线材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为线材的热喷涂方法。当火焰为中性焰时,焰流温度约为3050℃,适于喷涂各种合金。......
2023-06-18
氧-乙炔火焰重熔也称氧-乙炔火焰喷焊,是采用氧-乙炔火焰喷涂自熔性合金,随后在火焰的加热下使涂层熔融,在金属基材表面获得熔焊层的热喷涂方法。
1.原理
氧-乙炔火焰重熔,无论是一步法还是两步法都包含喷涂和重熔两个过程。
1)喷涂过程。喷涂过程与氧-乙炔火焰粉末喷涂相同,即合金粉末在氧-乙炔火焰中被加热至熔化或半熔化状态,以一定速度撞击并沉积在基材表面的过程。
2)重熔过程。无论是一步法还是两步法,重熔过程都是火焰对涂层加热,使之再次熔融,在金属基材表面重结晶的冶金过程。在重熔过程中,自熔性合金在熔融状态具有强烈的还原脱氧作用和良好的造渣、除气性能。与各种氧化物夹杂反应,生成低熔点的硼硅酸盐熔渣,漂浮在液态金属表面,并排除液态金属中的气体。在液态金属表面覆盖的这一薄层熔渣,能够隔绝空气的影响,避免液态金属的氧化。因此,喷焊层消除了喷涂层中的气孔和氧化物夹杂,经过重结晶过程使喷涂层非均质的层状结构变成均质的合金组织结构。
在重熔过程中,当合金充分熔化并完全润湿金属基材表面时,就开始了合金与基材之间的扩散互溶过程,在合金与基材界面上形成一条带状互溶区,其熔点和化学成分介于喷焊合金与基材之间,是喷焊层与基材之间的过渡层,这一过渡层的存在使得合金喷焊层与基材之间形成了牢固的冶金结合,大幅度提高了结合强度。
2.设备组成
氧-乙炔火焰重熔的设备组成与氧-乙炔火焰粉末喷涂类似,只需增加重熔枪。辅助设备要增加加热和缓冷装置,以便在重熔过程中能够有效地控制工件的温度。若采用一步法喷焊,只需要氧气、乙炔供给装置和喷焊枪,因而设备组成简单,移动方便。
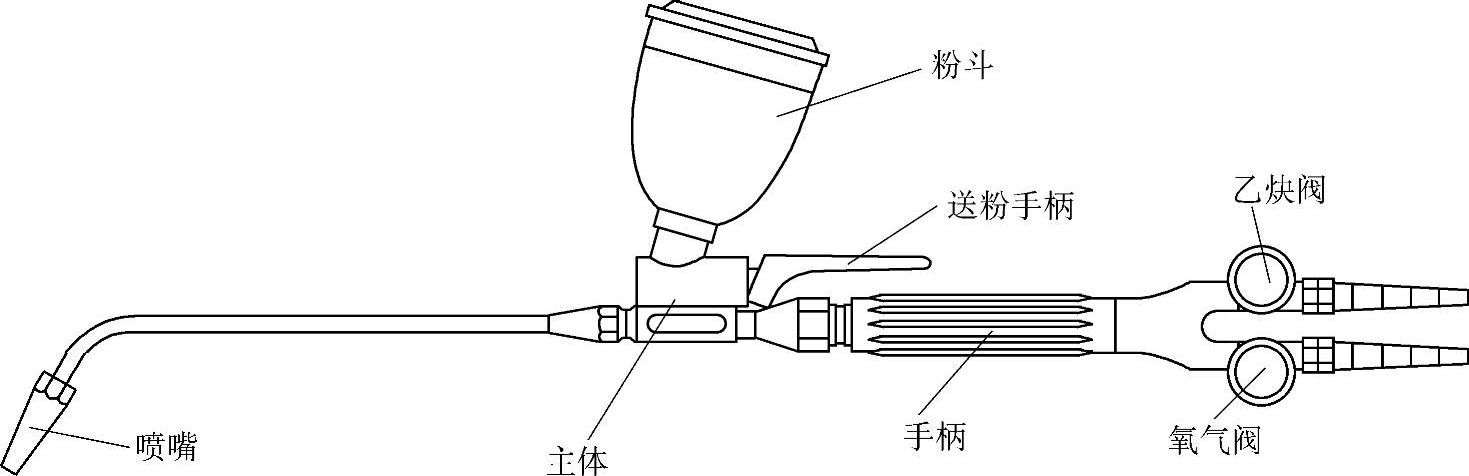
图2-60 中小型喷焊枪外形
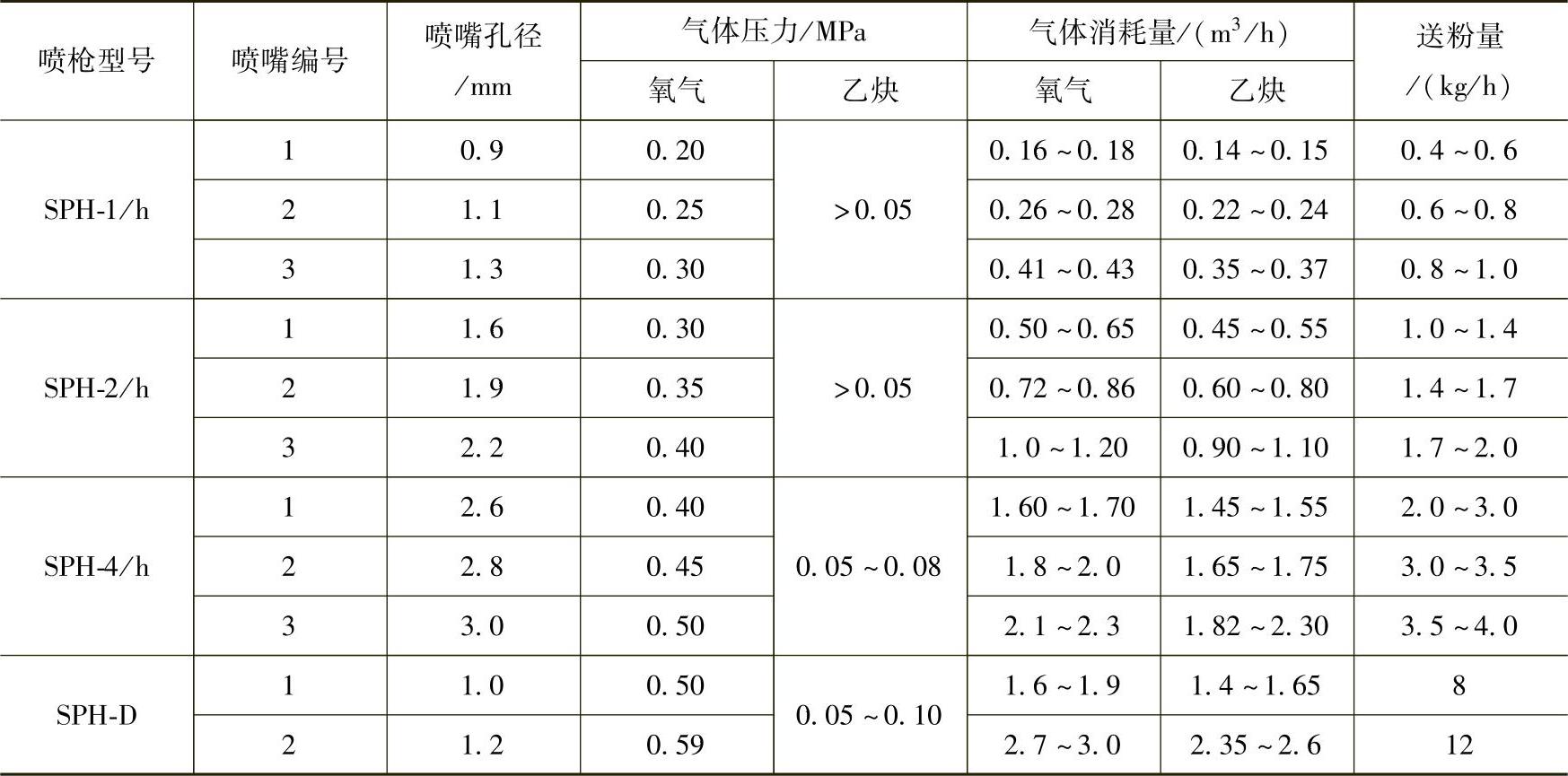
1)喷焊枪是氧-乙炔火焰重熔的主要工具。许多氧-乙炔火焰粉末喷枪都具备既可喷涂又可重熔的功能,如前面介绍的QT-E-7/h型喷枪等。目前使用最普遍的是中小型喷焊枪,既可用于以一步法喷焊,也可用于两步法喷焊,其外形结构如图2-60所示。这一类喷焊枪属于射吸式,采用混合气送粉。氧气抽吸乙炔的射吸结构及氧气、乙炔流量的调节机构与普通焊枪原理一样,集中安装在手柄上。与普通焊枪不同的是增加了粉末输送装置,它由粉罐(粉斗)、送粉阀及射吸室等部分组成。当混合气进入射吸室后,产生抽吸作用,只要按下送粉柄,开启送粉阀,粉斗中粉末就在自重和抽吸力的作用下进入射吸室,随混合气进入喷嘴燃烧火焰中。在不送粉的情况下,可作为焊枪对工件加热或对涂层重熔。常用喷焊枪的型号及工作参数见表2-17。
表2-17 常用喷焊枪的型号及工作参数
2)重熔枪是用来对涂层进行火焰重熔的专门工具,也可用来对工件预热。它与喷涂枪配合使用,对较大型工件进行两步法喷焊。
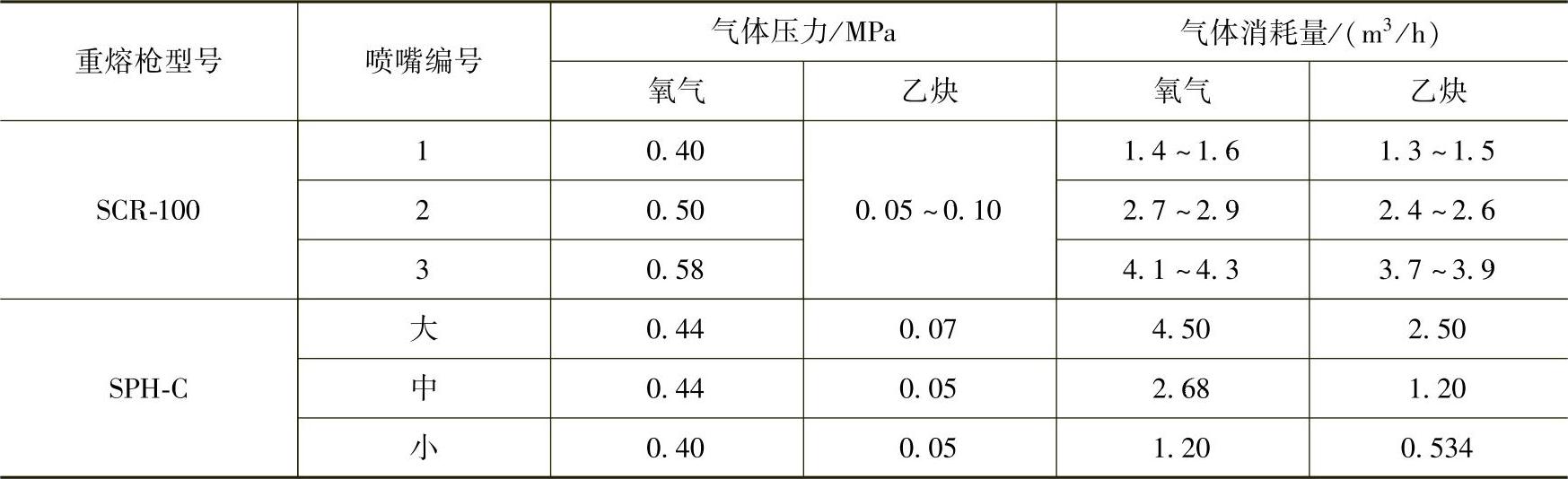
重熔枪的结构和普通的焊枪一样,只是要求火焰功率大,流速低,因而多采用梅花形喷嘴。为适应对不同工件的涂层重熔和加热的要求,喷嘴可加工成各种形状,如圆形、排形等。常用的重熔枪的型号及工作参数见表2-18。
表2-18 常用重熔枪的型号及工作参数
3.涂层和工艺特点
1)涂层特点。喷焊层的组织结构完全不同于喷涂层,由非均质的组织结构转变为焊态的均质合金组织,有枝状结晶。
2)工艺特点。设备简单,投资少,便于推广应用;操作简单,容易掌握。
3)喷焊层厚度范围宽,适应面广;工件受热温度高,容易变形;喷焊的材料仅局限为自熔性合金。
有关现代热喷涂技术的文章

在TIG焊熔透控制系统中,控制器采用的是模糊PID控制方法,这种控制系统在焊接过程中具有自校正控制的功能。熔透控制是在起弧稳定后开始的,为了保证控制的准确性,取前10个周期的熔宽平均值作为整个控制过程的熔宽参考值。根据这些控制规则,再按照模糊控制推理合成规则进行运算,采用最大隶属度方法进行模糊判决,经过多次的试验和修改,得到最终的模糊控制表。......
2023-06-26

天津市地属温带气候区,干燥温暖,全年极端高温为41.2℃,极端低温为-27.4℃。气候条件中对铺装影响最大的因素是气温。根据以上资料,大沽桥桥面铺装材料的设计温度范围取为-15~+70℃,铺装的高温稳定性是设计考虑的主要问题。综合以往桥面铺装设计和试验成果,大沽桥采用双层环氧沥青混合料的铺装方案,铺装层厚度为5 cm。2)环氧沥青铺装施工注意事项粘结层的施工。环氧沥青混凝土的摊铺和碾压。若已产生“死料”,应立即清除。......
2023-07-01

图2-14 JP-5000型高速火焰喷枪结构2.设备构成高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。用于高速火焰喷涂的粉末粒度一般为10~45μm,属于细粒度粉末。高速火焰喷涂时,首先应按照设备的规定要求确定氧气和燃气的流量,以保证喷枪焰流达到设计的功率水平。......
2023-06-18
5)电子束重熔对炉料的形状要求低,不仅能熔化棒状炉料,还可熔化块料、料屑和粉末炉料。而在电子束重熔炉中,要求在阳极产生大的热量,为此必须提高直流电压以获得较高的电子运动速度,电子束重熔炉直流电源的电压在几千伏到几万伏之间。电子束重熔炉的结晶器与真空电弧炉的结晶器相似,用纯铜制成,并通水冷却。......
2023-06-22

棒材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为棒材的热喷涂方法。70年代中后期,随着等离子喷涂技术在我国的推广,陶瓷棒材火焰喷涂技术逐渐退出应用。除喷枪在结构上有些差别外,其他各系统与线材火焰喷涂基本相同。......
2023-06-18

火焰钎焊夹具应能适应钎焊组件加热后的膨胀。火焰钎焊中常用的钎料系统是BAg、BCuP和RBCuZn。尽量不要把火焰直接作用在钎料上以及缝隙处的钎剂上,直接加热钎焊材料容易使它们过热、出现烟气,甚至导致钎焊材料失效。......
2023-06-26

相关推荐