故铸造线收缩率常取0.6%~0.8%,对铸件的不同方向,可采用不同的铸造线收缩率。为了防止这些问题的产生,在进行铸造工艺设计时,可根据经验在铸件的局部采用适当的工艺补正量,其值要根据具体情况决定,例如多联气缸体两侧的连接法兰,为防止在固态收缩过程中因受到砂芯的机械阻碍作用而造成法兰厚度尺寸不够,可在法兰背面加上适当的工艺补正量。......
2025-09-29
如图6-18所示的分配器壳体是大型柴油机配件。其结构形状简单,是直径为φ456mm、厚度为90mm的圆盘体,毛重90kg。但其技术要求很高,不允许有任何铸造缺陷,在铸造实践中,要重点控制以下几个方面。
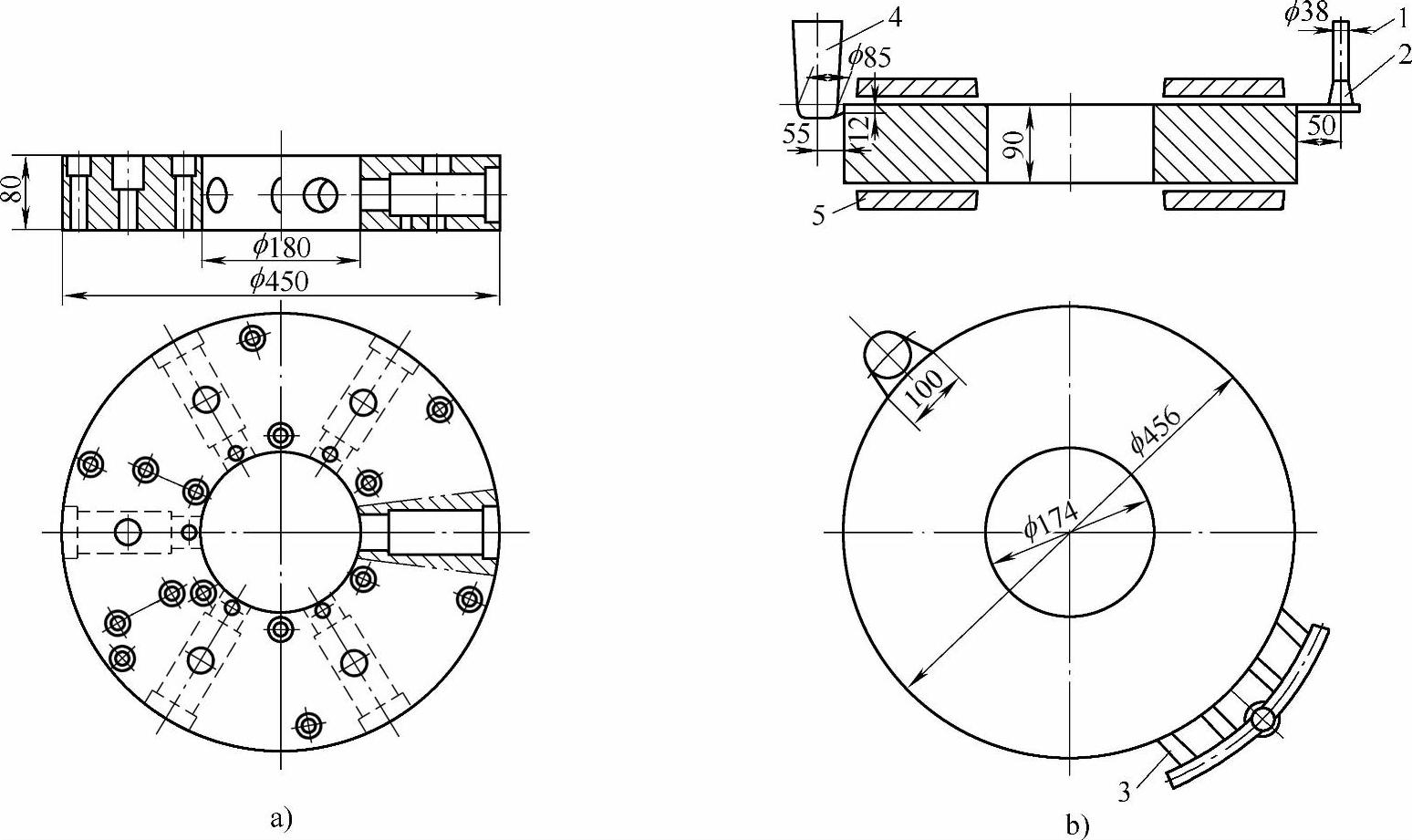
图6-18 分配器壳体
a)零件简图 b)铸造工艺简图
1—直浇道 2—横浇道 3—内浇道(28mm×10mm) 4—侧冒口5—冷铁
3—内浇道(28mm×10mm) 4—侧冒口5—冷铁
1.浇冒口系统
(1)浇注系统 采用设置在分型面上的上注式浇注系统,如图6-18b所示。浇注系统中设有过滤网,增强了阻渣能力。铁液经4道内浇道引入型腔。采用径向引入比切向引入更有利于石墨化膨胀的作用。
(2)冒口 根据铁素体球墨铸铁呈糊状凝固的结晶特征,碳、硅含量较高,凝固过程中将析出大量石墨而产生较大的体积膨胀。当铸型有足够的刚度时,可充分利用石墨化膨胀所产生的自身补缩作用。此时,冒口的尺寸或模数可以小于铸件的壁厚或模数。
较厚大铸件的补缩要求低,在严格控制浇注温度,适当加快冷却速度及应用溢流技术等的条件下,完全可采用小冒口或无冒口铸造。用均衡凝固工艺,特别强调内浇道根部、冒口根部和铸件热节不能重合。故在浇注系统的对面设置了小冒口,并采用了短、薄、宽的冒口颈,具体尺寸如图6-18所示。
2.冷却速度
大模数的球墨铸铁件,因冷却速度较缓慢、凝固时间较长,会降低石墨球化率,导致石墨粗大、形状畸变或产生石墨漂浮等缺陷。分配器壳体的厚度较大,必须适当加快整体的冷却速度,使铸件的凝固区域变窄,这样可对整体起到增强自身补缩的作用,有利于消除内部缩松缺陷。提高冷却速度的主要有效措施为:
1)在上、下平面设置外冷铁,如图6-18中的件5。冷铁的材质最好选用石墨板材。
2)在上、下平面设置暗冷铁,即采用厚度较大的铸铁冷铁,在冷铁的工作表面上保持厚度为8~12mm的砂层。
3)采用金属型覆砂铸造,覆砂层厚度为7~8mm。
3.化学成分
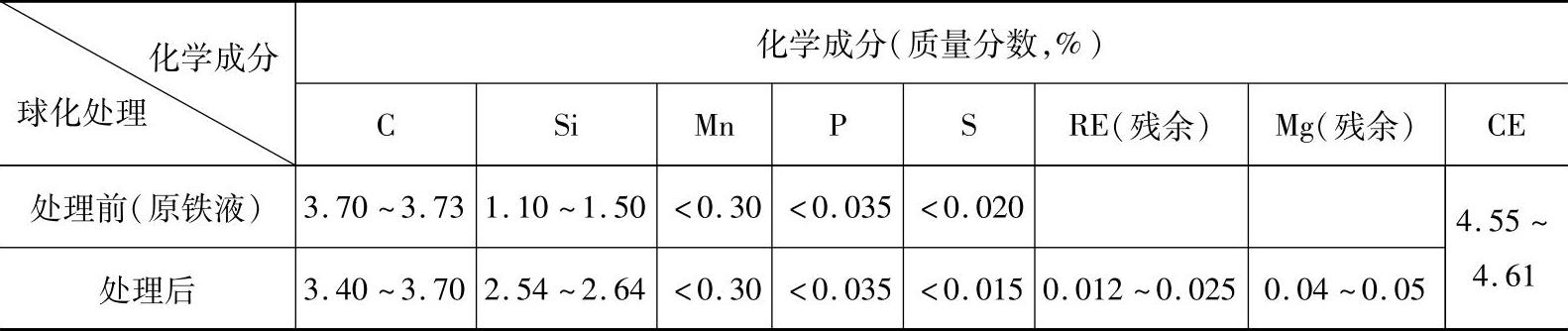
根据分配器壳体的材质要求及结构特点,所选用的化学成分控制范围,见表6-8。(https://www.chuimin.cn)
表6-8 球墨铸铁分配器壳体化学成分控制范围
(1)球化剂 在电炉中熔炼,采用冲入法进行球化处理。采用低稀土球化剂QMg8RE3,球化剂的加入量为1.47%~1.52%。
(2)孕育处理 为提高孕育处理效果,在炉前用硅铁(FeSi75-A)进行孕育处理时,应加入占孕育剂总量(质量分数)25%的硅钙合金(Ca31Si60,粒度为8~12mm)。浇注时,在浇注箱内进行随流孕育。孕育剂为细颗粒(0.8~1.5mm)硅铁Fe- Si75-A,加入量为0.1%~0.15%。
4.温度控制
为确保铁液的纯净度,在电炉中的熔炼温度应达到1500~1510℃。
根据分配器壳体壁厚的结构特点,所需浇注温度较低,应将球化处理的出炉温度控制在1440~1450℃的范围内,以提高球化剂中镁的吸收率。
因壳体的铸壁厚度较大,冷却速度较缓慢,须严格控制浇注温度。在防止产生气孔、夹杂及冷隔等铸造缺陷的前提下,宜采用较低的浇注温度(1320~1330℃)。
根据上述工艺生产的铸态铁素体球墨铸铁分配器壳体,获得了优质效果,具有良好的铸态力学性能和金相组织。工厂的部分实际资料分别见表6-9及图6-19,可供参考。
表6-9 分配器壳体的化学成分、铸态力学性能及金相组织
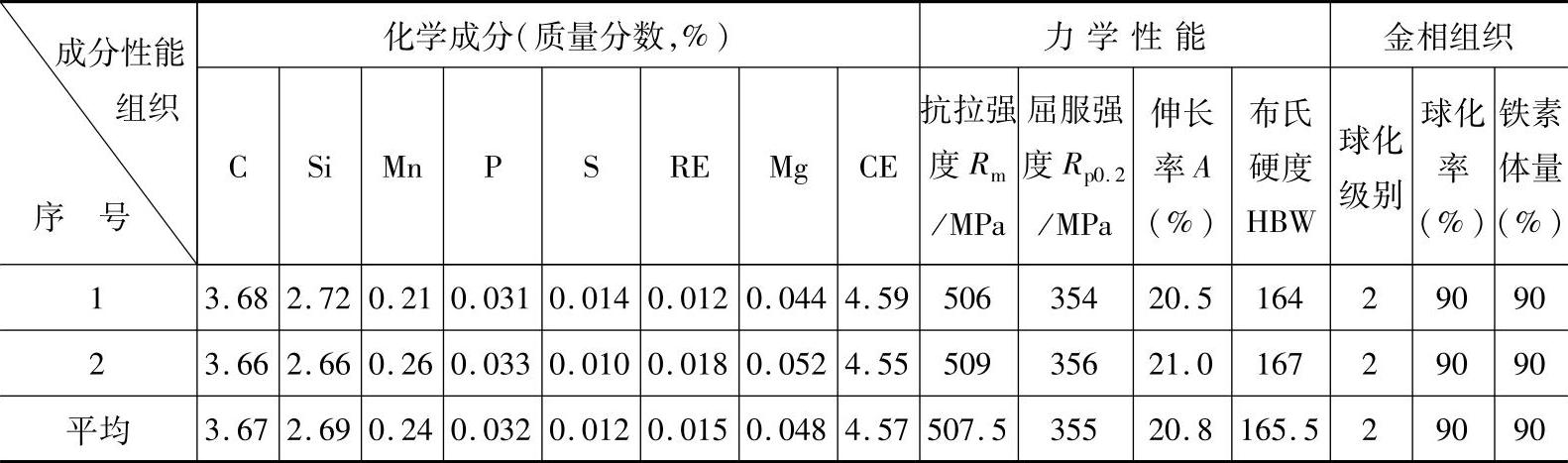
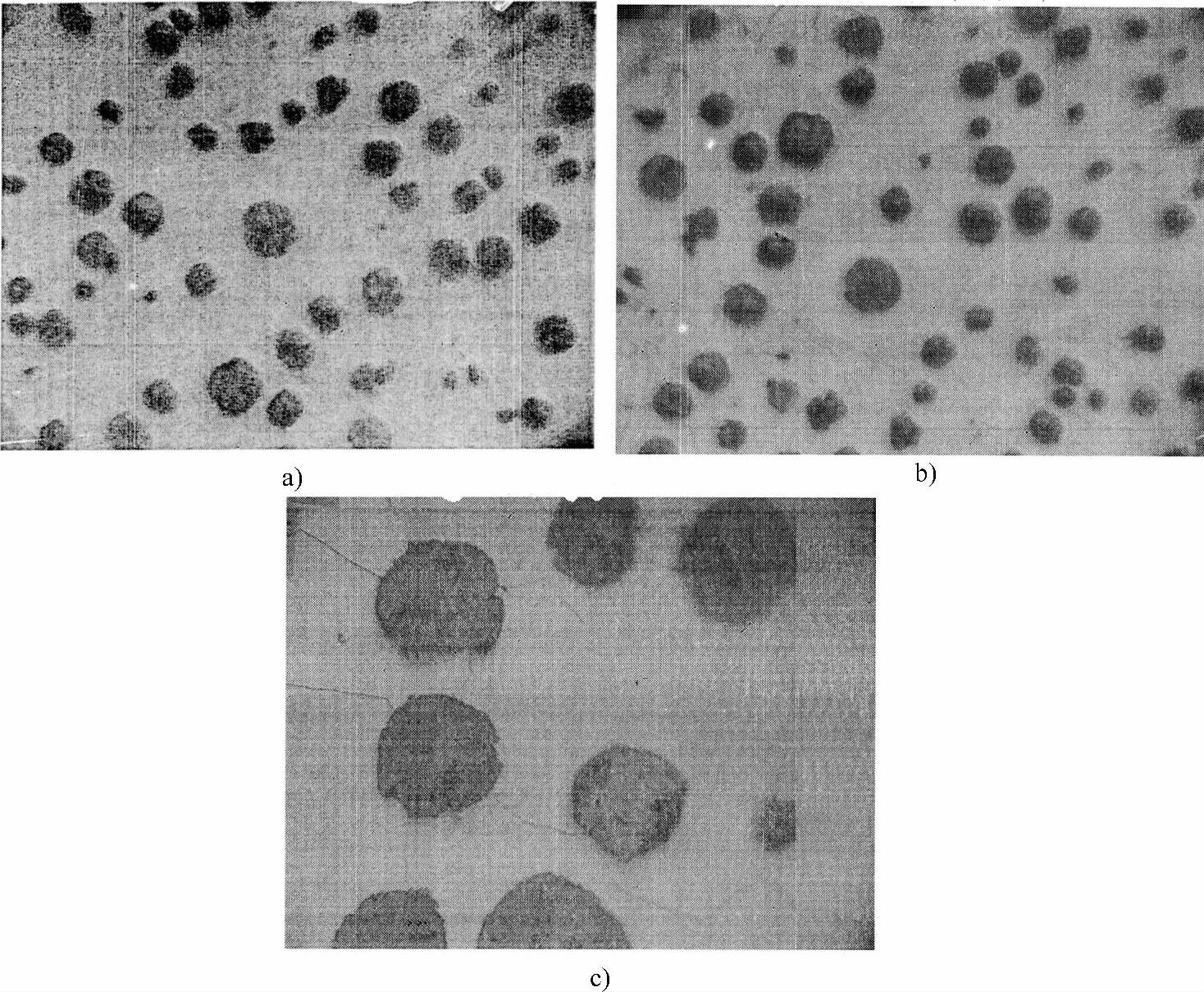
图6-19 分配器壳体铸态铁素体球墨铸铁金相组织
a)腐蚀前(×100) b)腐蚀后(×100) c)腐蚀后(×400)
相关文章

故铸造线收缩率常取0.6%~0.8%,对铸件的不同方向,可采用不同的铸造线收缩率。为了防止这些问题的产生,在进行铸造工艺设计时,可根据经验在铸件的局部采用适当的工艺补正量,其值要根据具体情况决定,例如多联气缸体两侧的连接法兰,为防止在固态收缩过程中因受到砂芯的机械阻碍作用而造成法兰厚度尺寸不够,可在法兰背面加上适当的工艺补正量。......
2025-09-29

其上部为高压部分,缸径φ80mm,水压试验压力为12MPa;下部为低压部分,缸径φ284mm,水压试验压力为3.2MPa。浇注系统的设置应有利于促进气缸体的方向性凝固,增强补缩作用,以防止产生局部缩松和渗漏现象。......
2025-09-29

在全部砂芯组装完毕后,将整个砂型竖起的操作过程较为麻烦,要注意防止砂芯、砂型松动。图1-39 柴油发动机三联气缸体铸造工艺简图三、砂芯气缸体的砂芯主要可分为缸筒、冷却水腔、换气道和曲轴箱砂芯等。它有两个缸筒,缸筒内的水压试验压力为7.5MPa,冷却水腔压力为0.6MPa;侧壁的主要壁厚为8mm。......
2025-09-29

若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2025-09-29
浇注初期开启底注式浇注系统,当铸型中的铁液平稳上升至信号指示处时,开启雨淋式浇注系统。图2-63 柴油主机活塞头铸造工艺简图为获得预期效果,对冷铁形状及尺寸设计应予以特别注意。柱塞外径为φ555mm,总长1830mm,材质为HT250,毛重2.3t。在原铸造工艺方案中,侧壁及顶部的外冷铁厚度分别为80mm和90mm,如图2-64a所示。铸造后在柱塞顶部与侧壁交接处产生了多条较大的径向裂纹。主要原因是冷铁的激冷程度过大及冷铁形状欠佳。......
2025-09-29
铸件线收缩率 铸件实际线收缩率的大小受金属种类和收缩过程中受机械阻碍收缩的程度等诸多因素的综合影响。芯骨 涡壳体的冷却水腔砂芯形状复杂、面积大、厚度小,制造难度最大,是影响该铸件质量的最主要部分之一。因此对芯骨的刚性有特殊要求。要从工艺设计上采取相应措施,组芯时避免使用型芯撑,因它容易引起漏水。因壳体壁薄,且结构形状复杂,在浇注过程中,铁液的降温幅度较大,故应适当增加浇注系统面积,缩短浇注时间。......
2025-09-29
浇注系统中须设置过滤网13;在中央圆套筒部位上方,须设集渣包12,以提高集渣能力,防止产生夹渣等铸造缺陷。适当提高铁液的过热程度,是获得优质铸件的必要条件。......
2025-09-29

浇注系统的特殊设计是采用底注式与雨淋式顶注相结合的联合浇注系统。在常见的缺陷中,多数情况是因为浇注系统设置不合理而造成的。要根据气缸套的种类、大小、结构、壁厚及铸造工艺等情况而定。......
2025-09-29
相关推荐