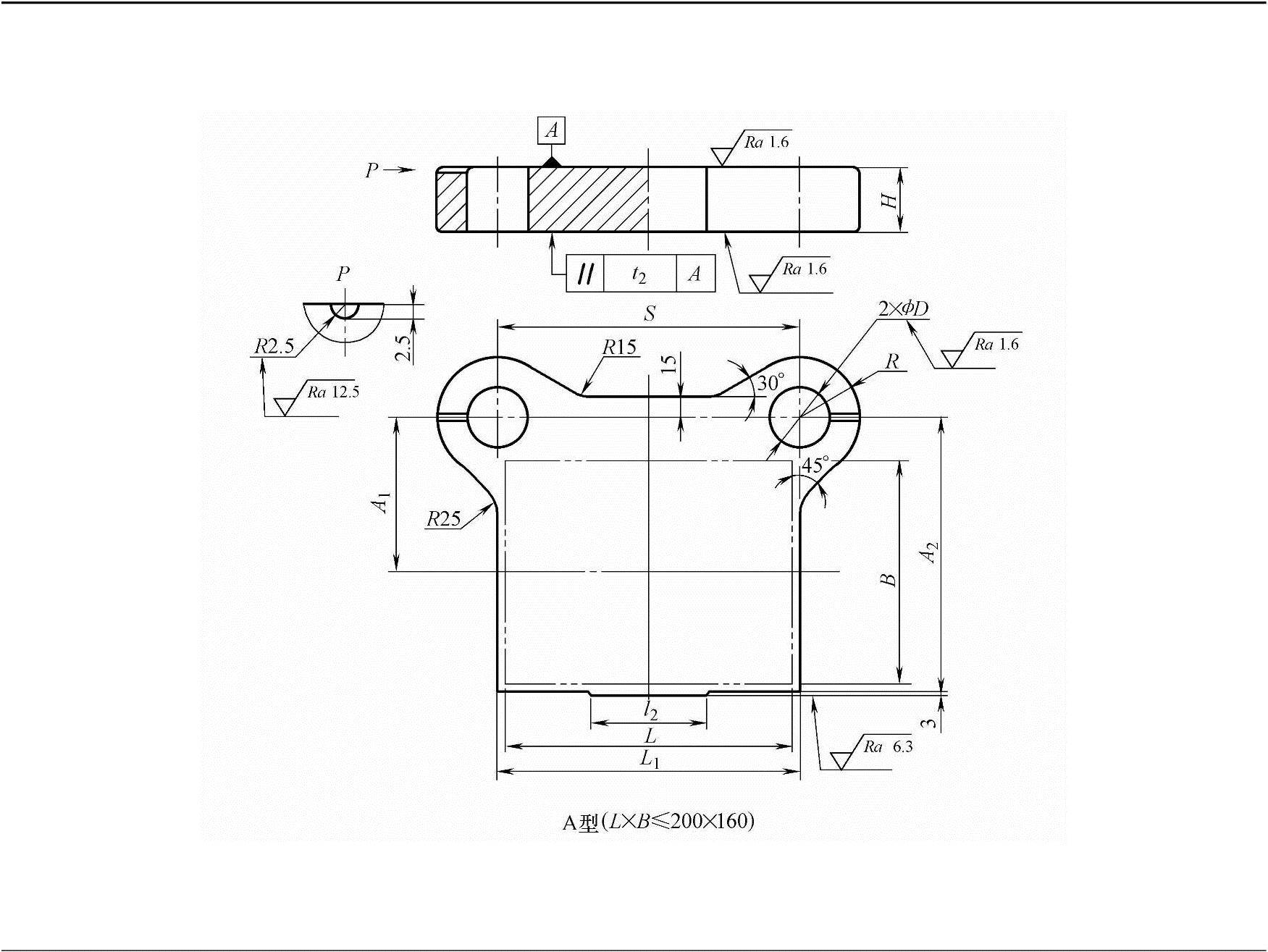
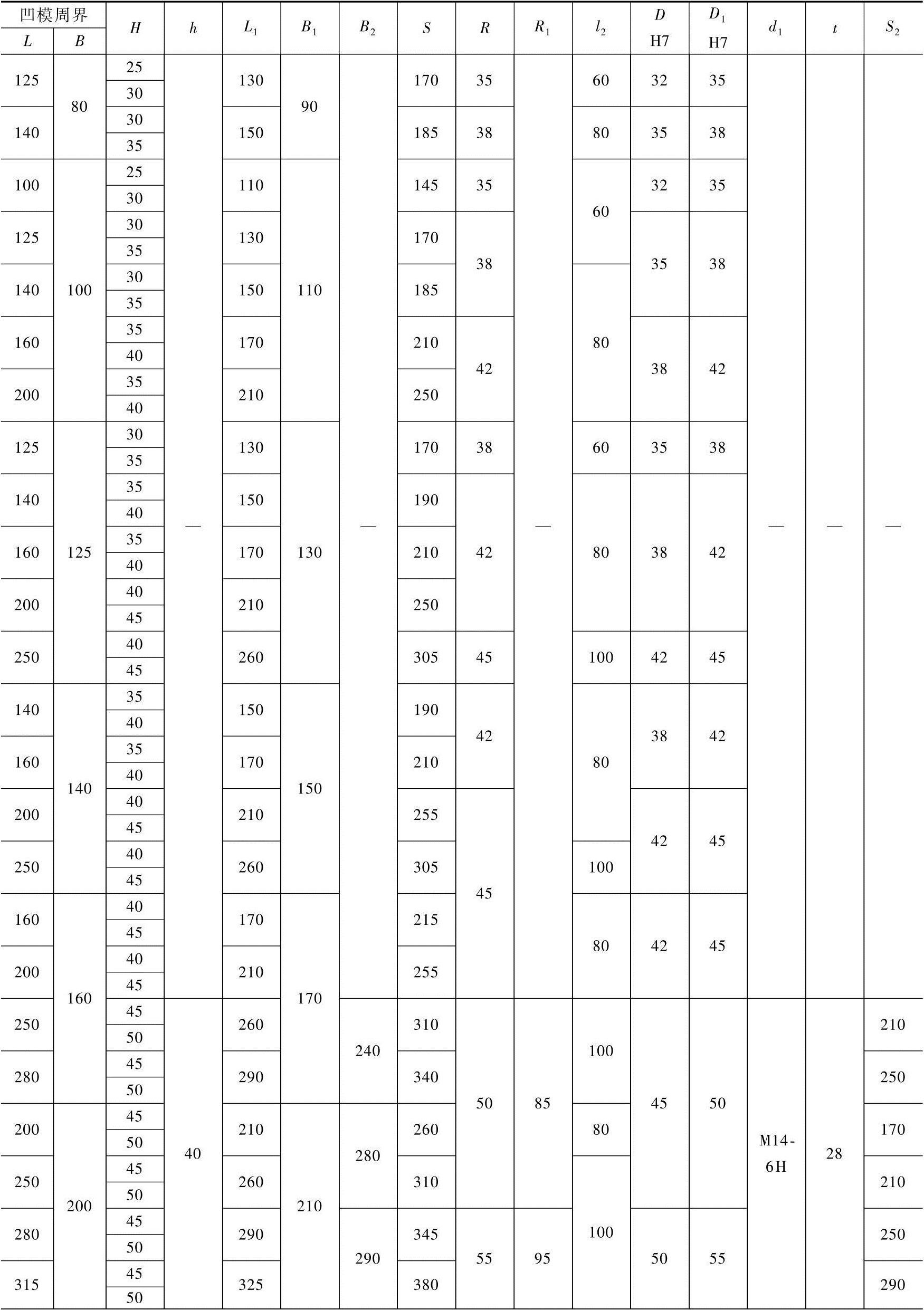
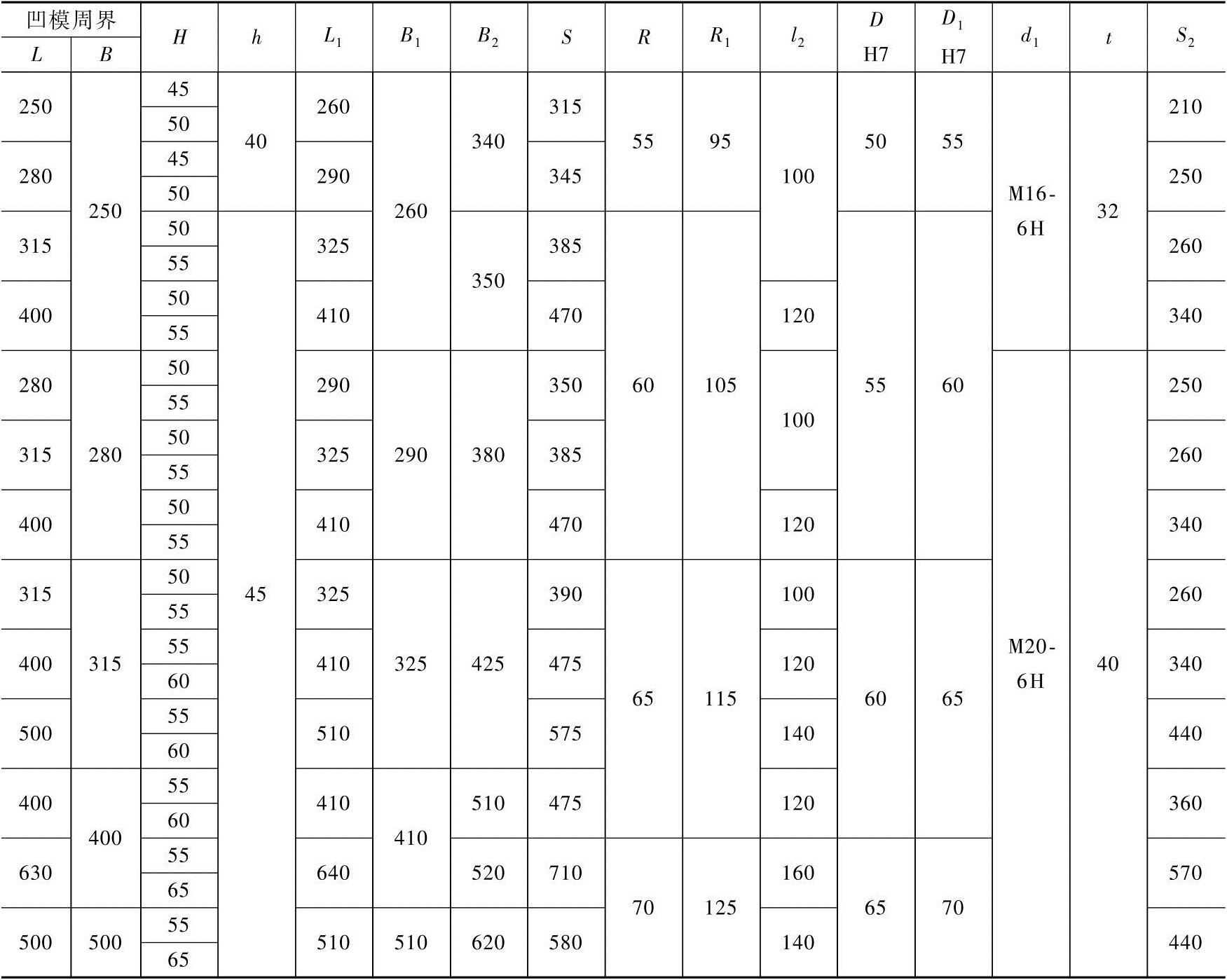
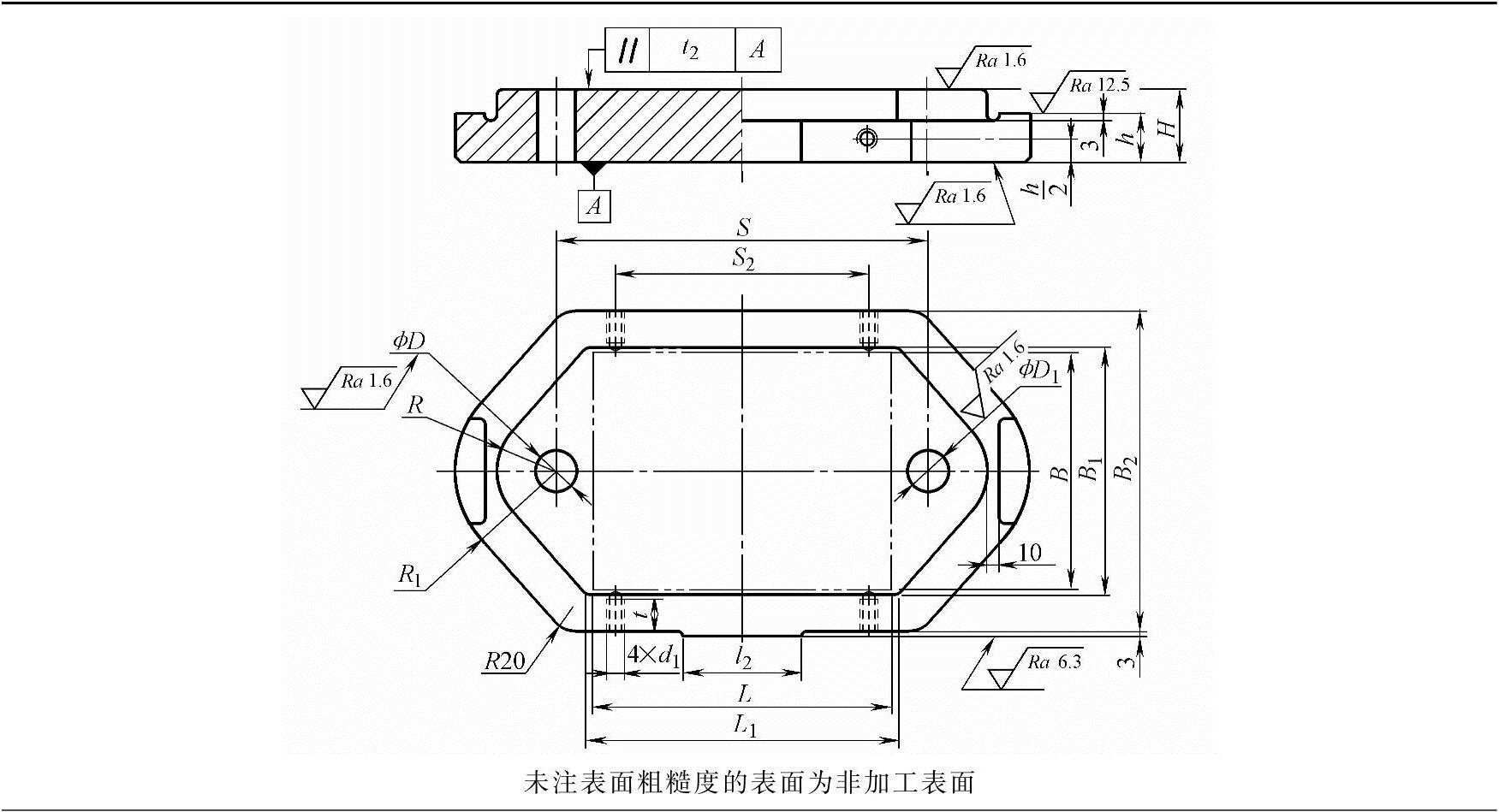
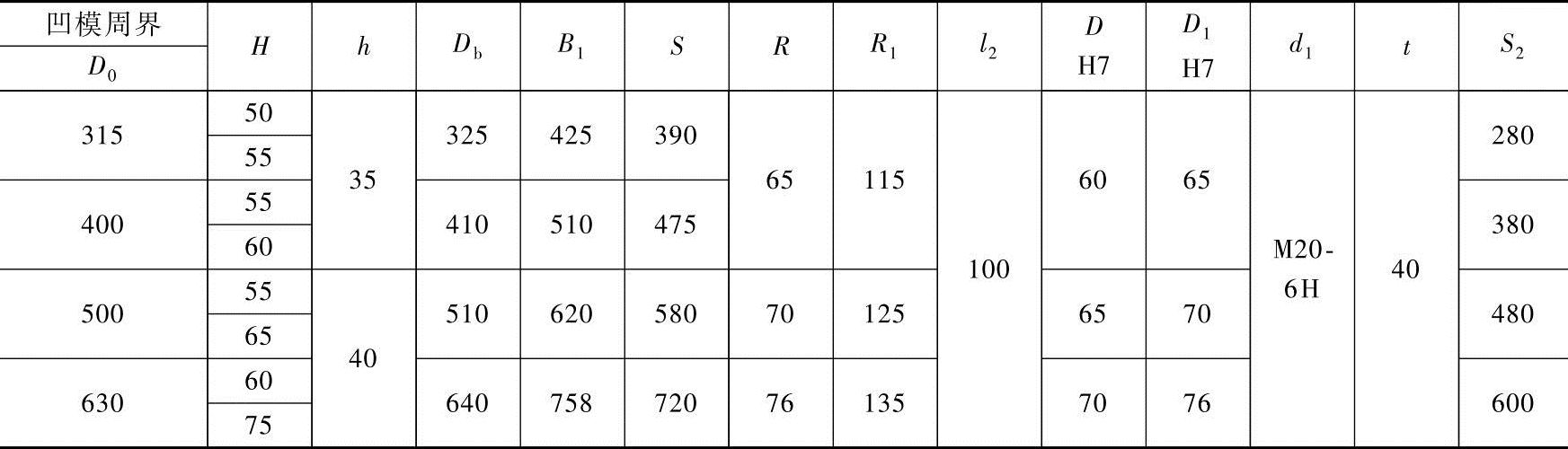
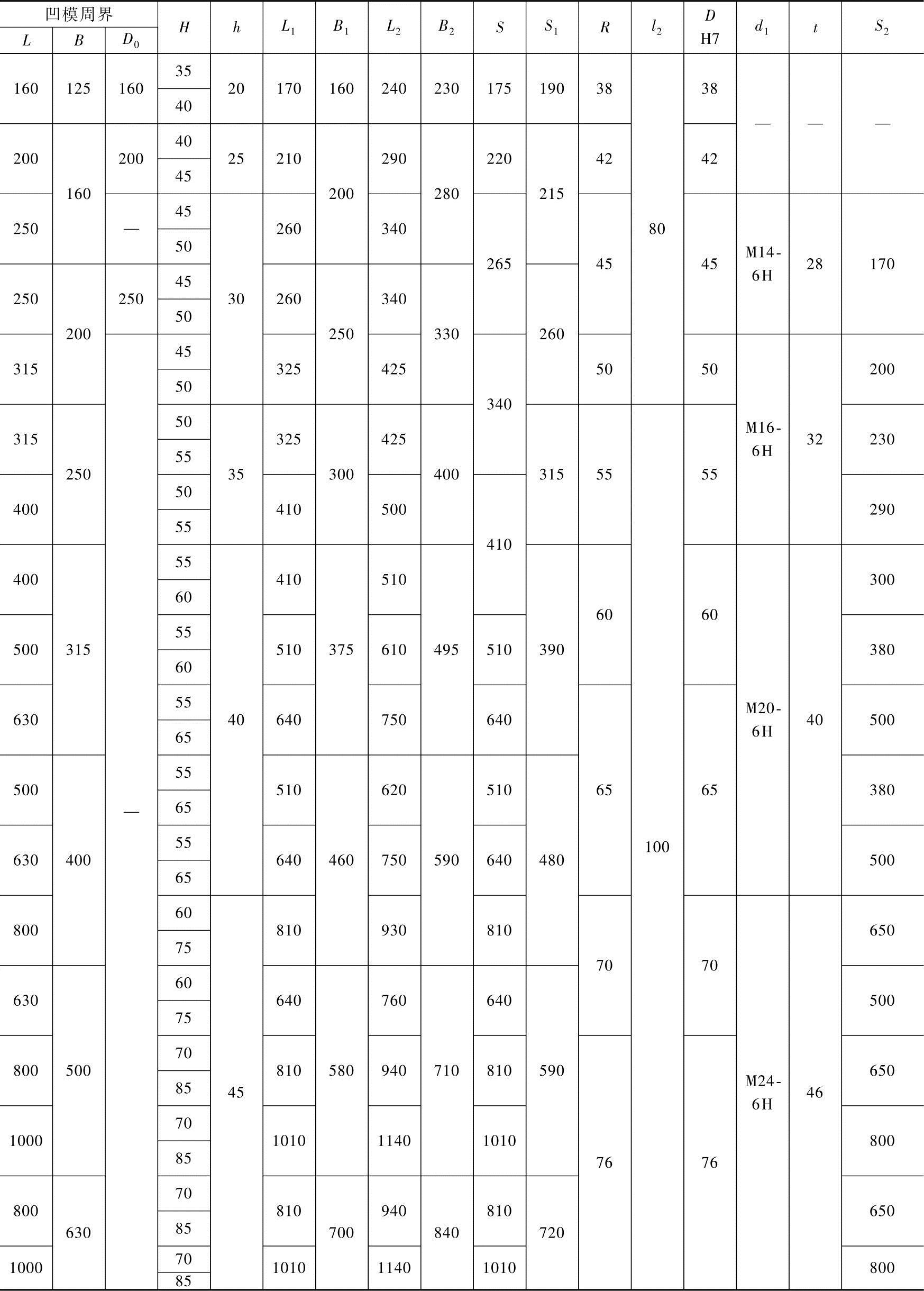
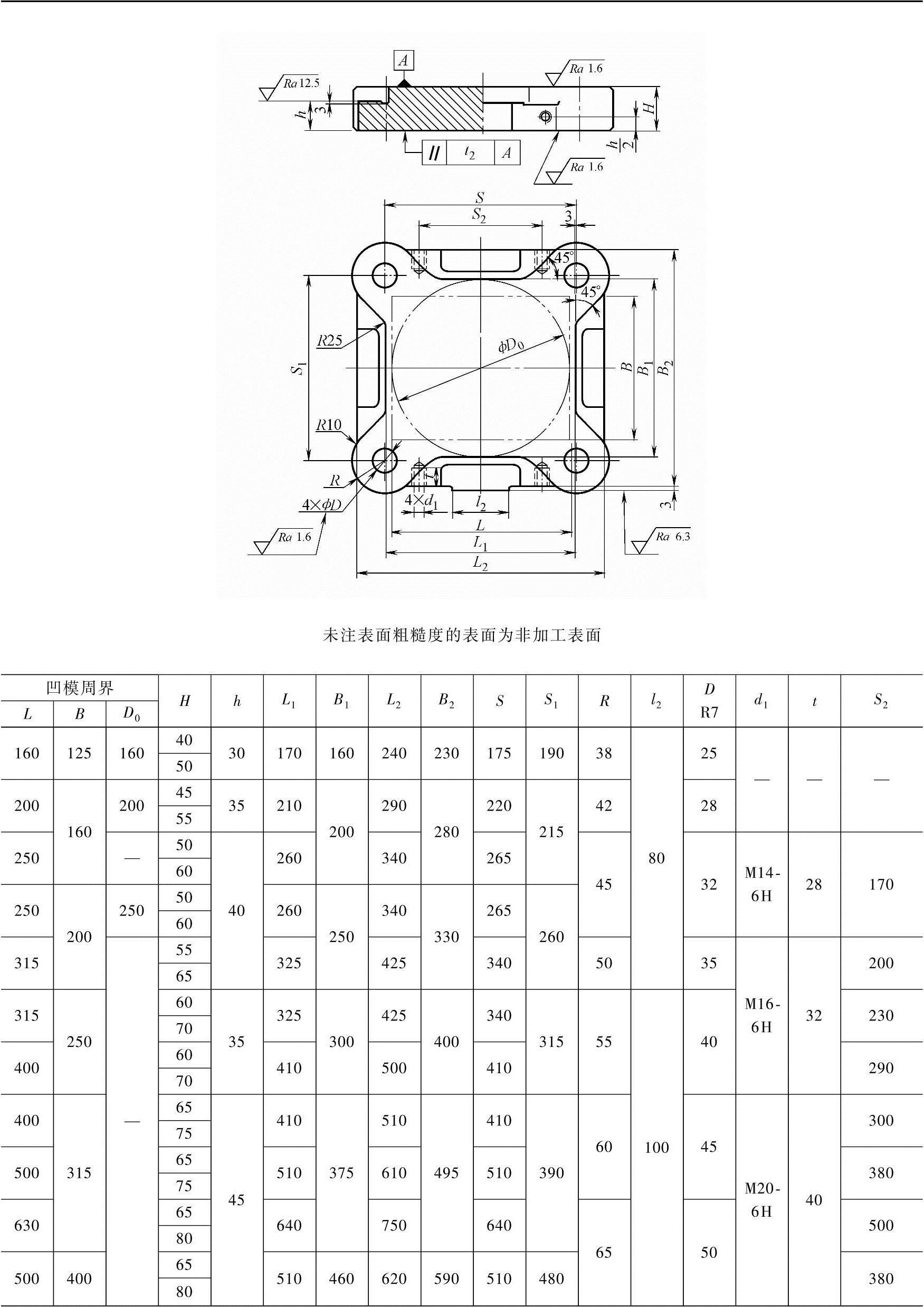
表6-19 滑动导向对角导柱上模座(摘自GB/T 2855.1—2008) (单位:mm)

(续)
(续)

注:1.压板台的形状、位置尺寸和标记面的位置尺寸由制造者确定。
2.表图(包括表6-21~表6-49中的附图)中的平行度公差t2见表6-20(摘自JB/T 8070—2008)。
表6-20 模座的平行度公差 (单位:mm)
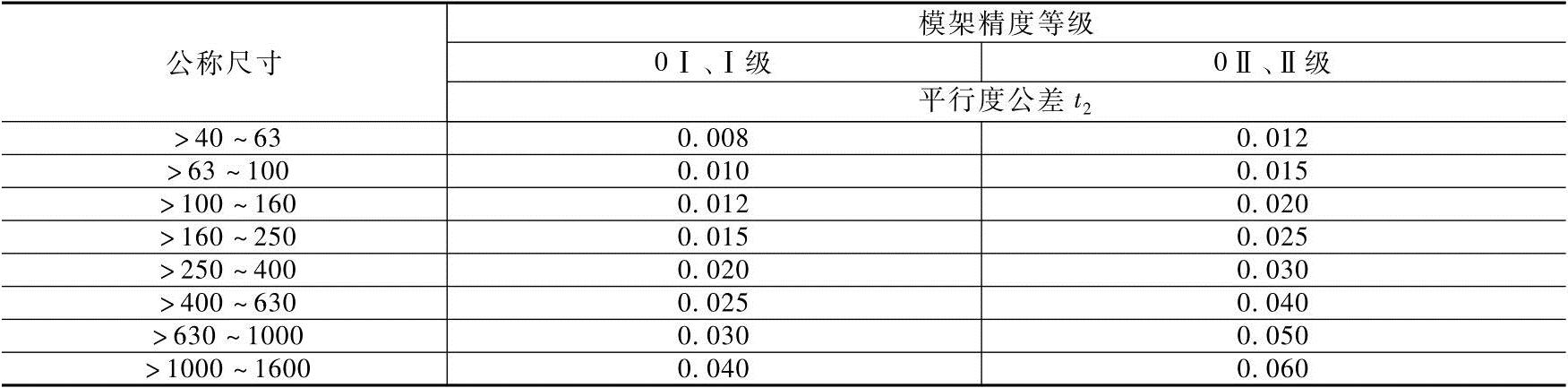
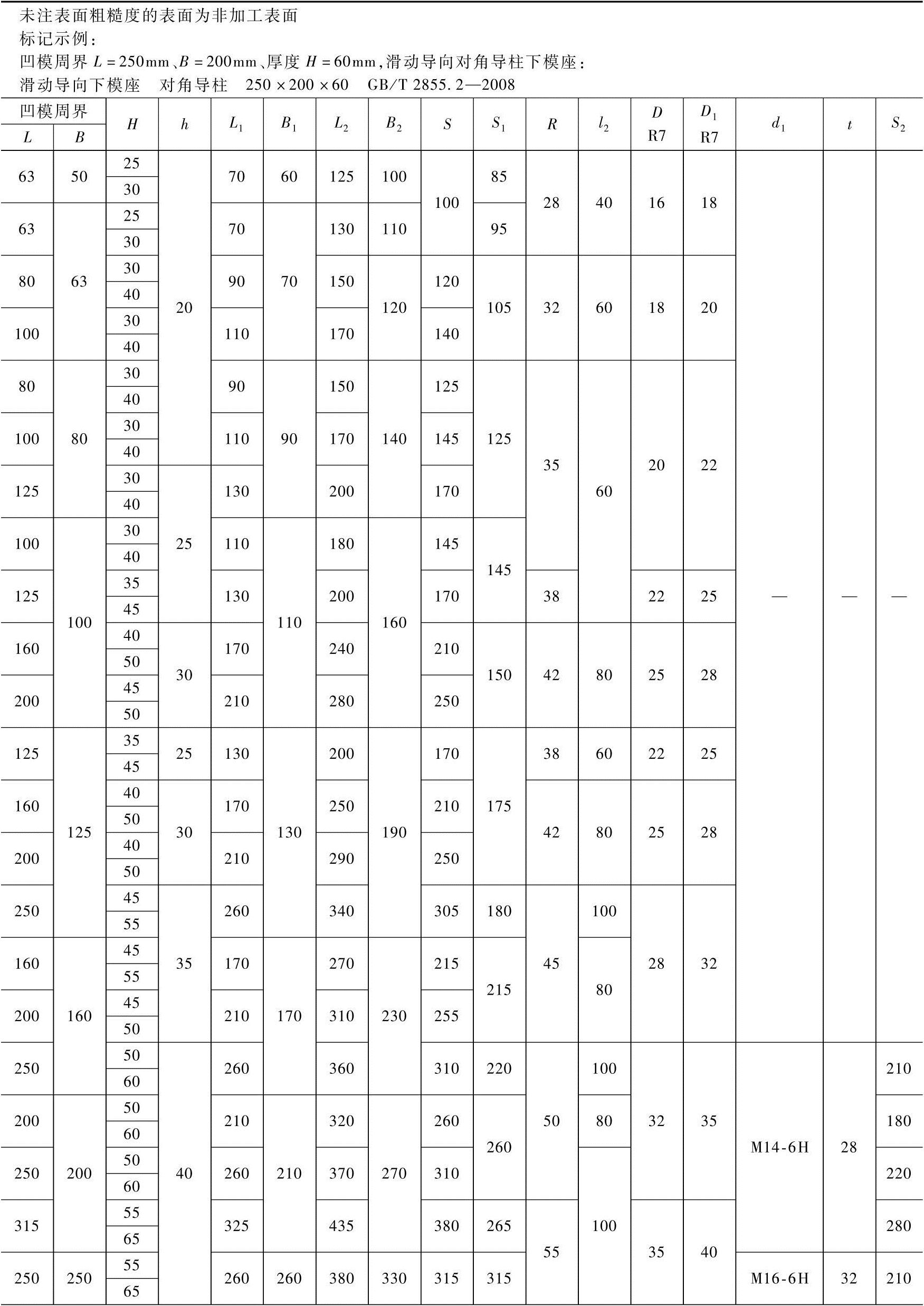
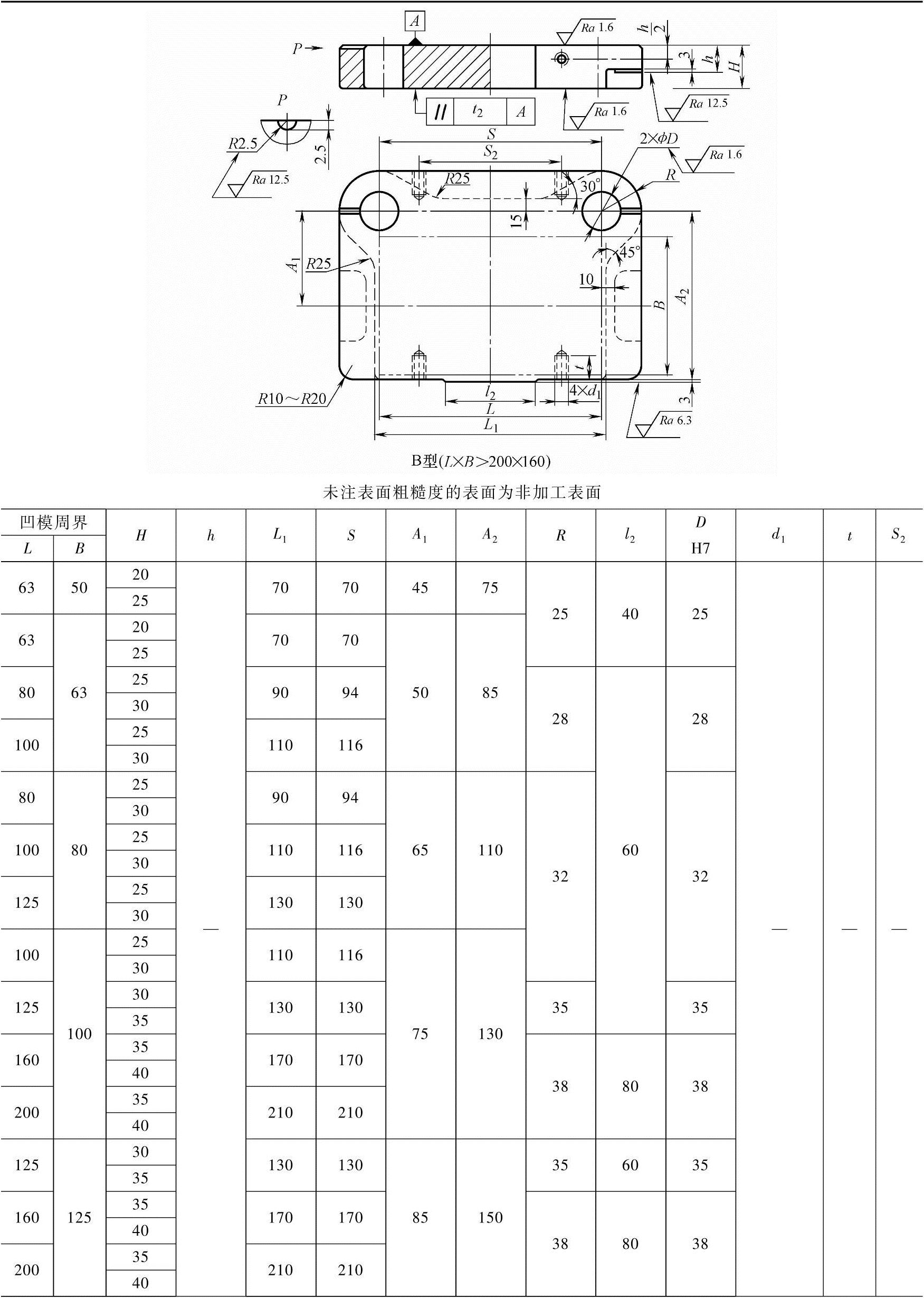
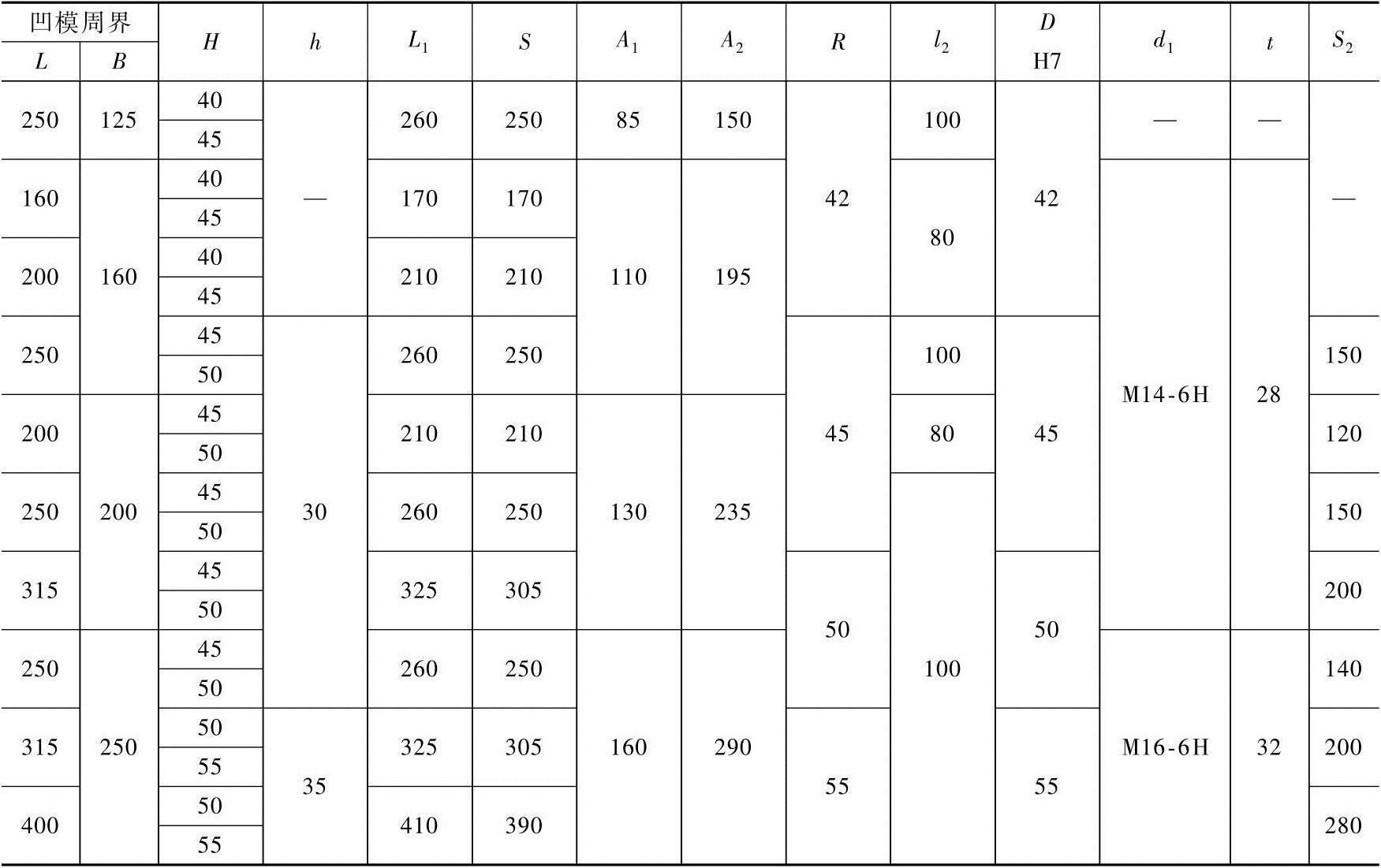
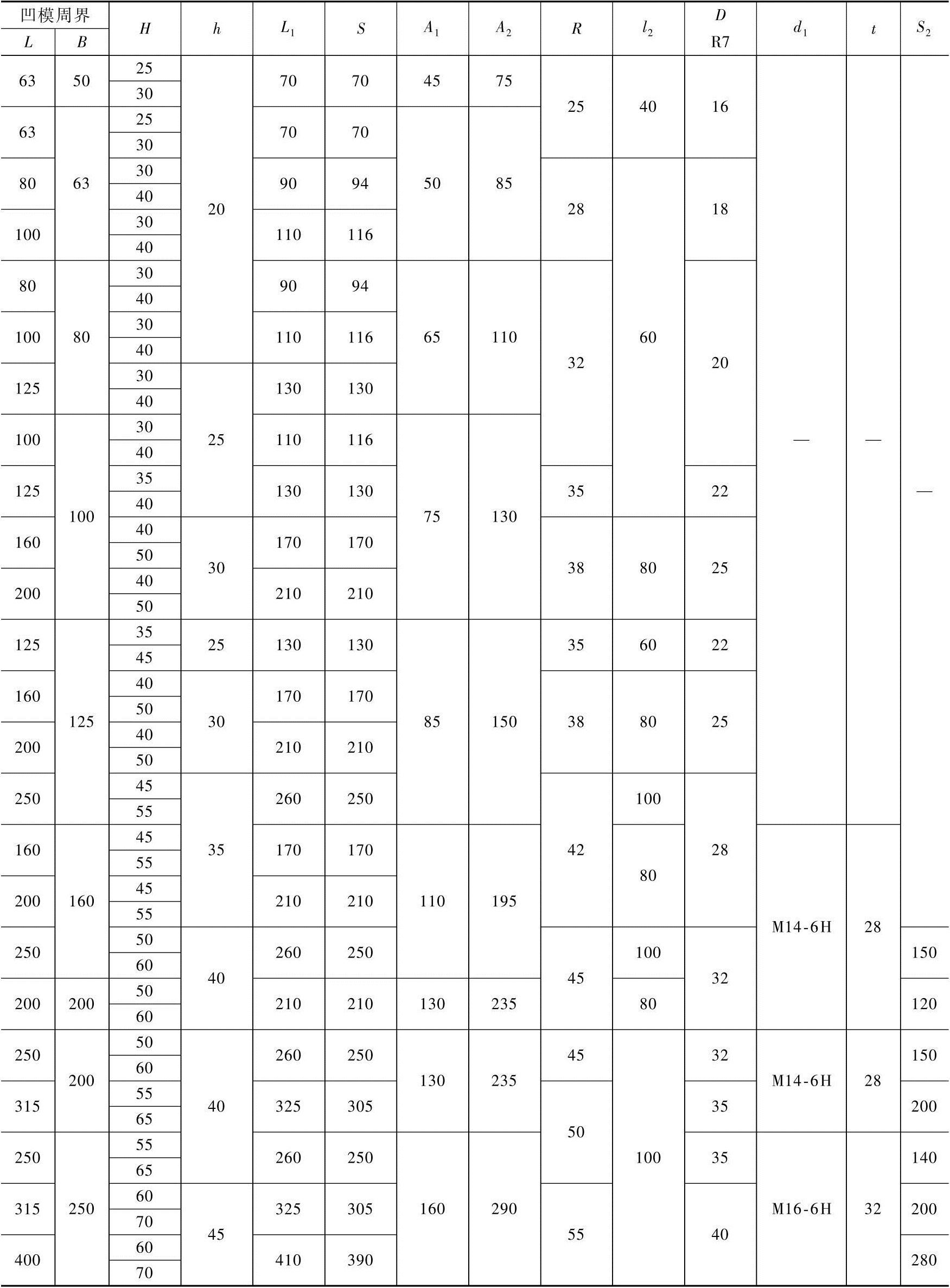
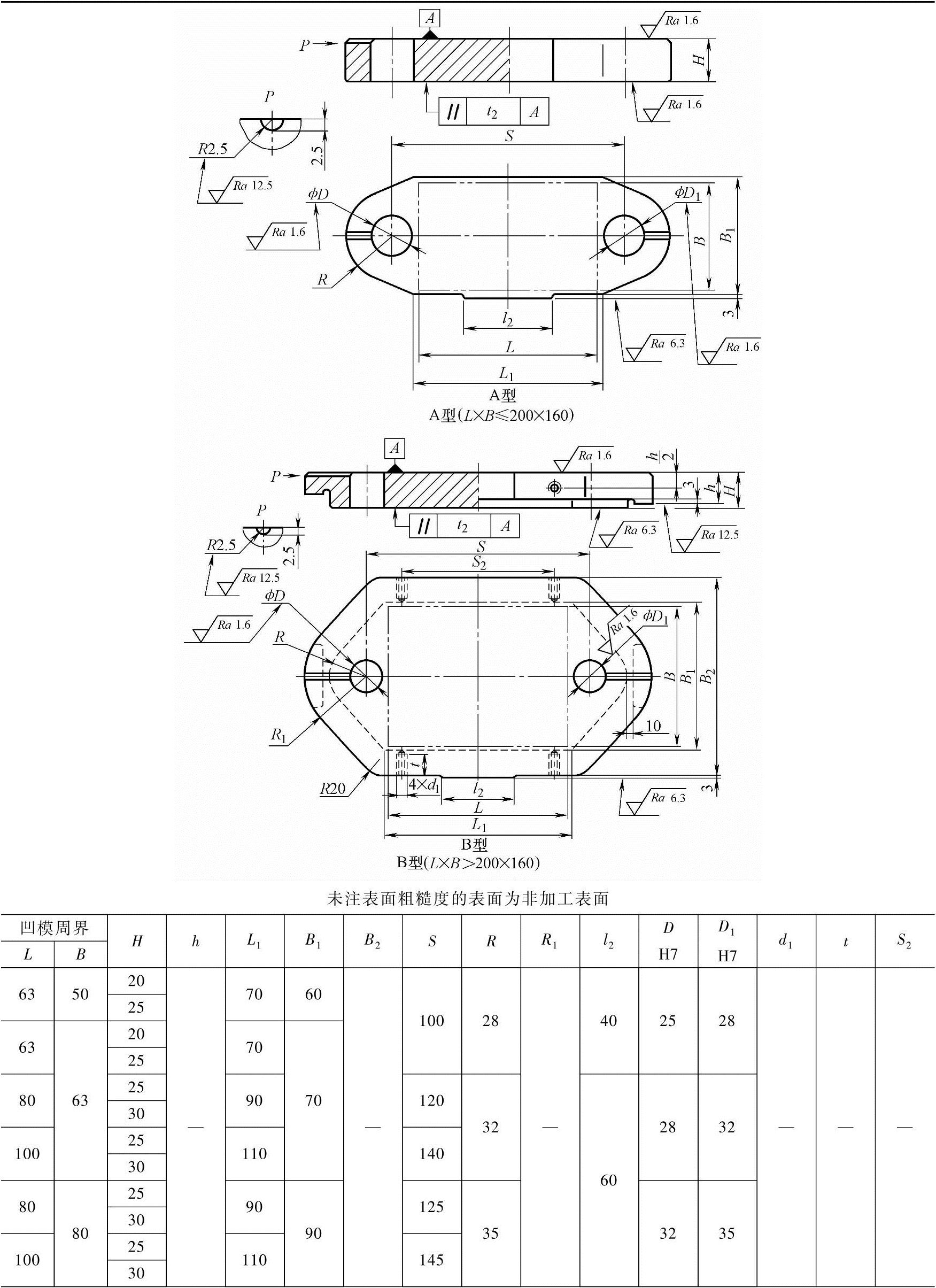
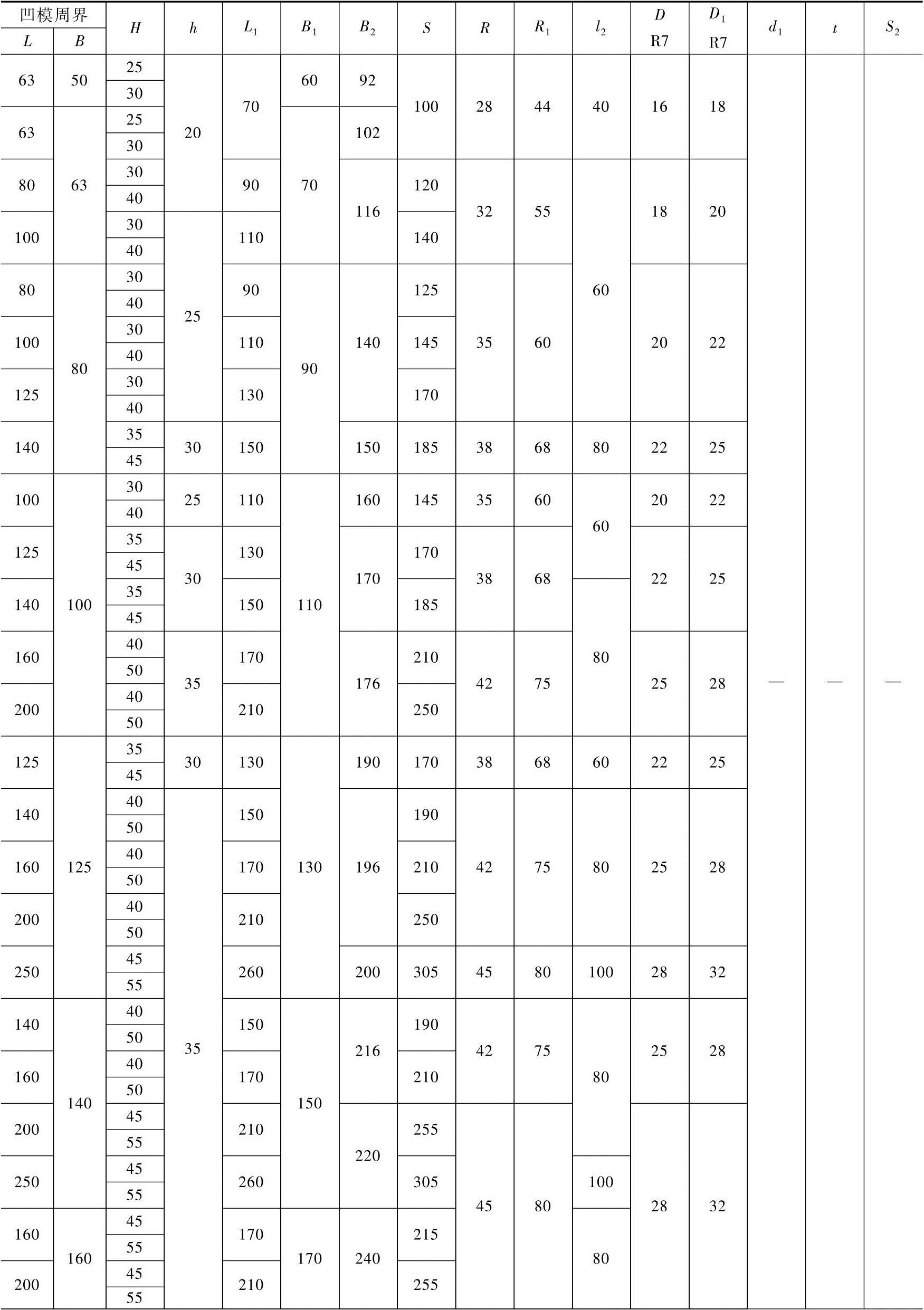
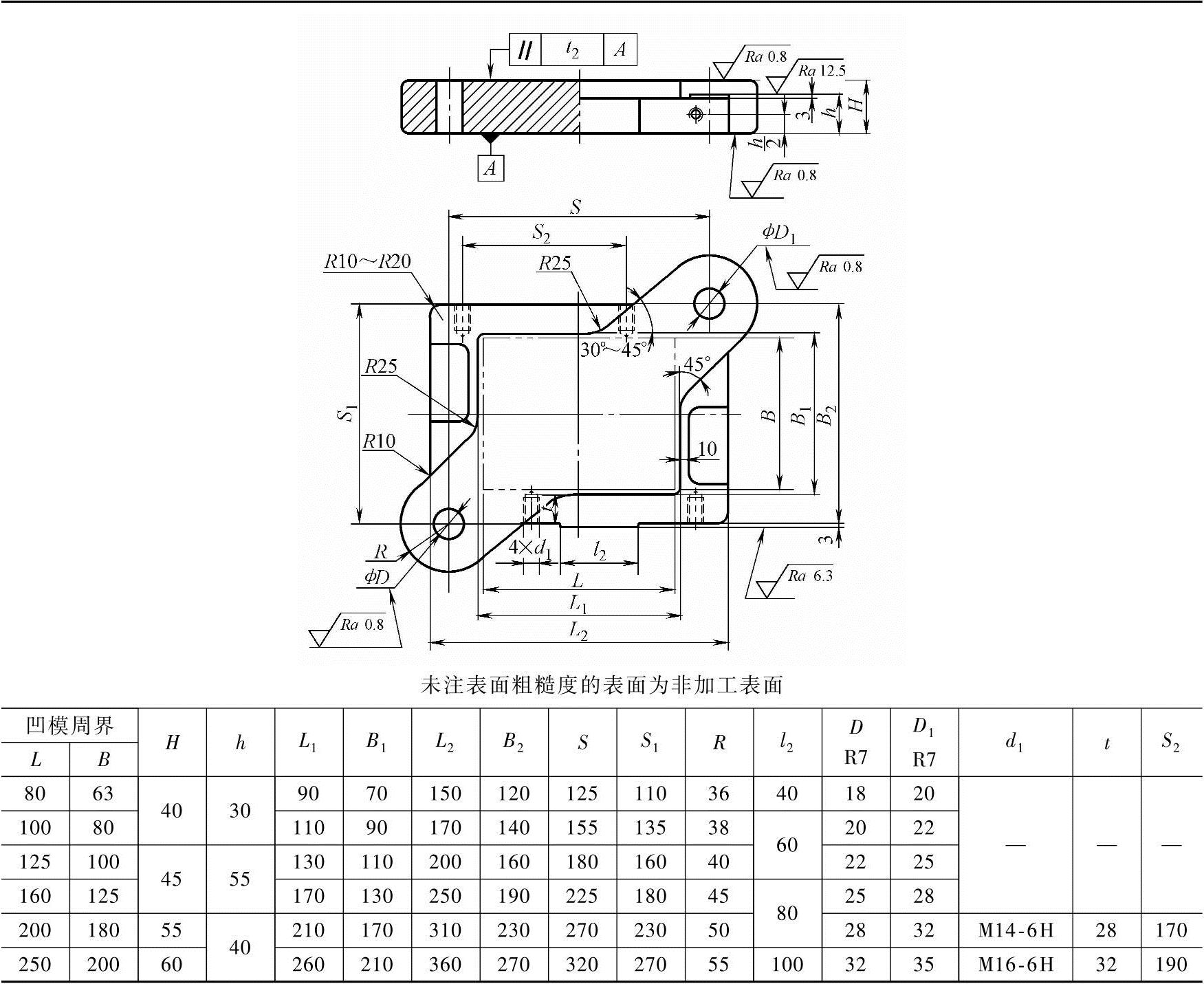
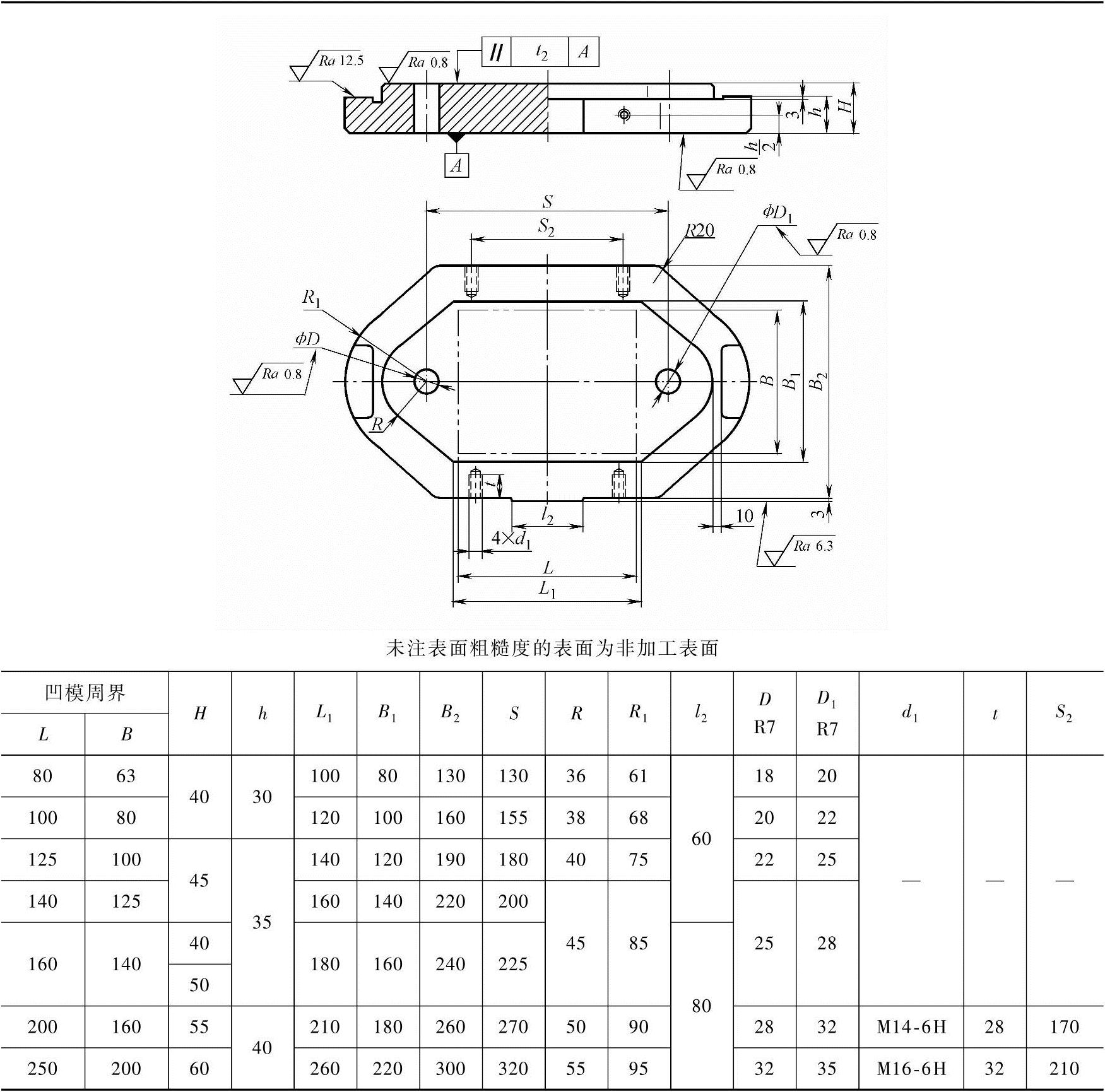
表6-21 滑动导向对角导柱下模座(摘自GB/T 2855.2—2008) (单位:mm)

(续)
(续)

注:1.压板台的形状、位置尺寸和标记面的位置尺寸由制造者确定。
2.安装B型导柱时,D R7、D1R7改为DH7、D1H7。
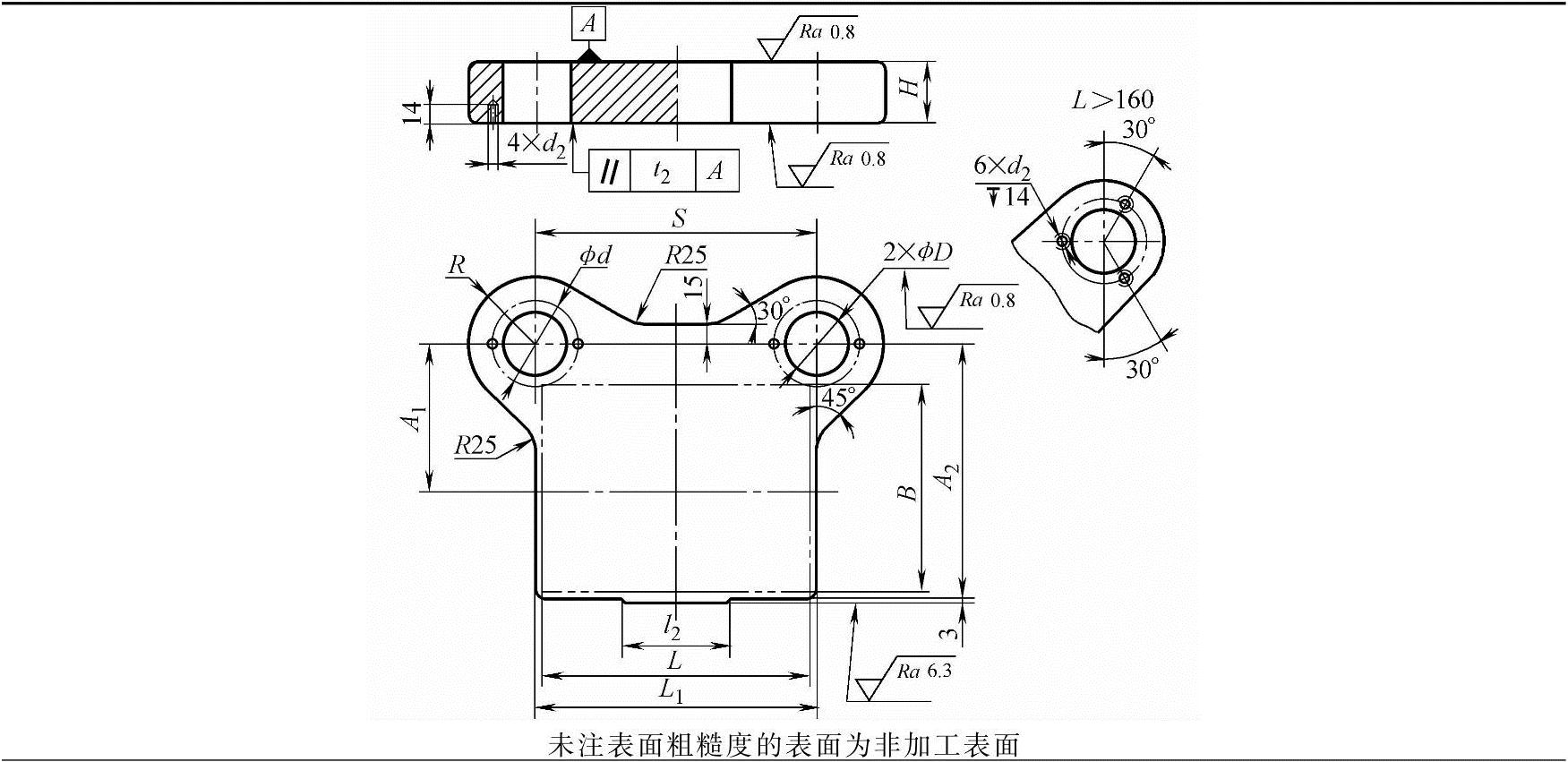
(2)滑动导向后侧导柱上模座(见表6-22和表6-23)
表6-22 滑动导向后侧导柱上模座(摘自GB/T 2855.1—2008) (单位:mm)
(续)
(续)
注:压板台的形状尺寸由制造者确定。
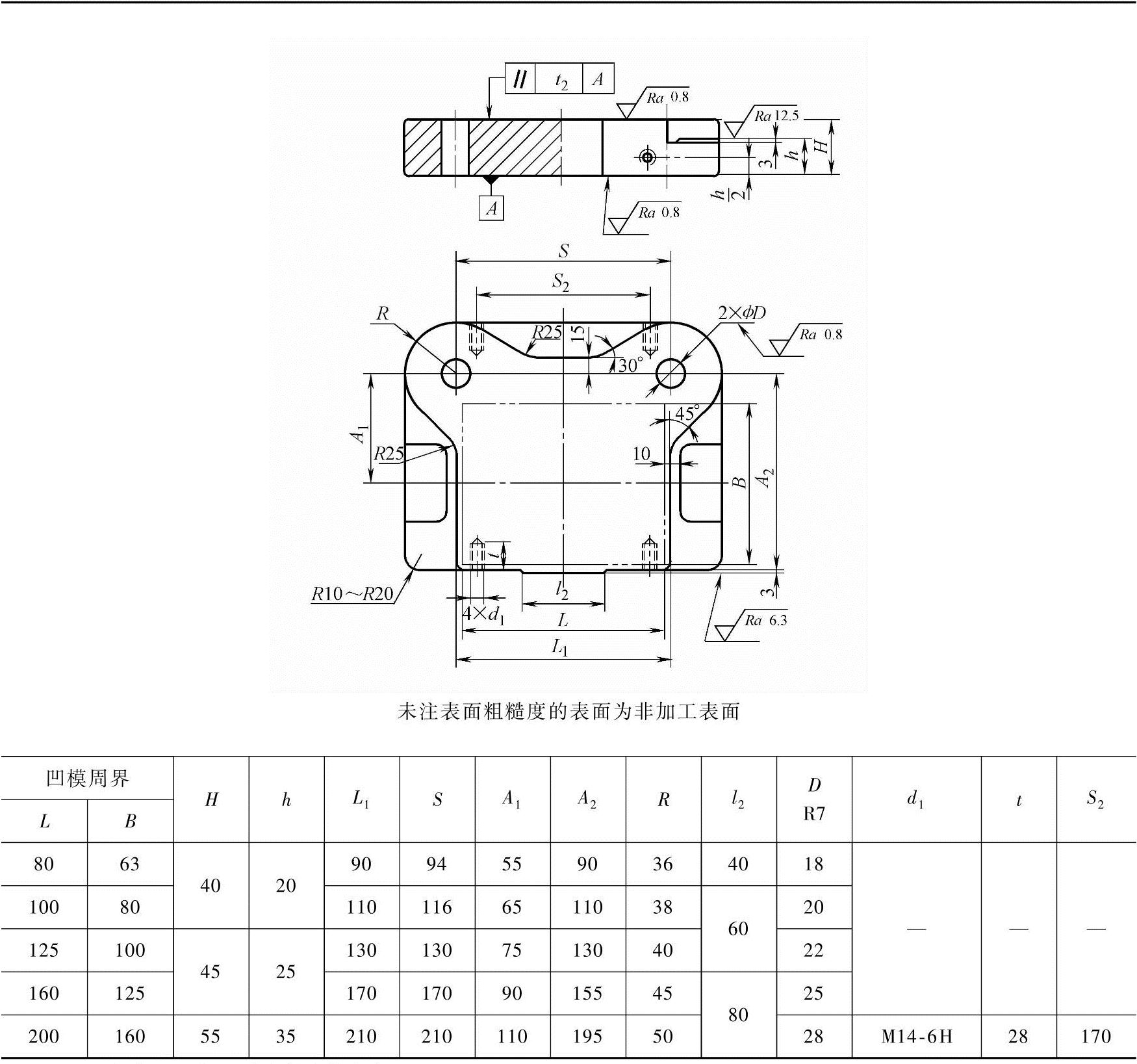
表6-23 滑动导向后侧导柱下模座(摘自GB/T 2855.2—2008) (单位:mm)

(续)
注:1.压板台的形状尺寸由制造者确定。
2.安装B型导柱时,D R7改为D H7。
(3)滑动导向中间导柱模座(见表6-24和表6-25)
表6-24 滑动导向中间导柱上模座(摘自GB/T 2855.1—2008) (单位:mm)
(续)
(续)
注:压板台的形状尺寸由制造者确定。
表6-25 滑动导向中间导柱下模座(摘自GB/T 2855.2—2008) (单位:mm)
(续)
(续)

注:1.压板台的形状尺寸由制造者确定。
2.安装B型导柱时,D R7、D1 R7改为D H7、D1 H7。
(4)滑动导向中间导柱圆形模座(见表6-26和表6-27)
表6-26 滑动导向中间导柱圆形上模座(摘自GB/T 2855.1—2008) (单位:mm)(https://www.chuimin.cn)

(续)
注:压板台的形状尺寸由制造者确定。
表6-27 滑动导向中间导柱圆形下模座(摘自GB/T 2855.2—2008) (单位:mm)

(续)

注:1.压板台的形状尺寸由制造者确定。
2.安装B型导柱时,D R7、D1 R7改为D H7、D1 H7。
(5)滑动导向四导柱模座(见表6-28和表6-29)
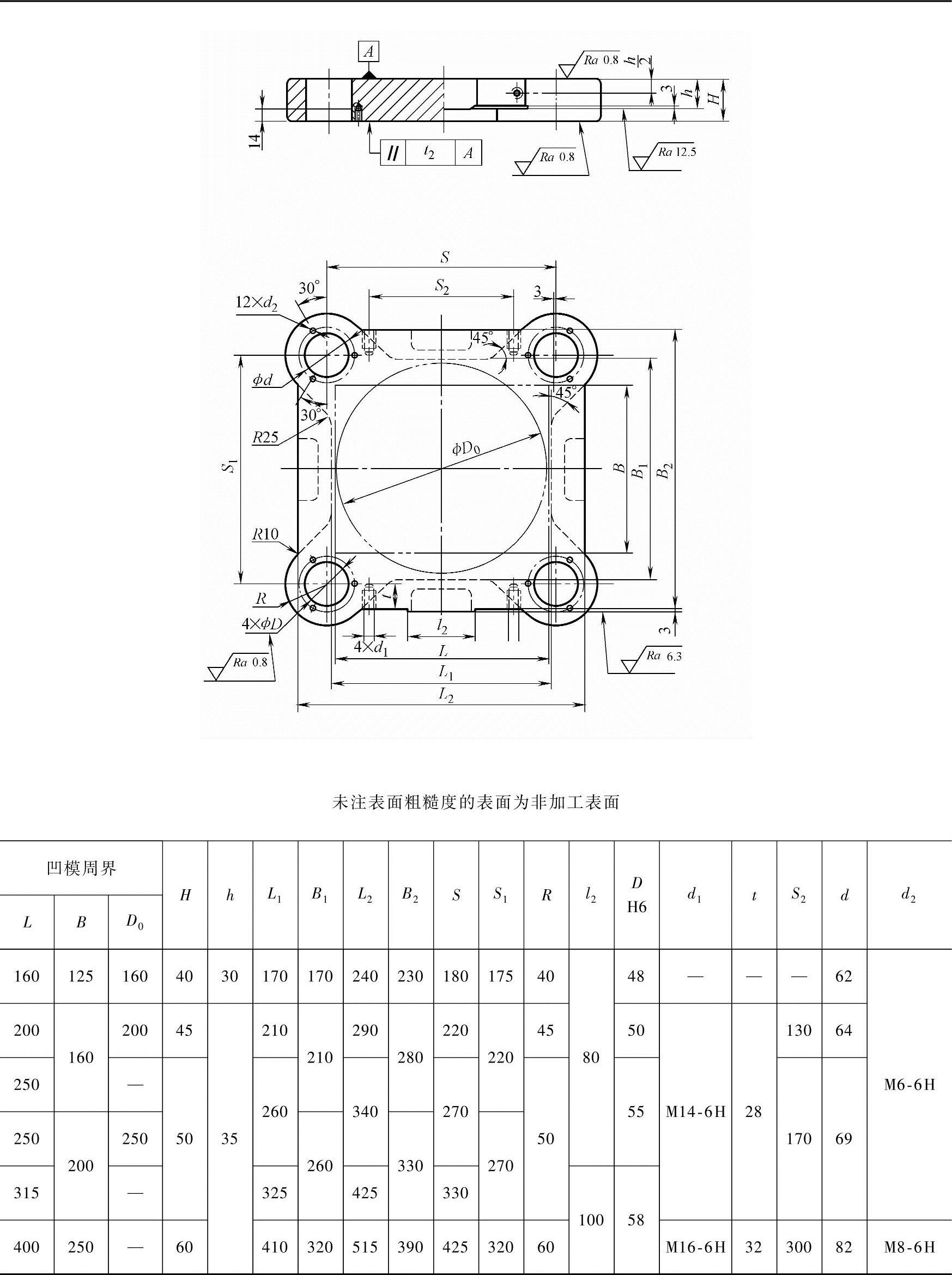
表6-28 滑动导向四导柱上模座(摘自GB/T 2855.1—2008) (单位:mm)

(续)
注:压板台的形状尺寸由制造者确定。
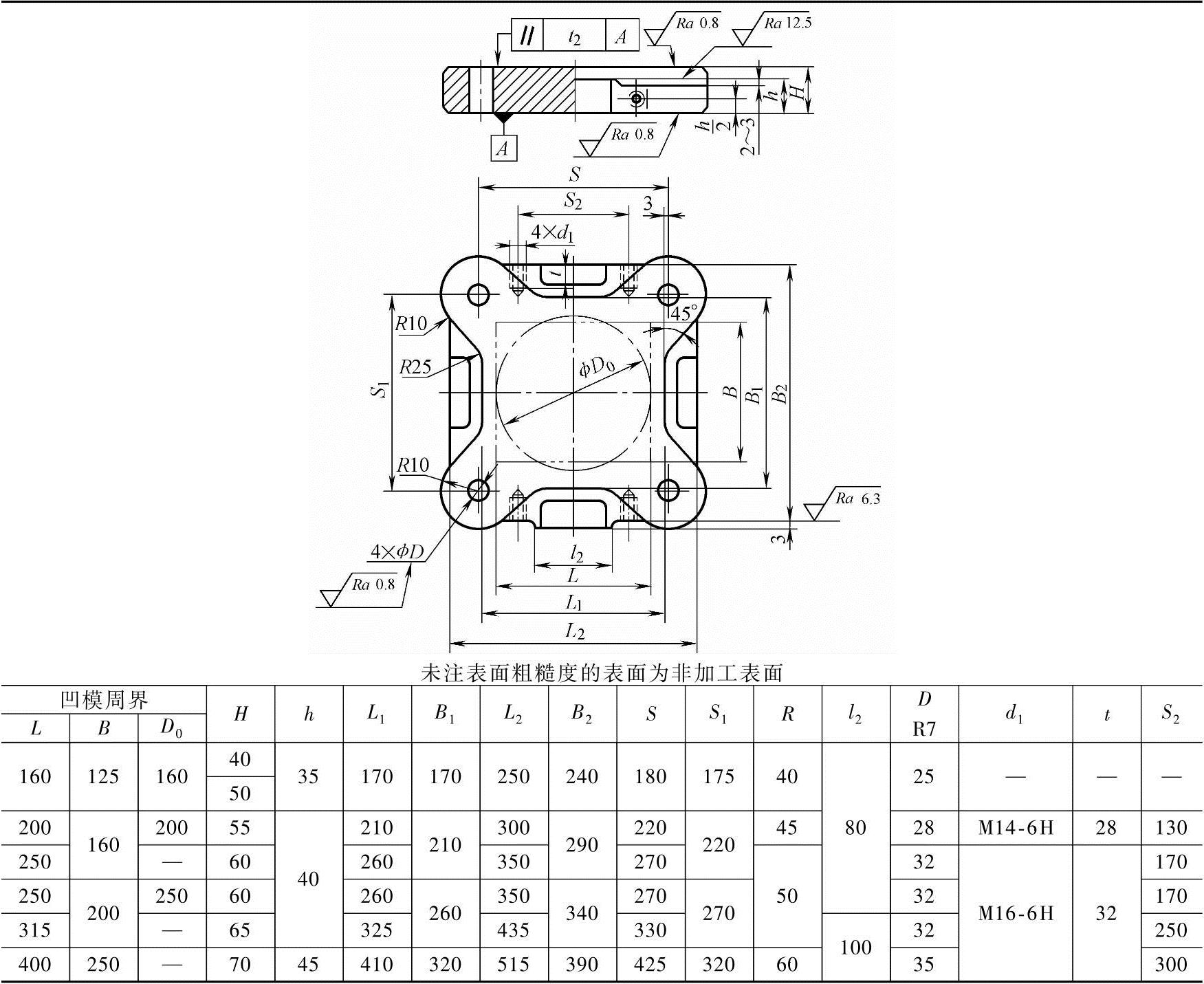
表6-29 滑动导向四导柱下模座(摘自GB/T 2855.2—2008) (单位:mm)
(续)

注:1.压板台的形状尺寸由制造者确定。
2.安装B型导柱时,D R7改为D H7。
2.滚动导向模座
(1)滚动导向对角导柱模座(见表6-30和表6-31)
表6-30 滚动导向对角导柱上模座(摘自GB/T 2856.1—2008) (单位:mm)

表6-31 滚动导向对角导柱下模座(摘自GB/T 2856.2—2008) (单位:mm)
注:压板台的形状、位置尺寸和标记面的位置尺寸由制造者确定。
(2)滚动导向中间导柱模座(见表6-32和表6-33)
表6-32 滚动导向中间导柱上模座(摘自GB/T 2856.1—2008) (单位:mm)

(续)
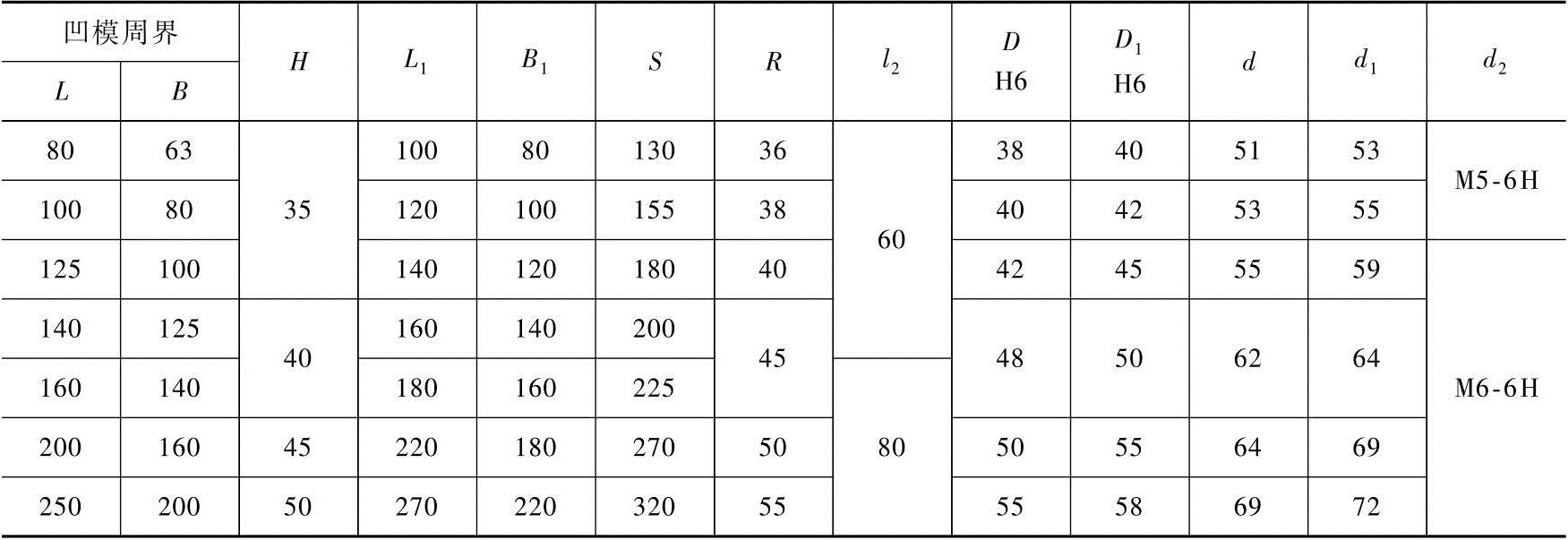
表6-33 滚动导向中间导柱下模座(摘自GB/T 2856.2—2008) (单位:mm)
注:压板台的形状尺寸由制造者确定。
(3)滚动导向四导柱模座(见表6-34和表6-35)
表6-34 滚动导向四导柱上模座(摘自GB/T 2856.1—2008) (单位:mm)
注:压板台的形状尺寸由制造者确定。
表6-35 滚动导向四导柱下模座(摘自GB/T 2856.2—2008) (单位:mm)
注:压板台的形状尺寸由制造者确定。
(4)滚动导向后侧导柱模座(见表6-36和表6-37)
表6-36 滚动导向后侧导柱上模座(摘自GB/T 2856.1—2008) (单位:mm)
(续)
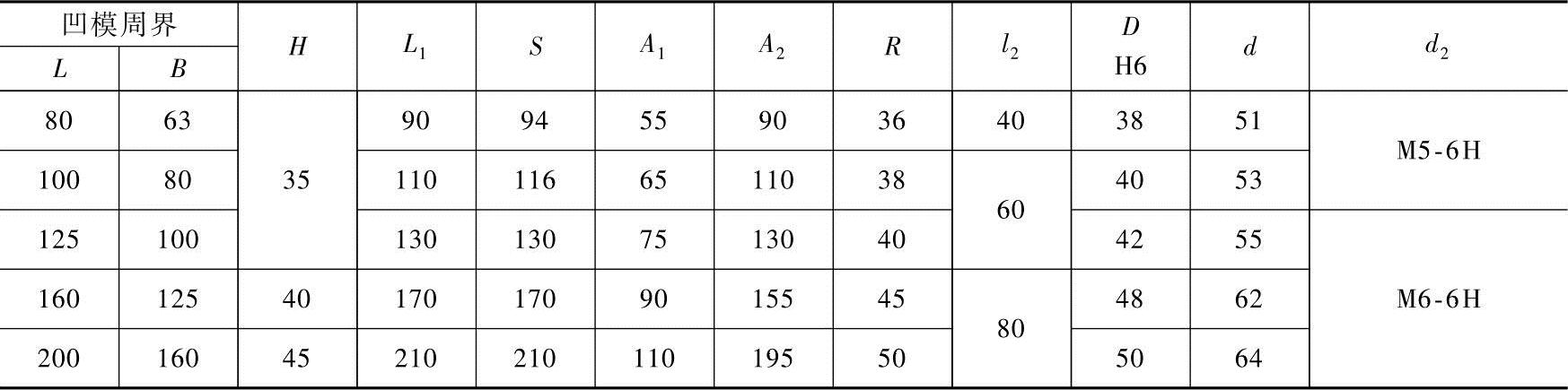
表6-37 滚动导向后侧导柱下模座(摘自GB/T 2856.2—2008) (单位:mm)
注:压板台的形状尺寸由制造者确定。
相关文章

多工位级进模的分类方法主要有如下几种:按冲压工序性质及其排列顺序分类1)落料级进模。2)剪切级进模。这种级进模对冲压制件的复杂异形孔和制件的整个外形采用分段切除多余废料的方式进行。分断切除多段式级进模的工位数比封闭型孔连续级进模多。在设计多工位级进模时,还应根据实际生产中的问题,将这两种设计方法结合起来,灵活运用。分段组装式级进模简化了制模难度,故在大型、多工位、加工较困难的级进模中常用。......
2025-09-29

图3-1 多工位级进模设计步骤简图1)计算制件毛坯尺寸,并对毛坯进行合理排样,计算出材料利用率。因此它是多工位级进模设计不可缺少的一部分,而且条料排样设计必须在模具结构设计之前,前后顺序不可对调。......
2025-09-29

多工位级进模结构如图1-2所示,一般在大型模具中使用此种结构,小型或闭合高度低的中、大型模具,就不必用上托板、上垫脚、下垫脚、下托板。多工位级进模的上模组成部分图1-2 多工位级进模结构1—上托板 2—上垫脚 3—上模座 4—固定板垫板 5—固定板 6—卸料板垫板 7—卸料板 8—下模板 9—下模板垫板 10—下模座 11—下垫脚 12—下托板1)上托板。多工位级进模的下模组成部分1)下模板,又称凹模固定板。......
2025-09-29
目前在多工位级进模技术领域,国内已经能够生产出精度达2μm的精密多工位级进模,工位间步距精度可控制在±3μm之内,工位数已达几十个以上,多的已有160多个。由此可见,多工位级进模是当代冲压模具中生产效率最高、最适合大量生产应用,已越来越多地被广大用户认识并使用的一种高效、高速、高质、长寿命的实用模具。......
2025-09-29

在多工位级进模中,起伏成形是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变是非意图性的,即厚度改变是变形过程中自然形成的,而不是设计指定要求的。起伏成形主要用于压制加强筋、文字图案、凸包等。......
2025-09-29
如图1-1所示,级进模可在一副模具上完成一个制件的全部冲压加工。精密中、小型级进模一般配合高速冲压设备,附加自动送料机构,实现了高速自动化冲压生产,稳定了制件质量,大大提高了生产率。综上所述,级进模是一种较为先进的、有更多发展空间和使用价值的工艺装备。......
2025-09-29

创建曲线驱动相切拔模的具体步骤如下:打开源文件第5章∣5-6-1.prt,特征如图5-59所示。图5-63 选项卡图5-64 对话框图5-65 图5-66 选择拔模曲面图5-67 驱动曲线相切拔模注1:若拔模曲线的位置不同,则参照曲面的选择也不相同。①若拔模曲线的高度高于参照曲面,则选择方法与例题方法相同。②若拔模曲线的最高点低于特征模型的顶面,则只需选择如图5-68所示的曲面1,形成如图5-69所示的相切拔模特征。......
2025-09-29
连续拉深凸、凹模间隙是指凸、凹模横向尺寸的差值,通常叫拉深间隙。图4-36 带凸缘拉深有关尺寸图4-37 凸、凹模间隙因此拉深的凸、凹模间隙值可以按如下条件选用:1)拉深的凸模及凹模的单边间隙为式中 C———凸、凹模之间的单边间隙;dd———凹模直径;dP———凸模直径。表4-45 有压边圈拉深时的单边间隙值(续)注:1.t为材料厚度,取材料允许偏差的中间值。......
2025-09-29
相关推荐