回顾这一阶段的进程,自由成形技术的研究人员主要致力于提高成形件的精度,试图使其具有与减成法竞争的能力。通俗地说,目前商品化自由成形机制作的工件多数只能做到“形似”,而难以做到“神似”。这些自由成形机适用的原材料通常不能由用户自行选定,并且与用户所需的最终材料可能有很大的差别。......
2025-09-29
陶瓷的传统概念是指所有以粘土等无机非金属矿物为原料构成的材料,这种材料具有强度高、化学稳定性好、高温性能优良等优点,是一种典型的功能器件材料,因此在各种行业中得到了广泛的应用。
随着科技的进步,陶瓷的原料和用途不断发展,可将陶瓷按原料不同分为普通陶瓷和特种陶瓷。普通陶瓷又称传统陶瓷,其原料是天然的硅酸盐产物(如粘土、长石、石英等),这类陶瓷又称硅酸盐陶瓷,例如:日用陶瓷、建筑陶瓷、绝缘陶瓷、化工陶瓷等。特种陶瓷又称为近代陶瓷、先进陶瓷或高性能陶瓷,例如:氧化铝陶瓷、氮化硅陶瓷、碳化硅陶瓷和氮化硼陶瓷,其原料是人工合成的金属氧化物、碳化物、氮化物、硅化物、硼化物等,特种陶瓷具有一些独特的优异性能,可满足工程结构的特殊需要,成为航空、航天、能源、机械、电子信息、生物工程等高技术的重要组成部分和不可缺少的物质基础。
工业用陶瓷器件的传统生产过程主要包括以下工序:
(1)坯料准备
它是利用物理、化学等方法对瓷料进行处理获得所需要规格的粉体,然后按照瓷料的成分,将各种原料进行称量配料,并混合制备成不同形式的坯料。
(2)坯体成形
它是将坯料制成具有一定形状和规格的坯体,传统的坯体成形方法有浇注成形、压制成形和挤压成形等。
(3)烧结
它是对成形坯体进行高温加热,使其内部的粉体产生粘结,实现致密化和高强度化。
(4)后续加工
陶瓷经成形、烧结后,还可根据需要进行后续精密加工,使之符合表面粗糙度、形状、尺寸等精度要求,如磨削加工、研磨与抛光、超声波加工、激光加工等。
在上述生产过程中,坯体成形是一个关键步骤。图2-1是浇注成形坯体的原理图,它是将陶瓷原料粉体悬浮于水中制成料浆,然后注入模具内成形。

图2-1 浇注成形坯体
图2-2是压制成形坯体的原理图,它是将经过造粒的粒状陶瓷粉料,装入模具内直接在压力的作用下成形。
挤压成形坯体是将经真空炼制的可塑泥料置于挤坯机的模具内,以便挤压出各种形状、尺寸的坯体。
从上述传统的坯体成形方法可见,一般都需要首先制作模具,才能进行坯体成形。因此,对于结构和形状复杂的工业陶瓷器件,模具便成为制约其生产的主要障碍。(https://www.chuimin.cn)
陶瓷材料的另一个重要应用是用于制作浇注熔化金属的模具(见图2-3),其工艺过程是,首先用压型(模具)注射蜡模,将若干蜡模装配成蜡模树,再在蜡模的表面涂覆多层陶瓷砂浆(又称挂浆),然后,对其加热,熔化并去除蜡模,焙烧砂浆,获得与蜡模形状相应的陶瓷型壳(模具),再用此型壳浇注熔化的金属,最终得到金属工件。

图2-2 压制成形坯体
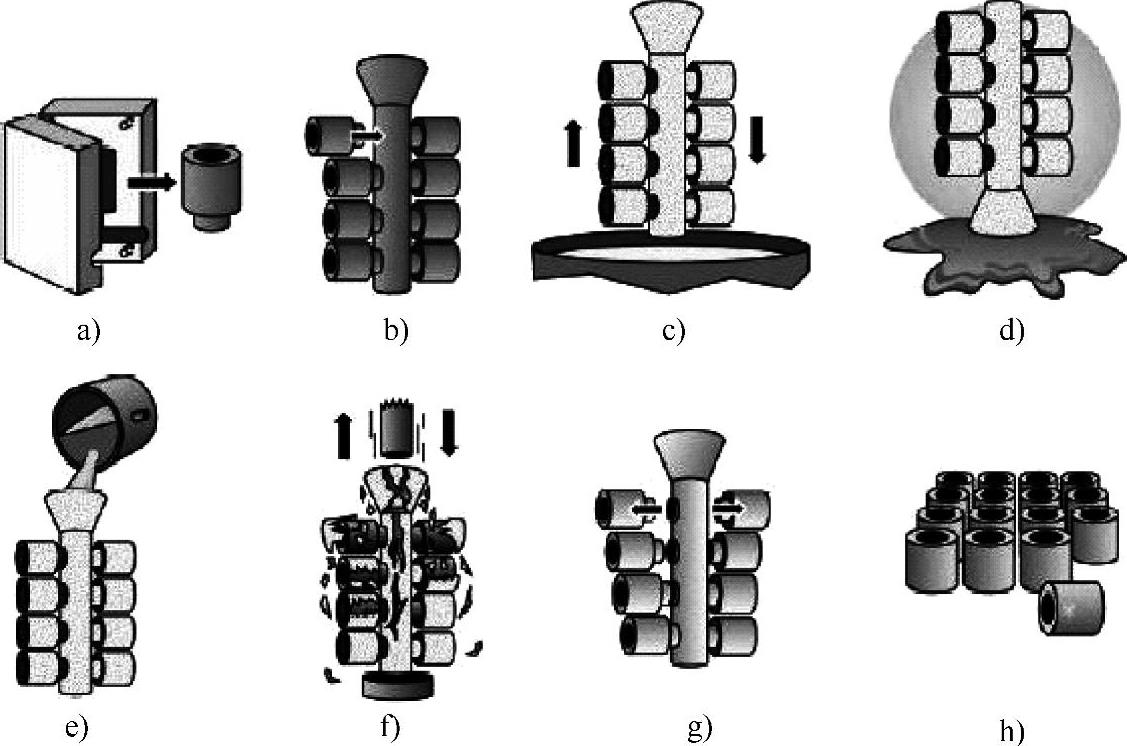
图2-3 传统失蜡铸造工艺过程
a)用压型注射蜡模 b)装配蜡模树 c)挂浆 d)脱蜡、焙烧 e)浇注熔化金属 f)清除型壳 g)分离铸件 h)铸件
上述工艺称为失蜡铸造,是铸造金属工件的一种传统方法,它有许多优点,但是也存在如下几个问题:
(1)金属压型的机械加工
通常,注射蜡模用的金属压型必须用切削加工机床加工,对于形状较复杂、精度要求较高的压型还需用CNC机床加工,相当麻烦和费时。
(2)砂浆的涂覆与结壳
浇注熔化金属的壳型为薄壳状结构,在蜡模表面逐层涂覆砂浆后,必须首先在空气中干燥(每层需几小时),然后在加热炉中焙烧成壳,因此十分费时,往往需要若干天时间和占用大量的车间面积。
(3)环境污染
由于传统的失蜡铸造的熔模粉制备、蜡模挂浆和浇注多数都是在敞开环境下进行的,有大量的烟尘和辐射热,污染严重。
从以上失蜡铸造工艺过程可见,为了获得能浇注熔化金属的陶瓷模(壳型),必须首先制作压型(模具),因而造成诸多问题。
显然,模具制造已成为发展陶瓷器件(包括陶瓷模)的主要障碍,陶瓷无模成形技术是克服此障碍的最有效办法,自由成形工艺使这种技术的实现成为可能。
相关文章

回顾这一阶段的进程,自由成形技术的研究人员主要致力于提高成形件的精度,试图使其具有与减成法竞争的能力。通俗地说,目前商品化自由成形机制作的工件多数只能做到“形似”,而难以做到“神似”。这些自由成形机适用的原材料通常不能由用户自行选定,并且与用户所需的最终材料可能有很大的差别。......
2025-09-29

利用Ansys E-mag和Ansys CFX进行电-磁-热-流序贯耦合分析的典型步骤如图5-19所示。由于本节将断路器简化为三导体模型,故利用真实断路器内导体表面积与三导体模型中导体表面积之比,将这一等效热导率修正为0.156W·m-1·K-1,赋予三导体断路器模型中的等效散热介质。开关柜电磁耦合模型如图5-21所示,导电回路居中,其他部件的相对磁导率与空气相差不大,故未予区分,并建为半球形。......
2025-09-29

试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。......
2025-09-29

质量运输空化模型采用不同的凝结项经验系数Ccond和蒸发项经验系数Cvapo控制质量和动量的交换。如图2.5所示,基于Zwart-Gerber-Belamri空化模型的离心泵空化流动数值计算结果与试验结果相差较大。为分析凝结项经验系数对泵空化流动数值计算的影响,在质量输运空化模型中默认值Ccond=0.01的基础上,凝结项经验系数分别取为0.001、0.000 1、0.000 01、0.000 001、0.000 000 1,对离心泵的两种工况Q=19.80 m3/h和Q=25.33 m3/h下的空化流动进行定常数值计算。继续降低Ccond至0.000 1时,扬程曲线变化较明显。......
2025-09-29

装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2025-09-29

为了对比,采用了两组弹簧进行实验,其原长均为36mm,而刚度系数分别为根据上述仿真结果、优化设计出的2.4N/mm,和不满足设计要求的3N/mm。......
2025-09-29

(二)用户介入程度不够当下,以用户为中心的设计、用户体验设计等理念、工具和方法已经深入人心,也在企业的真实产品开发过程中被广泛使用,但更多的还停留在收集与转译用户需求的阶段,用户参与产品设计开发的阶段也主要停留在前期需求与痛点挖掘、产品定义的阶段,对产品全流程开发介入的程度还不够全面与深入,这种情况下其本质依旧是封闭式创新模式,只是对设计研发人员在收集与转译用户需求的能力上有了更高的要求。......
2025-09-29
相关推荐