焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2025-09-29
收集国内不同厂商的E4303钛钙型结构钢焊条共八个样品,用汉诺威分析仪进行测试分析比较其工艺性。测试使用的焊接电源为ZXG-300硅整流焊机,空载电压65V,直流反接,预置焊接电流110A,试板材质Q235钢,试板尺寸为350mm×120mm×10mm,汉诺威分析仪采样时间8s。
图9-1是八个钛钙型结构钢焊条样品的电弧电压、焊接电流波形图。
图9-2是八个焊条样品的焊接电流概率密度分布叠加图,可以看出不同样品之间的差别很大,THJ422和ALJ422两个样品大电流概率差别最明显。图9-3是八个焊条样品的短路时间频率分布图,由图可直观地看出不同的样品之间的电弧物理特性差异。
由汉诺威分析仪提取的八个焊条样品的电弧物理特性参数的测试结果见表9-1。表中的数据是在采样后分别打开每一个样品的测试窗口,把每个样品的平均电弧电压、焊接电流等各项目逐一提取并抄录下来后编制成的,但是短路电压概率n(Us)、短路电流概率n(Is)这两个电弧物理特性参数则要由分析仪随机采集的电弧电压和焊接电流瞬时值原始数据,通过计算后才能得出。
由表中的测试结果可做以下几点分析。
1)THJ422焊条的短路电压概率n(Us)、短路电流概率n(Is)分别为2.037%和0.290%,在测试的八个焊条样品中数值最低,表明该焊条在焊接时熔滴短路过渡和爆炸过渡的成分最少;而ADJ422焊条的短路电压概率n(Us)较高,短路电流概率n(Is)最高,表明该焊条的熔滴短路过渡和爆炸过渡趋势较大。
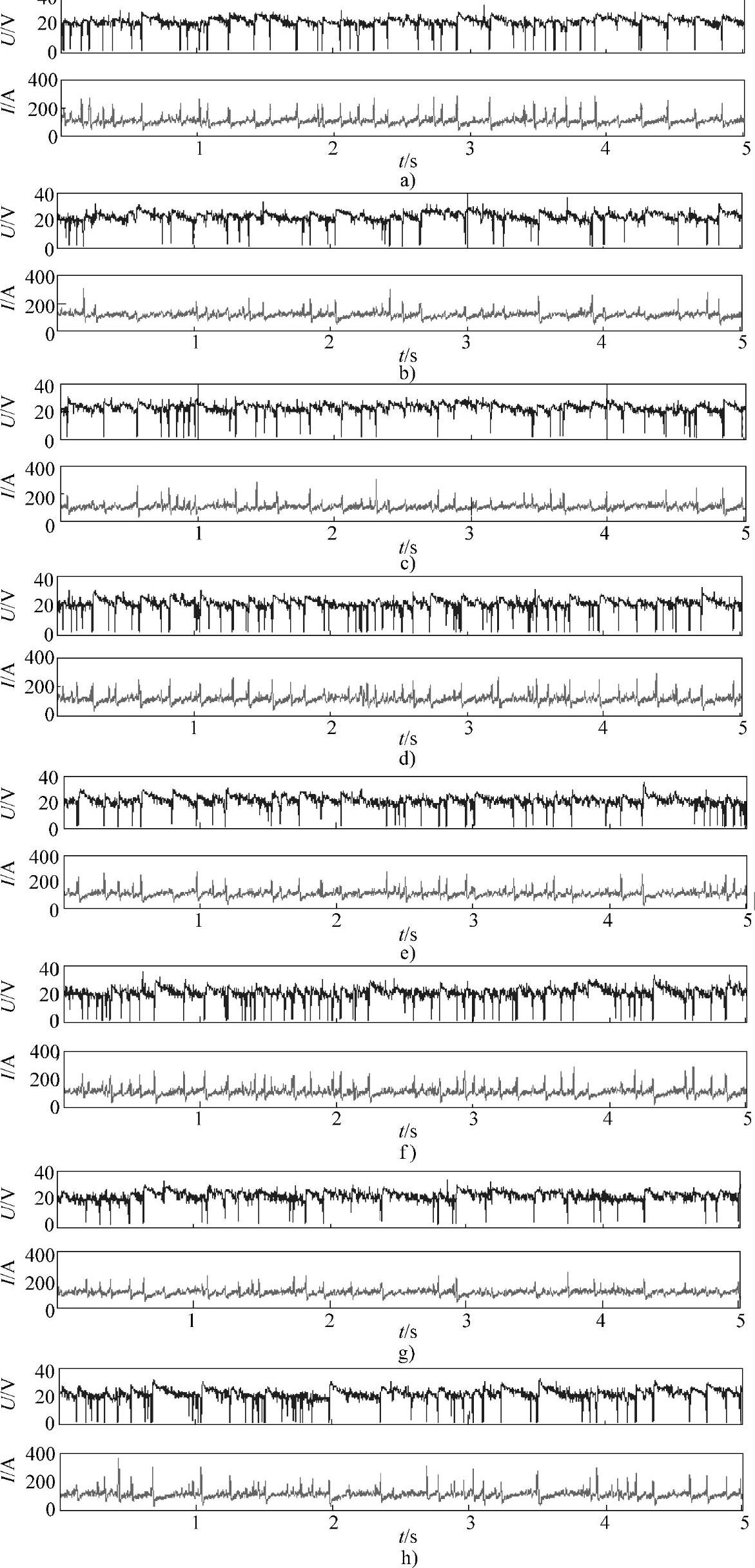
图9-1 八个钛钙型结构钢焊条样品的电弧电压、焊接电流波形图
a)ADJ422 b)AHE422 c)AHE422X d)AHJ422 e)AQJ422 f)AT-12 g)THJ422 h)ALJ422
2)THJ422样品的焊接电流标准偏差s(I)和电流变异系数ν(I)是最小的,电弧电压的标准偏差s(U)和变异系数ν(U)也比较小,表明焊接过程中由于短路造成的焊接电压和焊接电流波动较小,仔细观察图9-1g能够看出这一点。
3)THJ422样品的平均短路时间T1=2.49ms,是测试的样品中最小的。表中测试的平均短路时间是统计T1>1ms的短路时间(不包括T1≤1ms的瞬时短路),由于在正常的短路条件下,短路时间与熔滴的尺寸大小有关,短路时间越短说明熔滴越细小,而对于钛钙型焊条来说,熔滴的细化对于改善焊条工艺性是重要的条件,因此平均短路时间T1是钛钙型焊条工艺性主要判据之一。(https://www.chuimin.cn)
本书第3章曾经对钛钙型结构钢焊条电弧物理特性进行了分析,提出了以短路电压概率n(Us)、短路电流概率n(Is)、平均短路时间T1、电弧电压变异系数ν(U)和焊接电流变异系数ν(I)等电弧物理特性参数为判据,对钛钙型碳钢焊条的焊接工艺性进行评价。n(Us)、n(Is)、T1、ν(U)和ν(I)越低,焊接工艺性越好。THJ422焊条样品的n(Us)、n(Is)、T1和ν(I)值是测试的八个样品中最低的,可以认为本次试验该焊条的工艺性最好。
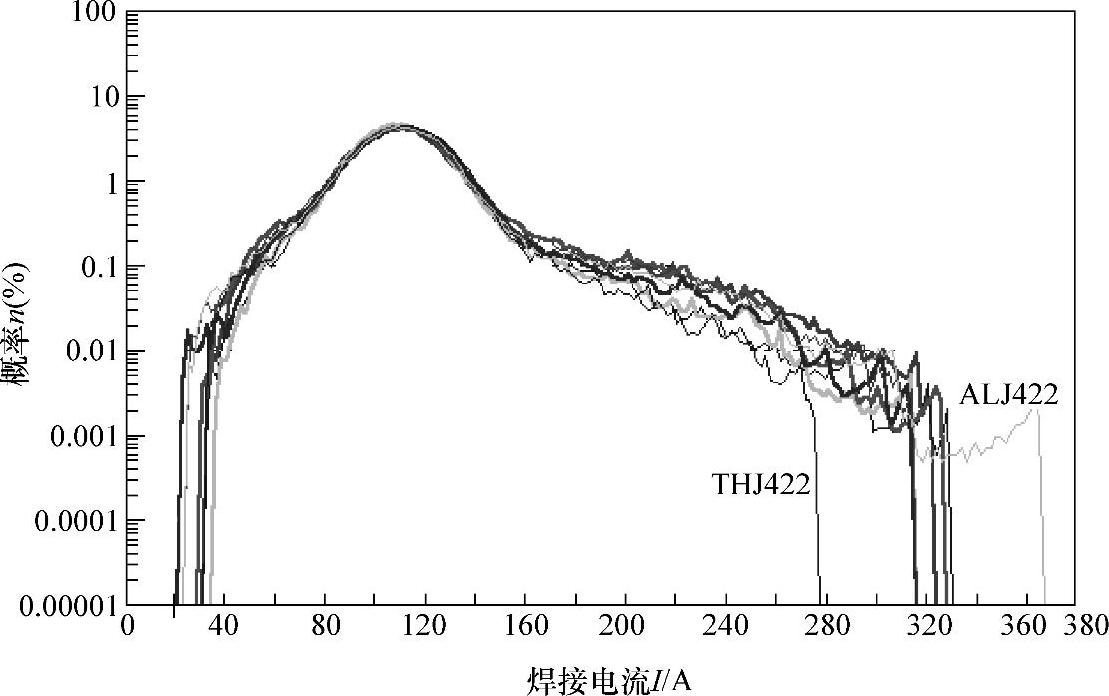
图9-2 八个测试样品的焊接电流概率密度分布叠加图
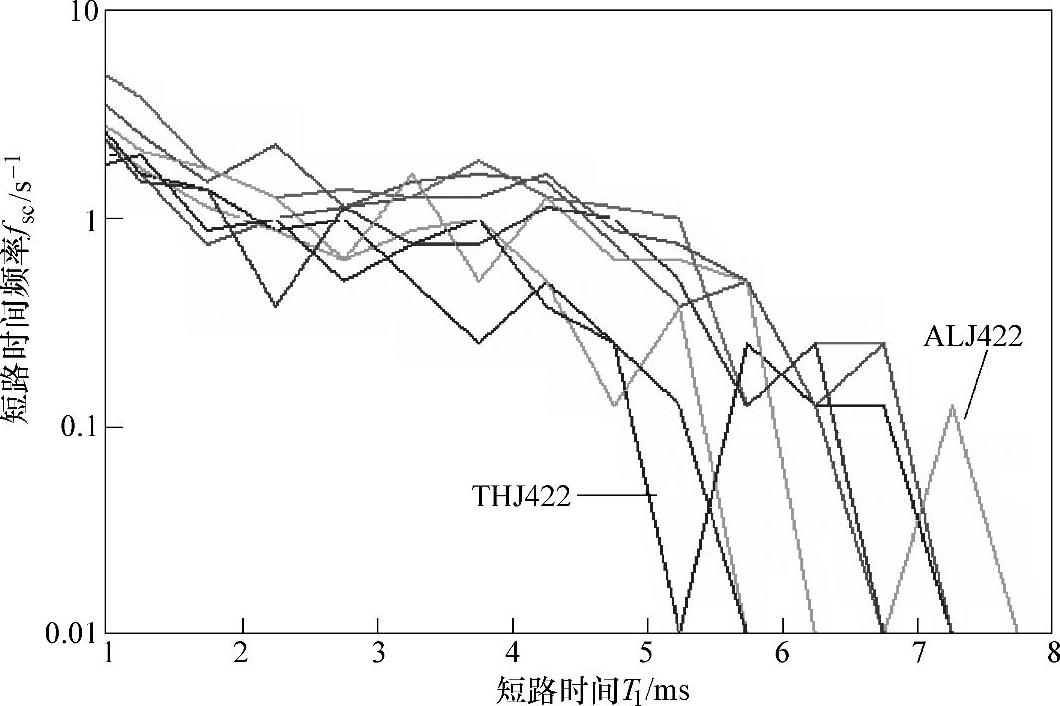
图9-3 八个测试样品的短路频率分布叠加图
注:短路时间组宽设置ΔT1=500μs。
表9-1 E4303焊条八个测试样品焊接电弧物理特性参数测试结果

①平均短路时间指T1>1ms的短路时间的平均值。分析仪设置:短路时间组宽ΔT1=100μs,燃弧时间、加权燃弧时间、短路周期时间组宽ΔT2、ΔT3、ΔTc=100μs,最小短路时间T1min=1000μs,阈值电压Uth=10V。
相关文章

焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2025-09-29

本款裤子重点在于两边自然下垂形成的褶皱,注意前、后片展开点的对应。本款吊裆裤适用于垂感较好、较柔软的面料。款式5本款裤子是无窿门线的吊裆裤,制板图为裤子展开平面图。① 画出裤子原型。取裤长38cm,如图穿过省尖点用弧线分割裤子板型。④ 前、后侧片的分割。从下摆往上剪开前、后侧片的平行线,将其扇形展开,展开距离分别为12cm、8cm,得到新板型。本款裙裤的侧缝分割点位置可调整,但要注意前、后的一致性。......
2025-09-29

因此可以将平均短路时间T1作为判据来评价钛钙型结构钢焊条工艺性。由图3-27电弧电压概率密度分布图可以看出,该图具有双驼峰形状,表现出钛钙型结构钢焊条的一般特征。......
2025-09-29
取累积短路频率百分数为50%时所对应的熔滴短路时间计为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并将此特征量值作为判据,对大理石-萤石型碳钢焊条工艺性进行评价,T50值越大,表明大熔滴过渡成分较多,短路时间越向右分布,工艺性越差,反之,T50值越小,则其电弧过程的稳定性越好。......
2025-09-29

高纤维素焊条工艺性评价判据归纳为:1)短路电压概率n;2)平均短路频率fsc;3)总短路时间∑t。用以上提出的高纤维素焊条工艺性评价判据,引用文中的相关数据,对四个高纤维素焊条样品工艺性可以做出评价,评价数据及结果见表3-10。通过工艺试验证实,喷射过渡概率越大的高纤维素焊条,短路过渡和爆炸过渡发生的概率越小,符合高纤维素焊条专用性的要求。讨论高纤维素焊条的工艺性,不能忽视这一点。......
2025-09-29

圆台Ⅰ与半圆柱体Ⅲ相交,相贯线的左视图为圆弧5"4"6",利用辅助平面法求出这段相贯线的主视图和俯视图。图5-20补相贯线分析形体分析。分析外表面的相贯线。圆柱体Ⅱ的上半部分与半球相交,得到特殊相贯线——圆,主、俯视图为一直线段。两圆柱孔的轴线垂直相交,直径相等,为一特殊相贯线,正面投影积聚成直线段。......
2025-09-29

尽管我国在纤维素向下焊条研究开发方面做过不少的工作,也有相应的产品应用,但目前我国管道工程焊接所用的纤维素向下焊条,还包括自保护药芯焊丝和气体保护实心焊丝,部分仍为国外产品。进一步认识高纤维素焊条电弧物理特性和探讨这类焊条工艺性评价方法,对改进、开发高纤维素焊条和在工程中选择优质的纤维焊条具有现实意义。......
2025-09-29

塑料成型工艺性能是塑料在成型加工过程中表现出来的特有性质。当塑料的流动性差时,在注射成型过程中,就不易充满型腔而造成缺料。塑料的流动性有统一的测定与表征方法。塑件成型后由成型温度冷却至室温时会产生收缩,这是主要的成型收缩因素。成型时的注射压力高,塑料的弹性恢复大,则收缩小。常用热塑性塑料、热固性塑料的收缩率,见表23和表24。......
2025-09-29
相关推荐