图1.14.1 加工精度示意图零件的加工精度包括尺寸精度、形状位置精度和表面粗糙度三方面的内容。残余高度是指在数控加工中相邻刀轨间所残留的未加工区域的高度,它的大小决定了所加工表面的表面粗糙度,同时决定了后续的抛光工作量,是评价加工质量的一个重要指标。......
2025-09-29
数控铣床是在一般铣床的基础上发展起来的,两者的加工工艺基本相同,结构也有些相似。数控铣床主要用于平面、沟槽、螺旋槽、成形表面和孔,以及空间曲线式复杂型面的铣削加工,适于模具、凸轮、板类和箱体类零件的加工,配置了数控分度头或数控回转工作台的四坐标数控铣床可实现螺旋槽和叶片零件的加工。数控铣床使用的刀具主要有立铣刀、面铣刀、成形铣刀和孔加工刀具等。
1.数控铣床的分类
按主轴的布局位置分类,可将数控铣床分为立式数控铣床、卧式数控铣床和立卧两用数控铣床三种。
(1)立式数控铣床(见图1-7a)其主轴轴线垂直于水平面,是数控铣床中常见的一种布局形式,应用范围广泛。它可使用立铣刀、机夹刀盘和钻头等进行水平面内型面的加工,增加数控分度头后还可以加工圆柱表面上的曲线沟槽。

图1-7 主轴头升降式数控铣床
(2)卧式数控铣床(见图1-7b)其主轴轴线平行于水平面,主要用来加工箱体类零件。通常,增加数控回转工作台后可实现机床的4轴联动控制,从而满足箱体、泵体、阀体或壳体等复杂零件的一次装夹中多表面的加工。
(3)立卧两用数控铣床该类型铣床可变换主轴轴线方向,使用范围较广,功能较多。数控万能主轴可实现与水平面成各种角度的零件表面加工,数控回转工作台可对工件实现除定位面外的五面加工。
按机床构造分类,可将数控铣床分为工作台升降式数控铣床、主轴头升降式数控铣床和龙门式数控铣床三种。
(1)工作台升降式数控铣床主要用于小型数控铣床的工作台升降,其主轴保持不动。
(2)主轴头升降式数控铣床(主流)图1-7所示的三种结构形式的数控铣床均为主轴头升降式数控铣床。该数控铣床的主轴可沿垂向溜板上下运动,工作台纵向和横向移动。
(3)龙门式数控铣床按运动形式的不同,龙门式数控铣床又可分为动台式数控铣床(即工作台运动,见图1-7c)和动梁式数控铣床(即框架运动而工作台不动)两种。龙门式数控铣床具有龙门框架,且框架上装有主轴头;工作台为落地式,X、Y、Z三个方向的运动是由横梁、滑座和滑枕铣头的联动完成的。此类数控铣床具有良好的动态响应性,承载能力是同类机床的2~3倍,可完成大型工件的加工。
2.数控铣床的结构组成
数控铣床通常由输入/输出装置、数控装置(FANUC、SINUMERIK、MITSUBISHI等)、主轴驱动系统和伺服进给系统、位置检测装置(FANUC、HEIDENHIAN等)、机床本体(床身、立柱、工作台和滑座)、电气控制回路、液压系统和辅助装置(润滑系统、冷却系统及排屑装置)等部分组成,有的带刀库和自动换刀机械手。数控铣床的标准配置为3个直线进给轴,可实现3轴联动控制(即X、Y、Z轴同时完成插补运动);立式数控铣床增加回绕X轴旋转的A轴后,可实现4轴联动选配控制;卧式数控铣床增加回绕Y轴旋转的数控回转工作台(B轴)后,也可实现4轴联动控制,以满足工件的四面加工要求。数控铣床可配置FANUC 0i MC/MD或SINU-MERIK 810D/840D等数控系统,以实现3轴及以上的联动控制功能。以下主要介绍主轴驱动系统、伺服进给系统、机床本体和辅助装置。
(1)主轴驱动系统数控铣床的主轴一般采用与数控系统配套的串行数字主轴(如FANUC公司的α或αi系列主轴驱动),由交流主轴电动机带动同步齿形带旋转并使主轴一同运转(见图1-8);对于功率较大的数控铣床,为满足低速大转矩的要求,需增加一级、二级或多级齿轮减速机构(见图1-9)。近年来,还出现了无级变速,即电动机与主轴一体化的电主轴(见图1-10)直接带动刀具旋转。
(2)伺服进给系统数控铣床的伺服进给运动包括主轴箱升降、工作台纵向移动和滑座横向移动,且分别通过X、Y、Z伺服轴的伺服电动机和联轴器带动滚珠丝杠螺母副旋转,从而将回转运动转化为各轴的直线运动(数控铣床X轴的传动结构图见图1-11)。

图1-8 带传动的数控铣床主轴结构图
1—锁紧螺母 2—同步带轮 3—键 4、6—支承轴承 5—碟形弹簧 7—端盖 8—端面键 9—主轴 10—滑套 11—拉杆 12—主轴箱体 13—防松垫 14—调整螺母(https://www.chuimin.cn)
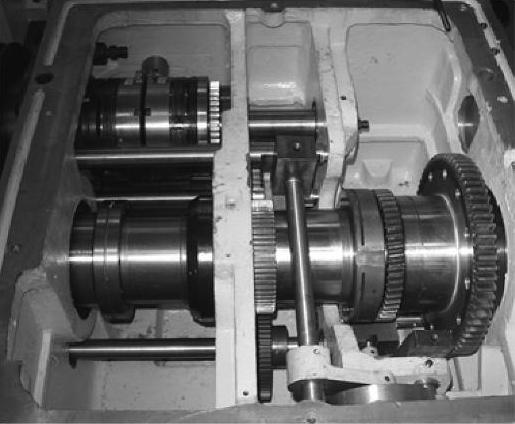
图1-9 多级齿轮减速机构
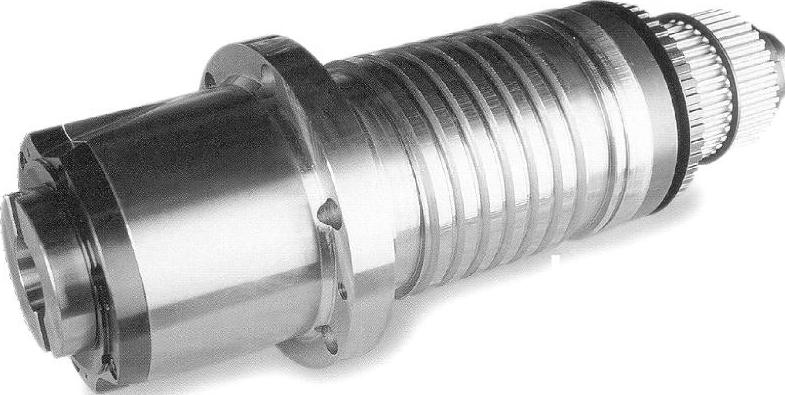
图1-10 电主轴
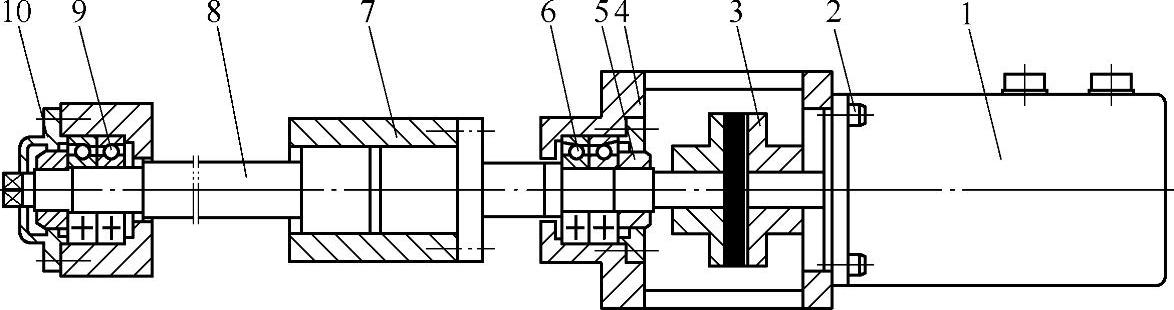
图1-11 数控铣床X轴的传动结构图
1—伺服电动机 2—连接螺栓 3—联轴器 4—轴承端盖 15—锁紧螺母 6、9—支承轴承 7—双螺母 8—滚珠丝杠 10—轴承端盖2
(3)机床本体——床身、立柱、工作台和滑座
1)床身和立柱:床身和立柱的导轨为矩形,其承载能力强,精度保持性好。立柱紧固在床身背后,立柱内装有一套主轴箱质量平衡装置,主轴箱与平衡锤的质量约1∶1;立柱上的伺服电动机带制动器(如FANUC αi/βiS系列垂直轴伺服电动机,见图1-12),防止断电等异常时垂直轴自由下滑。
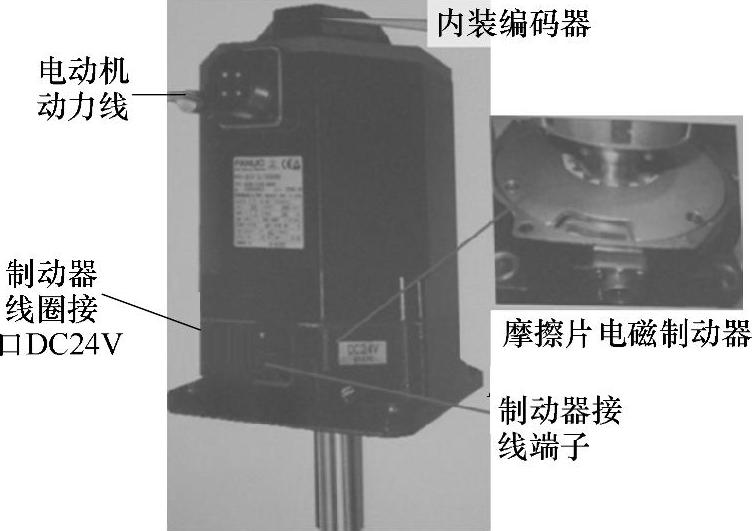
图1-12 FANUC αi/βiS系列垂直轴伺服电动机(带电磁制动器)
2)工作台和滑座(见图1-13a):工作台和滑座的导轨为矩形导轨,其承载能力强,工作台导轨和滑座的下导轨需贴塑处理。由于工作台是伺服进给中的执行部件,滑座导轨是支承和引导工作台直线运动的部件,故两者使用一段时间后,需调整工作台与导轨镶条之间的间隙,以保持伺服进给的精度。
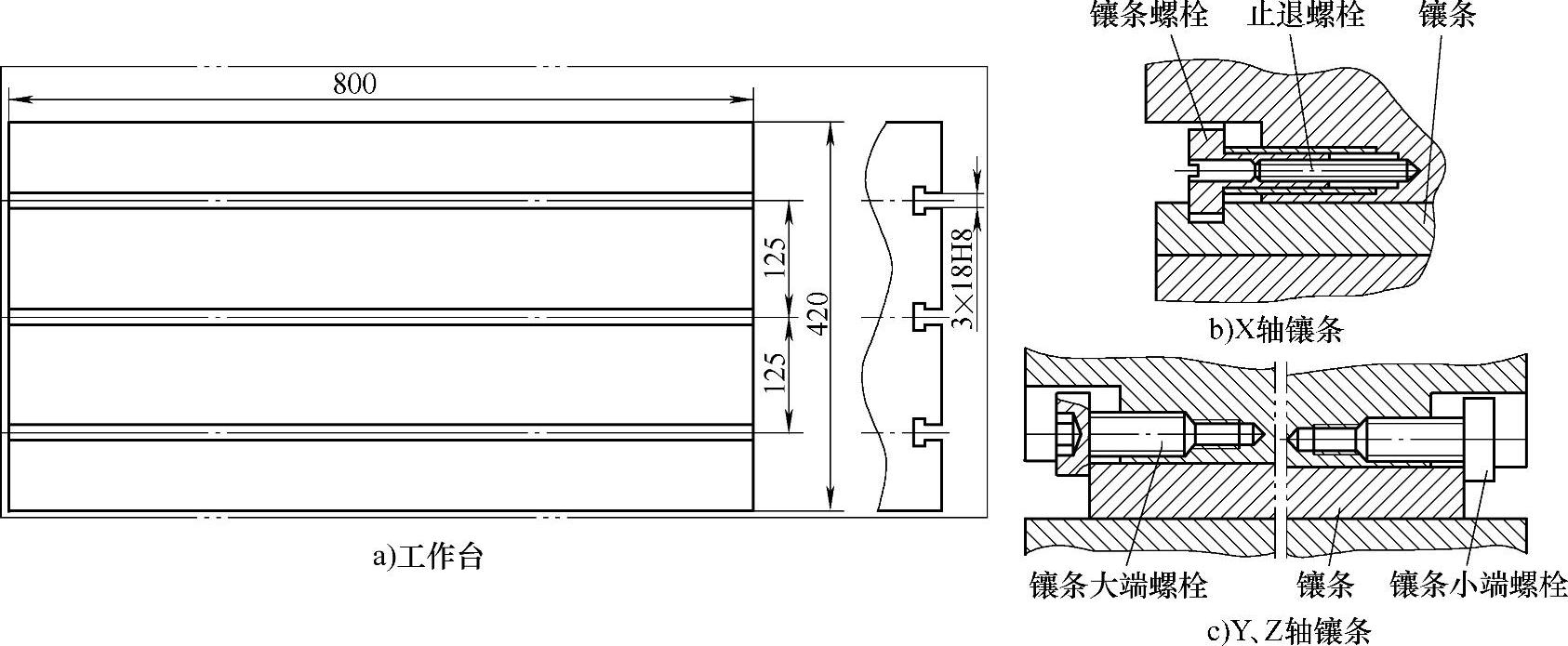
图1-13 数控铣床的工作台和滑座以及导轨镶条
(4)辅助装置(见图1-14)为了延长机床各零部件的使用寿命和减小摩擦阻力,数控铣床的导轨、传动齿轮、滚珠丝杠螺母副及主轴箱等部位均需配置润滑系统,一般采用电动间歇润滑泵或定量式集中润滑泵供油。为了提高数控铣床的加工自动性和减少发热,一般都配置有排屑装置。通常,排屑装置有平板链式排屑装置、刮板式排屑装置和螺旋式排屑装置3种。

图1-14 数控铣床的辅助装置
相关文章

图1.14.1 加工精度示意图零件的加工精度包括尺寸精度、形状位置精度和表面粗糙度三方面的内容。残余高度是指在数控加工中相邻刀轨间所残留的未加工区域的高度,它的大小决定了所加工表面的表面粗糙度,同时决定了后续的抛光工作量,是评价加工质量的一个重要指标。......
2025-09-29

快速更换托盘系统允许工件托架准备和装载与加工周期无关的工件。图4.81用机器人上的刀具加工工件布局的设计方式取决于工件。在机器人方面,根据ISO 9404,快换系统通常已经配备了一个法兰接口,与机器人的标准接口对应。图4.84符合ISO 9404和相应坐标系的机器人法兰盘为了更换整个装置,必须确保一个精确且可靠的分离点,以避免任何泄漏或接触错误。图4.85组件完整组链的说明......
2025-09-29

咸蛋的加工方法比皮蛋及其他蛋制品简单易行,加工费用低廉,加工时间比较短,加工技术也容易掌握。食盐有一定的防腐能力,可以抑制微生物的生长,使蛋内容物的分解和变化速度延缓,所以咸蛋的保存期比较长。......
2025-09-29

特别是化工厂、钢铁厂、制药厂以及炼焦厂和炼油厂等,排放的废气气味大,严重污染环境和影响人体健康。下面利用FLUENT6.3来模拟工厂废气在空气中的排放情况。图8-6 创建刀具轨迹图11-20 几何模型2.模型的建立01 启动GAMBIT,选择工作目录D:\Gambit working。......
2025-09-29

在加工方法中可以通过对加工余量、几何体的内外公差和进给速度等选项进行设置,从而控制加工残留余量。Step1.选择下拉菜单命令,系统弹出图2.6.1所示的“创建方法”对话框。在区域的文本框中输入值0.4,其他参数采用系统默认值。图2.6.1 “创建方法”对话框图2.6.2 “模具精加工HSM”对话框图2.6.2所示的“模具精加工HSM”对话框中的各按钮说明如下。......
2025-09-29

“参考数据”工具将提供一个用户程序结构的概览以及所用地址的查看。参考数据从离线存储的用户程序生成。执行一致性检查时,不一致的块将显示在从属性结构中并用相应符号进行标记。......
2025-09-29

了解酸奶的加工工艺,掌握酸奶的加工方法。通常制备好的生产(工作)发酵剂应尽快使用,也可保存于 0~5°C的冰箱中待用。具体办法是在少量的原料奶中加入糖加热溶解,过滤后倒入原料奶中混匀即可。装瓶:将酸奶瓶用水浴煮沸消毒 20 min,然后将添加发酵剂的奶分装于酸奶瓶中,每次不能超过容器的 4/5。......
2025-09-29
图2-24 常用电烙铁的实物外形1.电烙铁电烙铁是手工焊接、补焊、代换元器件时最常用工具之一。而且由于其携带方便、价格低廉,是目前应用最广泛的手工焊接工具;恒温式电烙铁可以通过电控(或磁控)的方式准确地控制焊接温度,因此常应用于对焊接质量要求较高的场合;吸锡式电烙铁则将吸锡器与电烙铁的功能合二为一,非常便于在拆焊焊接的环境使用。此外,根据焊接产品的要求,还有防静电式和自动送锡式等特殊电烙铁。......
2025-09-29
相关推荐