钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2025-09-29
电子束焊具有能量集中、焊接效率高等优点,而且焊接在真空中进行,可防止大气的污染,特别是电子束直径小、焊接宽度窄,可进行大熔深焊接,因而很适用于钛及钛合金的焊接。例如,厚度为50mm的Ti-6Al-4V钛合金板不用开坡口一次就能焊透,焊接接头变形很小;厚度为100~150mm的Ti-6Al-4V钛合金板焊接时,焊接速度能达到18m/h。真空电子束焊可以保护焊接接头不受空气的污染,保证焊接质量。采用电子束焊方法焊接纯钛及Ti-6Al-4V、Ti-8Al-1Mo-V、Ti-6Al-2.5Cr和Ti-5Al-2.5Si等钛合金可获得热影响区窄、晶粒细、变形小的焊接接头。
电子束焊前须对钛合金工件净化处理,净化处理后必也须保持清洁,不可继续污染。清理方法多用酸洗或机械加工。为了防止电子束流偏离或产生附加磁场,焊接时必须采用铝或铜等无磁性材料作夹具。电子束焊焊接钛合金时一般工件都很厚,而且多为对称接口,为保证焊接质量,焊前装配时应控制间隙;否则,将会被电子束所穿透,或因未熔透而形成凹槽,影响接头质量。
为改善焊缝向母材的过渡,可采用两道电子束焊焊接法:第一道是用高功率密度的深熔焊,保证焊透;第二道为低功率密度的修饰焊。这种做法改善了焊缝成形,有利于提高接头的力学性能。焊接封闭环形焊缝时,由于电子束压力的作用,大量已熔化金属被推向焊接方向的后端,使未经熔化的金属表面焊缝局部突起增厚。所以在收尾时,由于局部未焊透,在起始处留下了凹陷,影响焊缝的质量。为此,在焊接工艺上要保证整个焊缝全部焊透,并在收尾时修整起始段焊缝的成形。这就要求电子束焊环形焊缝时须具有电流衰减的控制系统,一般采取束流衰减或增大焊速或两者相结合来进行。另外,电子束摆动也可以改善焊缝成形、细化晶粒和减少气孔,从而提高接头质量。
电子束焊可以用于焊接薄板和厚度几十毫米厚的钛板。钛合金真空电子束焊的焊接参数见表5-23。钛合金电子束焊缝的力学性能示例见表5-24。
表5-23 钛合金真空电子束焊的焊接参数(https://www.chuimin.cn)
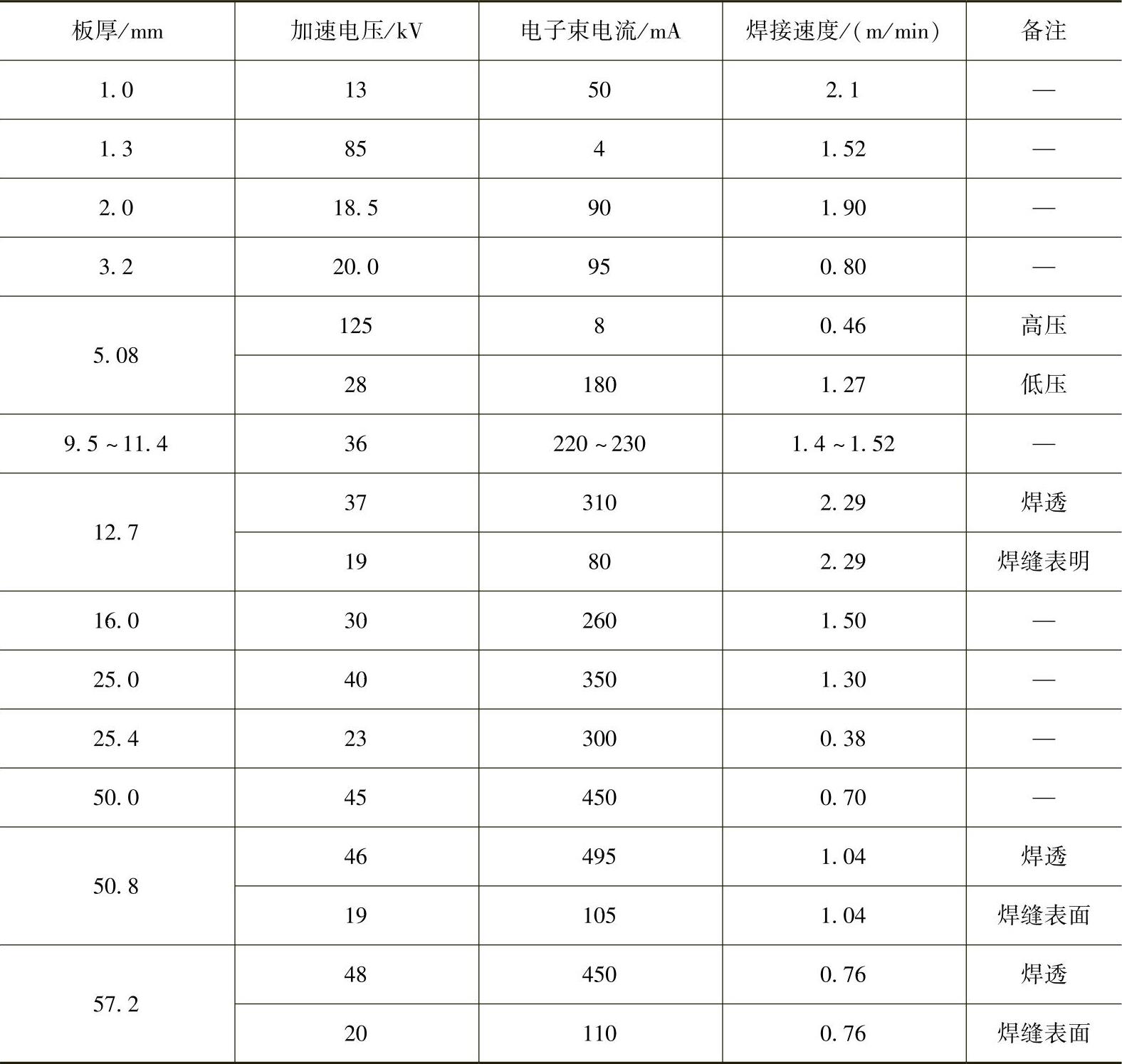
表5-24 钛合金电子束焊缝的力学性能示例

相关文章

钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2025-09-29

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2025-09-29

活化后经水洗进入阳极氧化槽处理。阳极氧化处理 钛及钛合金阳极氧化工艺见表285。表285 钛及钛合金阳极氧化工艺溶液的配置及维护:先将工作体积的1/2左右的去离子水加到槽内,然后将计算量的磷酸和添加剂在不断搅拌条件下加入槽内,再用去离子水加至工作体积。......
2025-09-29

钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2025-09-29

陶瓷与金属的电子束焊是一种很有效的方法,由于是在真空条件下进行,能防止空气中的氧、氮等污染,有利于陶瓷与金属的焊接,焊后的气密性良好。陶瓷与金属的真空电子束焊时,焊件的接头形式有多种,比较合适的接头形式以平焊为最好。电子束焊枪根据加速电压的不同有高压型、中压型和低压型三种,对于陶瓷与金属的焊接来说,最合适的是采用高真空度低压型电子束焊枪。......
2025-09-29

3)在预热恒温下,让电子束扫射被焊工件的金属一侧,开始焊接。陶瓷与金属真空电子束焊的焊接参数对接头质量影响很大,尤其对焊缝熔深和熔宽的影响更加敏感,这也是衡量电子束焊质量的重要指标。用电子束聚焦直径为0.25~0.27mm的高压电子束焊机进行直接焊接,可获得良好的焊接质量。高纯度Al2O3陶瓷与难熔金属电子束焊时,也可采用上述焊接参数用高压电子束焊机进行焊接。还可以用直径1.0mm的金属钼针与氧化铝陶瓷实行电子束焊。......
2025-09-29
焊件 焊件两侧不得安装引弧板、引出板。焊后仔细清除焊缝处焊渣,并保持焊缝为原始状态。每个焊件在平行坡口50mm处,用划针划出测量焊缝的基准线。考核焊件的清理程度应符合焊接要求,应正确进行定位焊,应正确选择焊接参数。时间规定 焊前准备时间30min,正式焊接操作时间为60min。......
2025-09-29

相关推荐