如前所述,Fievet、Lindmayer、Gleizes、Murphy等人利用各自建立的电弧模型,分析了多种因素对空气介质开关电弧特性的影响。在此基础上,本书进一步论述了外施磁场大小、灭弧室内电弧初始燃烧位置,或者说是电弧后方体积对电弧特性的影响。......
2025-09-29
1.电弧原理
在两电极之间的气体介质中,强烈而持久的放电现象称为电弧。电弧放电时,整个弧区产生强烈的光和热。
如图2-2所示,将A、B两块金属接触短路便迅速拉开,在两电极之间就产生了电弧。接电源正极的电极称为阳极,接负极的称为阴极,阴、阳极之间的电弧部分称为弧柱。一般,可以把电弧划分为三个区,阴极电位降区、弧柱区和阳极电位降区,如图2-3所示。电弧电压和电弧电流的关系称为电弧特性。当弧长保持一定,调节回路电阻,改变电弧电流的大小,电弧电压几乎恒定,如图2-4a所示。当电弧电流保持不变,改变弧长大小,则电弧电压随弧长增大而增大,如图2-4b所示。
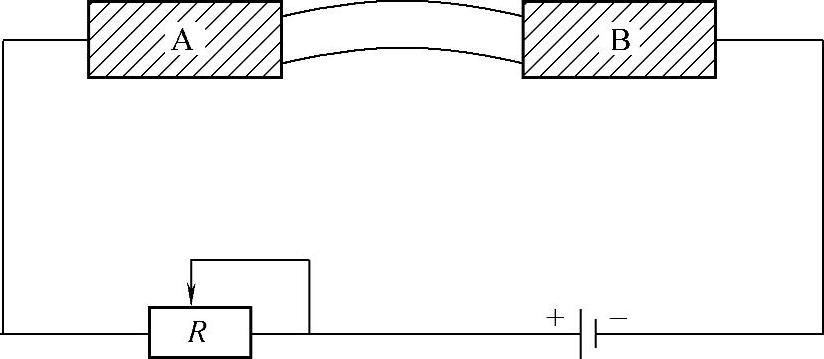
图2-2 电弧产生原理
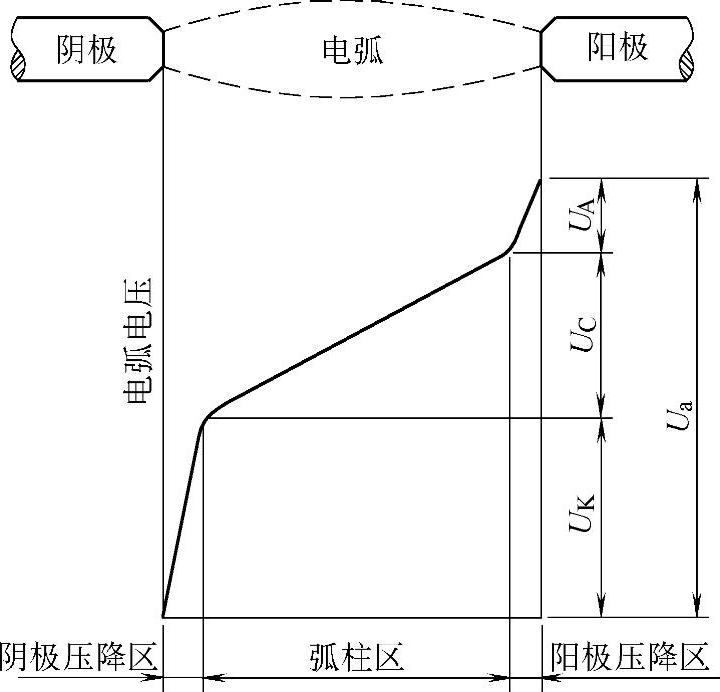
图2-3 弧区的划分
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图2-4 电弧的电压特性
a)弧长一定 b)电流一定
L1—弧长1 L2—弧长2
2.喷涂用电弧
电弧的高温高热足以使作为电极的材料熔化,电弧喷涂就是用两根被喷涂的金属丝作自耗电极,当两金属丝短接而引燃电弧后,后续金属丝不断连续送进,补充熔化掉的部分,以维持电弧的稳定燃烧。
为保持两金属丝端部之间电弧的稳定燃烧,一方面需外加气流使熔化的金属从端部脱离,另一方面需要在电弧电压、电弧电流、送丝速度之间建立平衡关系。
相关文章

如前所述,Fievet、Lindmayer、Gleizes、Murphy等人利用各自建立的电弧模型,分析了多种因素对空气介质开关电弧特性的影响。在此基础上,本书进一步论述了外施磁场大小、灭弧室内电弧初始燃烧位置,或者说是电弧后方体积对电弧特性的影响。......
2025-09-29

LED的电压降取决于内部光子发射所需跃过的能量势垒。实际上,稳压二极管也有ESR,其值比LED的还要大。实际上,LED正向导通压降的偏差很大。超过此值可损坏LED。低于或高于此温度范围,LED将不能正常工作,效率大大降低。③ 光谱半宽度:表示LED的光谱纯度。由V-I曲线可以得出LED的正向电压、反向电流及反向电压等参数。......
2025-09-29

PAR灯是采用大功率LED作为光源并且需要专用的PAR灯透镜的灯具。包括PAR16、PAR20、PAR30、PAR38、PAR64等。常见的有PAR30、PAR38,功率有5×1W、7×1W、12×1W。无论PAR30还是PAR38,其使用的LED透镜的外形规格都是相同的,最大直径一般为19.8mm左右,卡口(台阶)直径为17.8mm左右。3)PAR灯透镜的安装,除了利用灯杯前部面板卡VI固定外,透镜的小内口与LED的接触方式也有两种。2)PAR灯透镜以38°应用得最多。......
2025-09-29

用于过载保护的溢流阀一般称为安全阀。图4-11 先导式溢流阀的工作原理a)封闭 b)开启 c)溢流2)远程控制口K。但是,远程调压阀所能调节的最高压力不得超过溢流阀本身先导阀的调整压力。图4-12 溢流阀的静态特性曲线1)溢流阀的压力-流量特性。将溢流阀的遥控口与油箱连通后,液压泵处于卸荷状态时,溢流阀进出油口压力之差称为卸荷压力。......
2025-09-29
第6章和第7章将详细讨论颜色等各种光学特性,本节仅介绍与封装有关的特性。制造商会给出额定电流且热沉温度保持25℃条件下的可视光发射光谱。CCT约为6000K相当于太阳发射光谱,因为其中蓝光较红光和绿光占主导地位,所以被称为冷光。在5.2节已经指出,不同的封装工艺使磷光体材料沉积的保形程度或高或低。所以磷光体材料的精确控制和设计有助于控制光发射比色品质的均匀性,这一点仍是LED封装的弱点。......
2025-09-29

表8-4 产气材料对电弧半径和电场强度的影响图8-46对比了5mT外施磁场条件下、电流为i=200sin时纯空气和90%空气-10%PA6-6介质时电弧位移的计算结果。此外,可以从图8-45e所示的纯空气和90%空气-10%PA6-6介质的粘度系数看出,在15000K以下,90%空气-10%PA6-6的粘度系数较小,这也有利于提高电弧的运动速度。......
2025-09-29
引起齿轮加工误差的因素很多,加工系统中机床、刀具、齿坯的制造、安装误差均会在加工过程中引起啮合关系的变化。下面以在滚齿机上加工齿轮为例,分析产生齿轮加工误差的主要原因。......
2025-09-29
图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2025-09-29
相关推荐