螺旋杆2带有大导程螺旋槽,其旋转方向根据成型螺纹的螺旋方向及传动级数而定。......
2023-06-30
成型注射塑料制品会产生成型收缩、自由收缩、限制收缩、后收缩和后处理收缩等形式的收缩。注塑件收缩的过程和方法不同,注塑件收缩的效果就不同。注塑件上超高尺寸精度和超高几何精度要求的孔,就是利用注塑件收缩的特性加工得到的。
1.成型限制收缩对模具型芯和型腔影响的分析
由于注塑模的型芯限制了注塑件内形的收缩,对注塑件的内形而言,属于限制成型收缩。注塑模的型腔没有限制注塑件的外形收缩,对注塑件的外形而言,属于自由成型收缩。
1)模具型芯和型腔尺寸的分析,由于注塑件尺寸的收缩,模具型芯和型腔尺寸都需要对收缩量进行适当的补偿。为了获得注塑件图样上所要求的尺寸,模具型芯和型腔尺寸应该是注塑件的基本尺寸+基本尺寸的中差值+塑料的收缩量。
2)注塑件脱模的分析,由于注塑件尺寸的收缩,注塑件会紧紧包裹在模具的型芯上,因此必须采用脱模机构才能将注塑件脱模。为了使注塑件更容易脱模,模具的型芯和型腔都需要制作出脱模斜度。
2.成型自由收缩对注塑件孔精度影响的分析
由于注塑件综合收缩的各向异性对注塑件孔精度的影响,注塑件孔的圆柱度(含圆度、锥度和凸、凹腰鼓形)的值将会出现极大的超差。
(1)成型自由收缩对大、小件的ϕ14H7(+0.0180)mm孔的圆柱度的影响 其主要表现在浇口的位置、料流填充路经、注塑件的壁厚和料流的温度等对孔圆柱度所产生的影响。
(2)对ϕ14H7(+0.0180)mm孔的成型自由收缩的分析 转换开关大件的浇口位置和料流方向,如图5-2a左视图所示。由于浇口在ϕ14H7mm成型销右侧偏上的位置,熔体在压力作用下,经浇口进入型腔,当碰到ϕ14H7mm的成型销时,分成两股料流分别沿x轴和y轴方向填满型腔而呈现收缩各向异性。沿料流的y轴方向的收缩大,即y轴方向的孔径减小。垂直料流方向的x轴方向的收缩小,即x轴方向的孔径增大。加之壁厚的不均匀性对收缩的影响,这种孔径大小的规律完全符合计量的结果。
(3)对ϕ14H7(+0.0180)mm孔的成型自由收缩的计量ϕ14H7mm孔的成型自由收缩量,如图5-2b所示。经计量得出,ϕ14H7(+0.0180)mm孔在不同高度截面的圆度在0.03~0.04mm之间;孔的凹腰鼓形误差为0.1mm;孔的锥度在0.04~0.06mm之间,总的圆柱度为0.1mm。这是料流方向和注塑件形体的影响而产生的凹腰鼓形和锥度的误差。孔的厚壁处对孔的自由收缩所起的限制作用使得其收缩量减小,则孔的尺寸就增大,这是产生孔的凹腰鼓形和锥度误差的主要原因。
(4)自由成型收缩对大件和小件的3×ϕ6G6(+0.012+0.004)mm孔圆柱度的影响 其主要也表现在浇口的位置、料流填充路经、注塑件的壁厚和料流的温度、对孔圆柱度所产生的影响。
(5)3×ϕ6G6(+0.012+0.004)mm孔自由成型收缩的分析 转换开关大件浇口的位置和料流方向,如图5-2a左视图所示。当一股料流沿着y轴向上流,碰到中间ϕ6G6(+0.012+0.004)mm孔的成型销时,再次分成两股,分别沿x轴和y轴弧线方向填满型腔而呈现收缩各向异性。
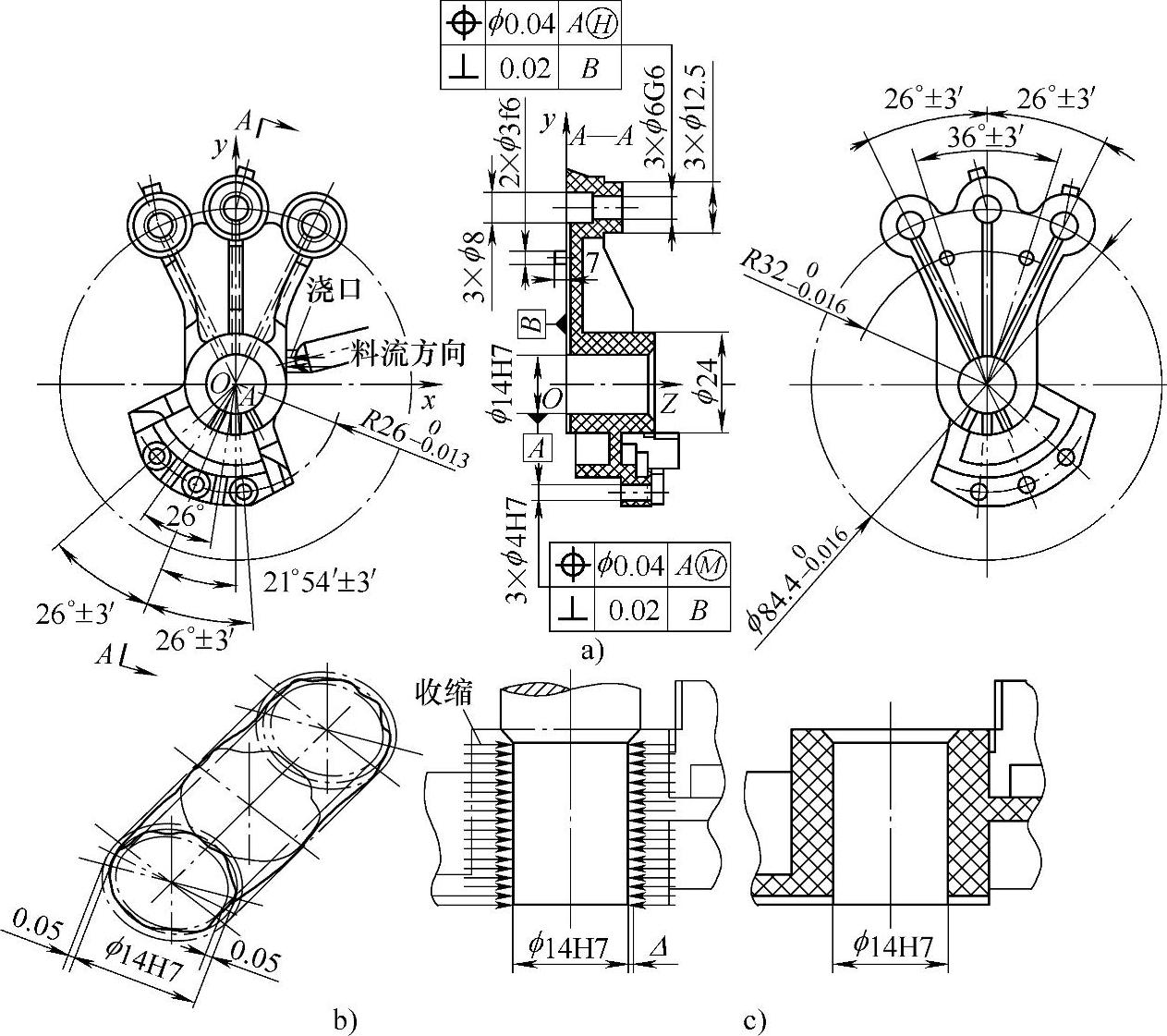
图5-2 转换开关大件ϕ14H7mm孔的收缩分析
a)转换开关大件图 b)ϕ14H7mm孔的自由收缩 c)ϕ14H7mm孔的工艺限制收缩
这样x轴弧线方向的收缩增大,即x轴弧线方向的孔径减小。反之,垂直于料流方向的y轴方向收缩减小,即y轴方向的孔径增大。这种孔径大小的规律也完全符合计量的结果。
(6)对3×ϕ6G6(+0.012+0.004)mm孔成型自由收缩的计量3×ϕ6G6(+0.012+0.004)mm孔的圆柱度,主要表现在圆度和锥度上,圆度在0.03~0.04mm之间,锥度为0.03~0.05mm之间,总的圆柱度为0.05mm。孔的锥度,也是受注塑件形体厚薄的影响而产生的。
3.工艺限制收缩对塑件孔精度影响的分析
转换开关大件和小件的ϕ14H7(+0.0180)mm孔的圆柱度为0.1mm,3×ϕ6G6(+0.012+0.004)mm孔的圆柱度为0.05mm。而转换开关大件和小件孔的圆柱度要求只能在0.01mm之内,实际情况与使用要求相差甚远。显然,这些孔的圆柱度不符合产品的使用要求,其结果是孔出现漏气现象。
(1)ϕ14H7(+0.0180)mm孔的工艺限制收缩量的确定 孔的基本尺寸D=14mm,孔的偏差值δ=0.018mm,孔的圆柱度Δ=0.1mm,平均收缩率取0.35%,收缩量SZ=14mm×0.35%≈0.05mm。
校形销的尺寸dM=(D+δ+Δ+SZ)0-0.01=(14+0.018+0.1+0.05)0-0.01mm=14.170-0.01mm。
(2)工艺限制收缩对ϕ14H7(+0.0180)mm孔圆度影响的分析 模具成型销的尺寸为ϕ14.090-0.01mm,而校形销为ϕ14.170-0.01mm。转换开关大件和小件在脱模后,应立即插入校形销。由于校形销直径大于成型销,注塑件在成型收缩时会受到校形销的约束作用。一方面,塑料紧紧地裹着校形销,因为校形销为刚性销,收缩可使注塑件的孔与校形销的形状保持一致;另一方面,收缩使孔壁周围的塑料密度得到增加。当注塑件与校形销一同在水中冷却后,再取出校形销,注塑件在塑料弹性恢复的作用下,注塑件的孔径恢复到ϕ14.01mm。此时,即能保证孔径的精度又能保证孔的几何精度。
有关现代注塑模结构设计实用技术的文章

注塑件上可能存在几十种不同的成型加工缺陷痕迹,这些成型加工痕迹基本上都是缺陷痕迹,或称弊病痕迹。注塑件成型加工痕迹技术的应用有两方面的作用:一是对已产生的缺陷痕迹进行分析与整治;二是在注塑件和注塑模设计时,就应该对可能会产生的缺陷痕迹进行预期分析,从而尽可能在早期的模具结构方案分析和设计阶段,就能规避缺陷痕迹的产生,减少后续试模和修模的工作量,以缩短产品开发周期,降低开发成本。......
2023-06-30

注塑件上存在着模具结构成型的痕迹,这些痕迹中有可保留的痕迹,如分型面、抽芯、脱模、浇口和镶嵌件的成型痕迹,这些痕迹在注塑模结构方案痕迹分析法中具有十分重要的作用。上述模具结构成型的痕迹,是注塑样件在成型加工时模具结构在其上的印记。B线为分型面的痕迹,C线为浇口和推杆的成型痕迹,D线为浇口套的镶接痕。......
2023-06-30

成型设备也是影响注塑件成型加工缺陷痕迹的重要因素之一,如注塑机技术规范中的注射容积、注射压力、锁模力、最大注射面积、最大和最小模具厚度,都会影响注塑件产生成型加工缺陷。注射容积和注射压力 注塑机的注射容积小和注射压力低,会造成注塑件填充不足和注塑件塑料疏松的缺陷,并且无法成型大重量的注塑件。想要找到缺陷产生的原因,需要运用注塑件成型加工痕迹技术的分析,通过排查和梳理才能够查明。......
2023-06-30

修正工艺参数和收缩率 注塑件的注塑成型加工痕迹是修正注塑机注射参数的依据,并可以验明材料及其收缩率。质量鉴定 注塑件的注塑成型加工痕迹是注塑模和注塑件质量与品质的鉴定依据。缺陷纠错 注塑件的注塑成型加工痕迹是注塑件缺陷纠错的依据,也是注塑件整治弊病的依据。成型痕迹和成型痕迹技术的理论面世较晚,造成了应用的滞后。......
2023-06-30
注塑件成型加工缺陷分析图,是与注塑件零件图相对应的一种图形,在图形中标注有注塑模浇口的形式、位置和尺寸,以及注塑件的分型面和脱模形式。......
2023-06-30
注塑件上模具构件的成型痕迹是由模具结构的构件在注塑件成型加工的过程中,烙印在注塑件表面上的印痕,如分型面痕迹、镶接痕迹、推杆痕迹、浇口痕迹、抽芯痕迹、错位痕迹、飞边和毛刺等。由于注塑件在成型加工过程中存在着毛刺和飞边,需要使用刮刀来去除,这在注塑件的工艺中称为修饰工序,这样注塑件表面上就必然会存在刮刀的修饰痕迹。......
2023-06-30

在对注塑件上可以保留的模具结构成型痕迹进行辨析之后,运用痕迹技术就可以弄清楚注塑样件模具的结构方案,从而可以避免我们设计模具结构时出现失误,可以使我们顺利地仿制或复制出注塑样件及其模具。注塑件成型加工痕迹技术的内容,主要是应用成型痕迹技术,去整治注塑件的各种弊病。......
2023-06-30
相关推荐