低氢型焊条所表现出的波形特征与焊接时的“弧桥并存”现象有关。试验样品选用市售的低氢型结构钢CHE506焊条,焊条的规格为φ3.2mm,选用ZXG-300型硅整流焊机,极性为直流反接,设置115A、130A和150A三种焊接参数。低氢型结构钢焊条这一特征为焊条工艺性判据的建立提供了试验依据。......
2025-09-29
1.高纤维素焊条电弧电压概率密度分布图的分析
用汉诺威分析仪对KE7010、FE6010、F-5P和L-60四个高纤维素焊条样品进行测试。图3-63是其中的某一次试验的电弧电压概率密度分布叠加图。由图可以看出曲线有明显的“双驼峰”特征。左边的“小驼峰”描述的是短路电压概率密度分布,中间的“大驼峰”表示的是燃弧时的电压概率密度分布,右边电压较高的部分反映熔滴在短路过渡后电弧重燃时的电压概率密度分布,更靠近右边电压的概率密度分布曲线表示短路结束时电弧未能及时引燃,或是焊接过程偶然出现断弧时产生的高电压概率。
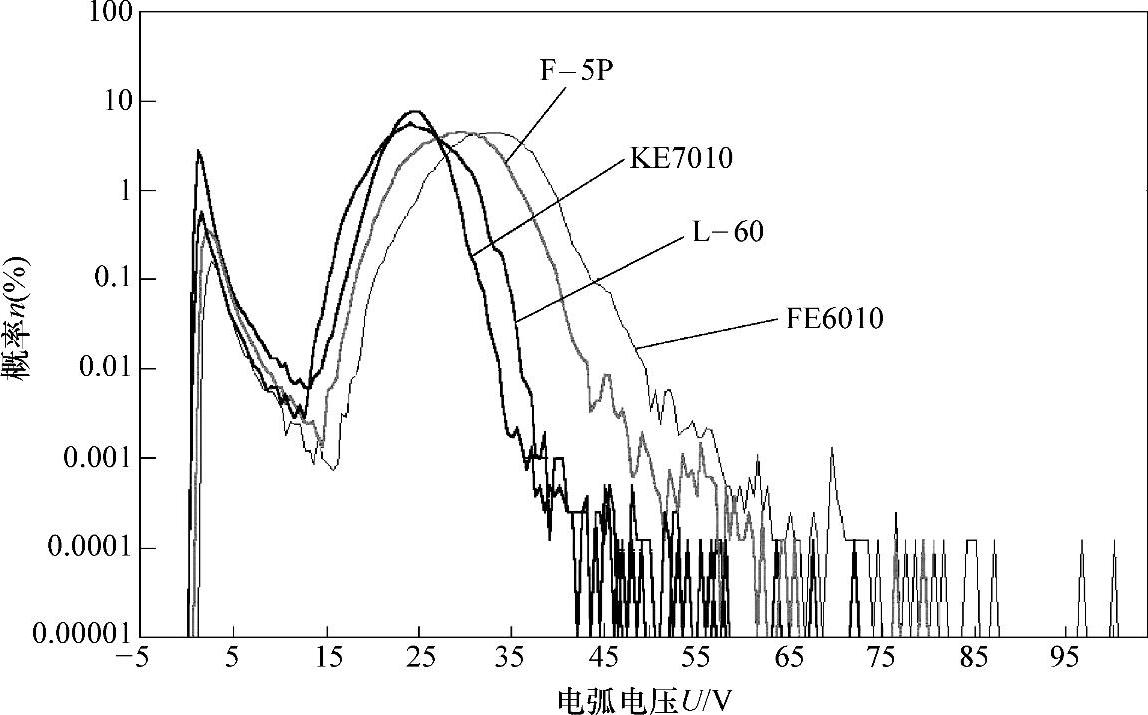
图3-63 四种高纤维素焊条电弧电压概率密度分布叠加图实例
焊条样品:高纤维素焊条,φ3.2mm;直流反接,I≈105~115A。
高纤维素焊条以喷射过渡为主,同时伴有滴状过渡和爆炸过渡。喷射过渡时熔滴不与熔池发生短路,滴状过渡和爆炸过渡主要特征是熔滴较大,过渡时一般要发生短路,因此电压概率密度分布图中的小驼峰正反映了滴状过渡和爆炸过渡的概率,可以用小驼峰对应的短路概率密度n(Us)值来表示焊条的滴状过渡和爆炸过渡的趋势。n(Us)越大,滴状过渡和爆炸过渡概率越大,而喷射过渡的概率越小。
从多次试验的电压概率密度分布图中可以直观看出,KE7010焊条的小驼峰电压概率明显大于其他三种焊条。统计三次试验短路电压概率n(Us)的数值见表3-7。
表3-7 高纤维素焊条短路电压概率n(Us)的统计数据 (%)

注:分析仪设置最小短路时间T1min=1000μs,阈值电压Uth=10V,短路时间组宽ΔT1=100μs,短路周期组宽ΔTc=500μs。
由于试验采用平焊,施焊时大都出现断弧现象,试验结果有较大的波动。对三次试验的短路电压概率n(Us)取平均值,基本上可以反映这四个焊条样品n(Us)值大小趋势。由表3-8中的n(Us)平均值可以看出,FE6010焊条最低,为1.36%,说明焊条的滴状过渡的成分最小,喷射过渡成分最大;F-5P焊条其次,KE7010焊条的n(Us)值最大,为5.99%,表明滴状过渡和爆炸过渡成分最大。
2.高纤维素焊条短路频率的测试分析
高纤维素焊条具有喷射过渡伴有滴状过渡和爆炸过渡的混合过渡形态,喷射过渡时熔滴不与熔池发生短路,而滴状过渡和爆炸过渡时大都要发生短路。汉诺威分析仪生成的电弧电压、焊接电流波形图可以反映高纤维素焊条熔滴过渡的这一特征。
高纤维素焊条随着滴状过渡和爆炸过渡的增多,短路概率随之增大,短路频率fsc也增大。因此短路频率fsc越大,说明滴状过渡和爆炸过渡发生的概率越大,则喷射过渡概率越小;反之,短路频率fsc越小,说明喷射过渡越强,工艺性越好。
由汉诺威分析仪统计的四个高纤维素焊条样品的三次试验短路频率fsc的数据见表3-8。
由表3-8可以明显看出,FE6010焊条的短路频率最小,KE7010焊条的短路频率最大,F-5P焊条和L-60焊条位于FE6010焊条和KE7010焊条之间。短路频率fsc的测试结果与表3-7中的短路电压概率n(Us)数据相对应。(https://www.chuimin.cn)
表3-8 高纤维素焊条短路频率的测试数据

注:分析仪设置最小短路时间T1min=1000μs,阈值电压Uth=10V,短路时间组宽ΔT1=100μs,短路周期组宽ΔTc=500μs。
3.高纤维素焊条短路时间的测试分析
图3-64是由汉诺威分析仪统计的KE7010、F-5P、L-60和FE6010四个高纤维素焊条样品不同短路时间频率分布叠加图。该图是根据提取焊条三次试验中的一次试验数据绘制的。

图3-64 高纤维素焊条样品不同短路时间频率分布叠加图
分析仪设置:最小短路时间T1min=1000μs,阈值电压Uth=10V,短路时间组宽ΔT1=500μs,短路周期组宽ΔTc=500μs。
短路时间T1是重要的电弧物理特性参数,它反映的是当熔滴以短路的形式实现过渡时,熔滴的短路桥存在的时间,也就是熔滴向熔池短路过渡所需要时间。它与熔滴的大小有关,熔滴尺寸越大,短路时间T1越长,T1实际上是反映了短路的熔滴尺寸的大小,在一定意义上反映了熔滴过渡形态的某些特征。当短路时间T1频率分布比较集中在图左边时,表明长时间的短路很少,过渡的熔滴细小。从图3-64中曲线可以看出:KE7010焊条的短路时间T1曲线分布得最靠右,表明该焊条出现较长时间短路的概率很大;而FE6010样品T1曲线分布得最靠左,表明该焊条出现长时间短路的概率很小,出现短时间的短路概率较大。
由平均短路时间与各时间分组总频率(测试时间内采集的样本数)的乘积,得到在测试时间内总的短路时间∑t(T1)(ms)。KE7010、F-5P、L-60和FE6010四个焊条样品测试10s的总短路时间∑t(T1)统计的数据见表3-9。
表3-9 高纤维素焊条样品短路时间∑t(T1)的测试数据

注:测试时间10s。
根据表3-9总短路时间∑t(T1)的值来看,KE7010焊条的总短路时间比其他焊条都长,FE6010焊条总短路时间∑t(T1)最短,短路时间T1曲线分布也靠左。
以上汉诺威分析仪测试得到的四种焊条总短路时间∑t(T1)、短路频率fsc以及短路电压概率n(Us)的测试结果,从三个方面描述了高纤维素焊条电弧物理特性,表明FE6010和F-5P焊条样品较为理想。
相关文章

低氢型焊条所表现出的波形特征与焊接时的“弧桥并存”现象有关。试验样品选用市售的低氢型结构钢CHE506焊条,焊条的规格为φ3.2mm,选用ZXG-300型硅整流焊机,极性为直流反接,设置115A、130A和150A三种焊接参数。低氢型结构钢焊条这一特征为焊条工艺性判据的建立提供了试验依据。......
2025-09-29

由于熔滴的爆炸过渡形态也有短路过程发生,所以具有爆炸过渡的JHJ42201试验焊条的电压概率密度分布曲线3也具有双驼峰的特点。图2-37是用汉诺威分析仪测试得到的焊条电弧焊四种典型过渡形态的焊接电流概率密度分布叠加图。渣壁过渡的E308-12焊条和喷射过渡的TYD132焊条都不存在短路过渡,当然不会出现熔滴短路过渡引起的大电流和电弧重燃时形成的小电流,电流概率密度分布曲线比较收敛。......
2025-09-29

首先使焊条与工件短路,电压迅速下降至短路电压Ud,电流迅速增至最大值Isd,然后又逐渐下降到稳定短路电流Iwd。由负载到短路的短路电流Ifd影响熔滴过渡,Ifd太大,熔滴飞溅严重,焊缝成形变坏,甚至焊件烧穿、电弧不稳。Umin太小,熔滴过渡后电弧复燃困难。其他类型的弧焊电源不存在此问题,无需考核。......
2025-09-29

焊件(管件) X20CrMoV121,高合金马氏体耐热钢管,即为高合金马氏体耐热钢。表10-11 X20CrMoV121高合金马氏体耐热钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面焊的焊接参数3.焊接操作焊接层次分为打底层、填充层和盖面层三层。......
2025-09-29

(一)焊条电弧焊的基本操作焊条电弧焊的基本操作包括引弧、运条、焊缝的起头和接头及收弧等。焊条运条的方法有很多种,应根据焊缝位置、接头形式、工件厚度、装配间隙、焊条直径焊接电流及操作水平等因素综合考虑确定。因此引弧后应稍拉长电弧对工件预热,然后压低电弧进行正常焊接。......
2025-09-29

如图2-2所示,将A、B两块金属接触短路便迅速拉开,在两电极之间就产生了电弧。接电源正极的电极称为阳极,接负极的称为阴极,阴、阳极之间的电弧部分称为弧柱。电弧电压和电弧电流的关系称为电弧特性。......
2025-09-29

在焊条电弧焊中,焊条的种类、规格等对焊接生产效率有着重大影响,高效率焊条包括两个方面:熔敷效率高和熔化速度快。通常用熔敷效率130%来区分一般铁粉焊条和高效铁粉焊条。......
2025-09-29
相关推荐