交流全电式炮控系统的水平向和高低向系统都是由陀螺仪、调节器、永磁同步电动机调速系统和机械传动装置等组成。交流全电式炮控系统的最高瞄准速度为35°/s,最低瞄准速度为0.02°/s,调速比在1 750以上,远比传统炮控系统的高。传统炮控系统有12个部件,交流全电式炮控系统只有操纵台、控制箱、配电盒、水平向电动机、陀螺仪等6个部件,部件减少了一半。......
2025-09-29
1.交流焊接电弧的特点
交流焊接电弧的物理本质及其静特性与直流焊接电弧基本相同,然而,交流焊接电弧作为弧焊电源的负载还有其特殊性。
交流焊接电弧一般是由50Hz按正弦规律变化的弧焊电源供电,电弧电流过零点及其电弧熄灭和引燃过程每秒出现100次。这就使交流焊接电弧放电的物理条件也随着改变,具有特殊的电和热的物理过程,对电弧的稳定燃烧及其对弧焊电源要求有很大的影响。
交流焊接电弧最大的特点是电弧周期性地熄灭和引燃。交流电流每当经过零点并改变极性时,电弧熄灭、电弧空间温度下降,使下半周期电弧重新引燃困难,只有当弧焊电源电压uy增至大于引燃电压Uyh后电弧才可能引燃和稳定燃烧,即t=0时,u=Umsinφ≥Uyh,这是交流电弧稳定燃烧的条件之一。如果焊接回路中没有足够大的电感时,从上半波电弧熄灭至下半波电弧重新引燃之前,可能有一段电弧熄灭时间,并引起图1-1-9a所示的电流波形畸变,使其不按正弦规律变化。如有足够大的电感,就可阻止电流if减小,维持电弧继续燃烧,使熄弧时间为零,即ωt=π时,if正好过零点,获得图1-1-9b所示电弧连续燃烧的正常波形,这是交流电弧稳定燃烧条件之二。显而易见,Uyh越小,熄弧间隔越短,重新引弧越容易,电流波形畸变越小,电弧越稳定。
图1-1-10所示为经简化的交流焊接电弧供电电路原理图,可满足上述交流电弧的两个连续燃烧条件。
在考虑交流电弧连续燃烧两个条件下,通过对上述电源电压方程式的推导,可得出保证电路中各项参数符合交流电弧连续燃烧条件方程式的关系如下:

由式(1-1-5)描绘出交流电弧连续燃烧范围,如图1-1-11所示,曲线左上方是电弧连续燃烧区,右下方是不连续燃烧区。
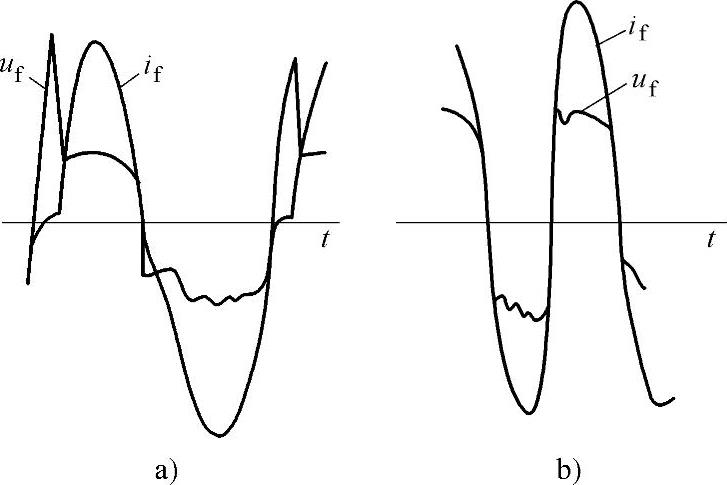
图1-1-9 交流埋弧焊电弧电压和电流波形
a)不连续燃烧畸变波形 b)连续燃烧正常波形
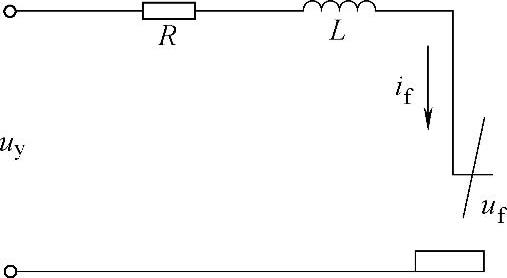
图1-1-10 经简化的交流焊接电弧供电电路原理图
2.提高交流焊接电弧稳定燃烧的措施
综上所述,为了提高交流电弧的引弧性、稳定性,在弧焊电源方面需采取如下措施:
1)适当提高空载电压,要求U0/Uf≈1.5~2.4。
2)适当增大焊接回路的L或减小R。
3)适当增大电流If,使电弧空间能量、热惯性增大,利于降低引弧所需电压,提高稳定性。
4)采用过零点时间为零的矩(方)形波交流。
5)叠加高压脉冲或高频高压电流。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图1-1-11 交流电弧连续燃烧范围
电路参数对电弧稳定性的影响及动特性如图1-1-12所示。
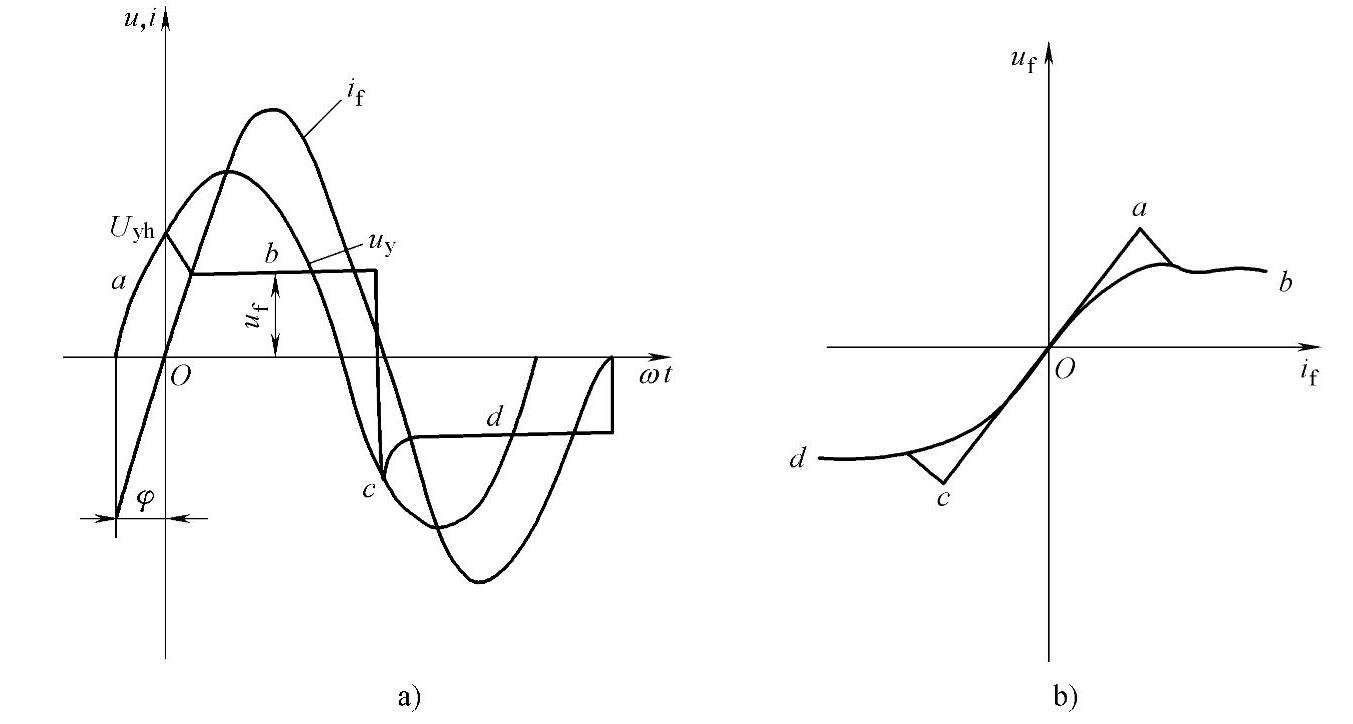
a)电路参数的综合影响 b)交流电弧动特性曲线
3.交流焊接电弧的功率和功率因数
用交流电弧进行焊接,要求充分利用电弧功率,以获得较高的效率,还希望在弧长略有变化时功率保持稳定,使焊接过程顺利进行,研究交流电弧功率及功率因数的影响因素和计算方法是有必要的。
(1)交流焊接电弧的功率交流电弧的功率是指交流电弧在半个周期(π)内的平均功率(又称为有功功率),见式(1-1-6a)。另外,焊接回路的电感较大,引燃电压不很大且存在的时间很短,可近似看成在每半个周期中电弧电压是不变的矩形波,即uf=Uf,通过公式推导,可得到交流焊接电弧有功功率为式(1-1-6b):


式中 Pf——交流电弧的有功功率;
uf、if——电弧电压和电弧电流的瞬时值;
K——Uf/U0;
XL——XL=ωL。
根据式(1-1-6b),可作出Pf曲线,如图1-1-13所示,K<0.4或K>0.637时,均不利于保持电弧燃烧和电弧功率的稳定,K值最好取0.4~0.637,即要求:
2.5>U0/Uf>1.57 (1-1-7)
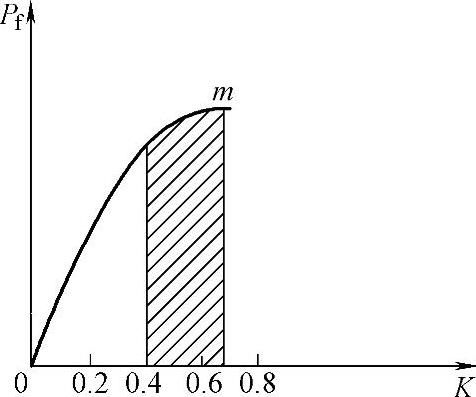
图1-1-13 Pf与K的关系(阴影区是工作区)
(2)交流电弧的功率因数 交流正弦波功率因数λf是指交流有功功率Pf与UfIf乘积之比值,交流电弧的Uf、If波形非正弦波,其Pf≠UfIf。λf表明Uf、If波形畸变所带来的影响。当电弧连续性差时,波形畸变就严重。λf相应较小,电弧所提供的功率也就小。λf的表达式为

在一般焊接中,K=0.4~0.56,所以λf=0.89~0.90。可见λf总是小于1的。
相关文章

交流全电式炮控系统的水平向和高低向系统都是由陀螺仪、调节器、永磁同步电动机调速系统和机械传动装置等组成。交流全电式炮控系统的最高瞄准速度为35°/s,最低瞄准速度为0.02°/s,调速比在1 750以上,远比传统炮控系统的高。传统炮控系统有12个部件,交流全电式炮控系统只有操纵台、控制箱、配电盒、水平向电动机、陀螺仪等6个部件,部件减少了一半。......
2025-09-29

如图2-2所示,将A、B两块金属接触短路便迅速拉开,在两电极之间就产生了电弧。接电源正极的电极称为阳极,接负极的称为阴极,阴、阳极之间的电弧部分称为弧柱。电弧电压和电弧电流的关系称为电弧特性。......
2025-09-29

图2.30类弹丸活性聚能侵彻体计算模型活性爆炸成型弹丸成形过程如图2.31所示。主装药起爆后约4 μs,爆轰波到达活性药型罩,活性药型罩顶部在爆轰波的作用下开始发生变形,密度增大。t=20 μs时,活性药型罩完全翻转,形成活性爆炸成型弹丸,与此同时,活性药型罩底部开始发生断裂,密度最高处集中于活性药型罩内壁反转形成的侵彻体外部边缘。图2.32活性爆炸成型弹丸轴线处密度随时间的变化......
2025-09-29

特种设备用碳钢材料,主要限于低碳钢,含碳量小于0.3%,该类钢常见的钢板牌号主要有Q235系列、Q245R,钢管牌号有10、20,管线用钢有L175、L215等。低碳钢的含碳量低,合金元素如锰、硅含量少,不会因焊接而产生严重硬化组织。但在少数情况下,低碳钢的焊接性也会不好,焊接时出现困难。总之,低碳钢是最容易焊接的钢种,目前焊条电弧焊、埋弧焊、电渣焊、二氧化碳气保焊钨极氩弧焊、气焊等都是焊接低碳钢的成熟方法。......
2025-09-29

(一)焊条电弧焊的基本操作焊条电弧焊的基本操作包括引弧、运条、焊缝的起头和接头及收弧等。焊条运条的方法有很多种,应根据焊缝位置、接头形式、工件厚度、装配间隙、焊条直径焊接电流及操作水平等因素综合考虑确定。因此引弧后应稍拉长电弧对工件预热,然后压低电弧进行正常焊接。......
2025-09-29

铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2025-09-29
电液比例阀的输出量随输入信号在稳态工作时的变化关系称为静特性。比例阀的静特性指标对所有比例阀都存在,但对不同的阀,或对同一个阀要求不同时,静特性指标的数值不同。图4.70比例阀的静特性磁滞设阀的被控参量为K,K 即指阀的输出压力或阀的输出流量。以K 为纵坐标,以控制电流I 为横坐标,作出的阀的静特性如图4.70 所示。......
2025-09-29

在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2025-09-29
相关推荐