对此,应合理制订调质热处理工艺。大型齿轮调质热处理工艺 大型齿轮调质过程中,淬火加热时应采用分段加热方式,并应控制其升温速度,以减少畸变与开裂倾向。图4-4所示为大型齿轮调质分段加热曲线。4)大型零件回火温度与表面硬度的关系见表4-31,供齿轮调质回火时参考表4-31 大型零件回火温度与表面硬度的关系举例 大型齿轮调质工艺举例见表4-32。......
2023-06-29
调质既可作为齿轮最终热处理,有时也可用来作为预备热处理,如合金钢制造的齿轮经调质处理后,可减少后序淬火时的畸变。
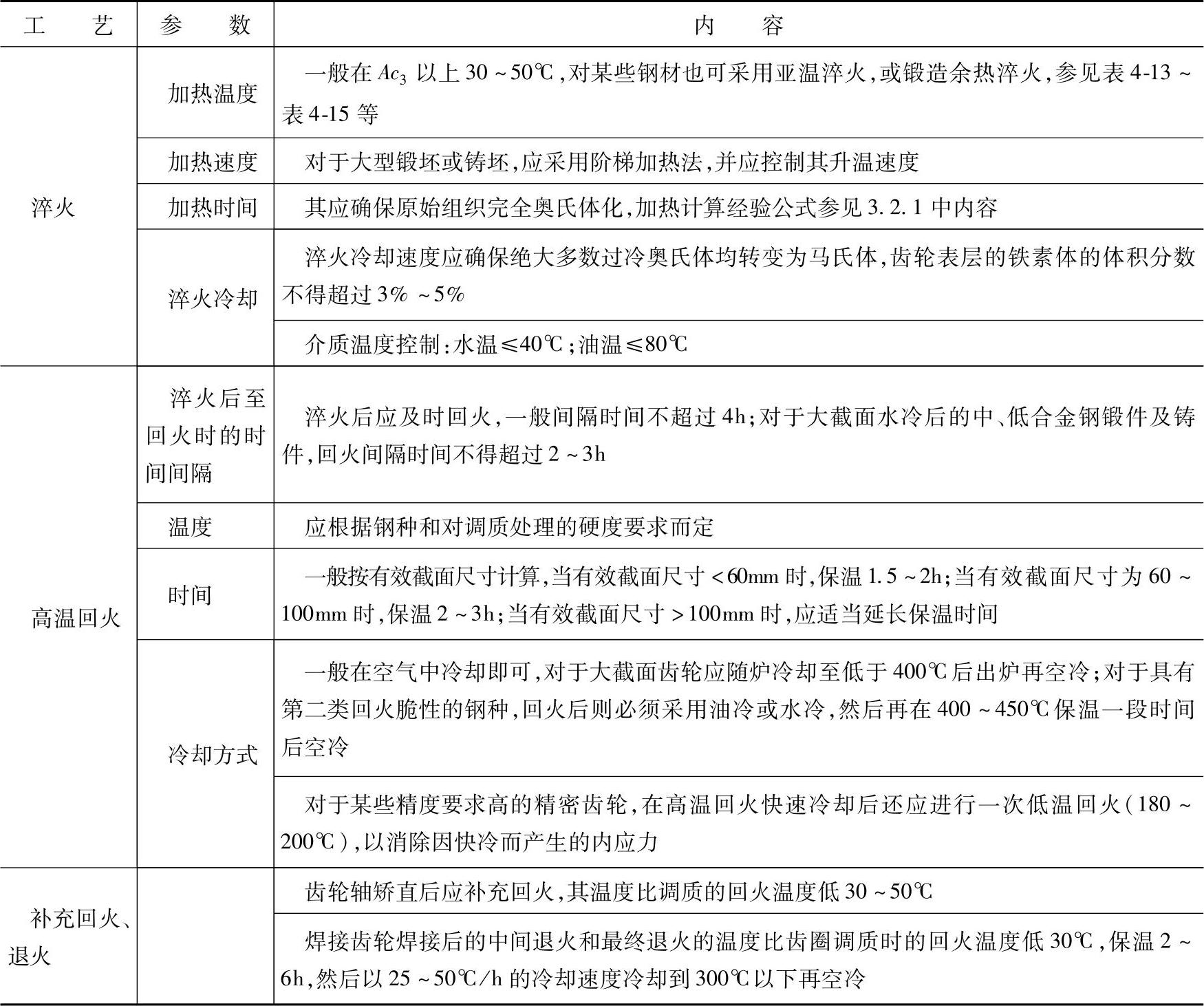
1)齿轮调质工艺参数的选择原则见表4-12。
表4-12 齿轮调质工艺参数的选择原则
2)常用齿轮钢材的调质热处理工艺、常用钢材的调质处理工艺与结果分别见表4-13和表4-14
表4-13 常用齿轮钢材的调质热处理工艺(JB/T 6077—1992)

(续)
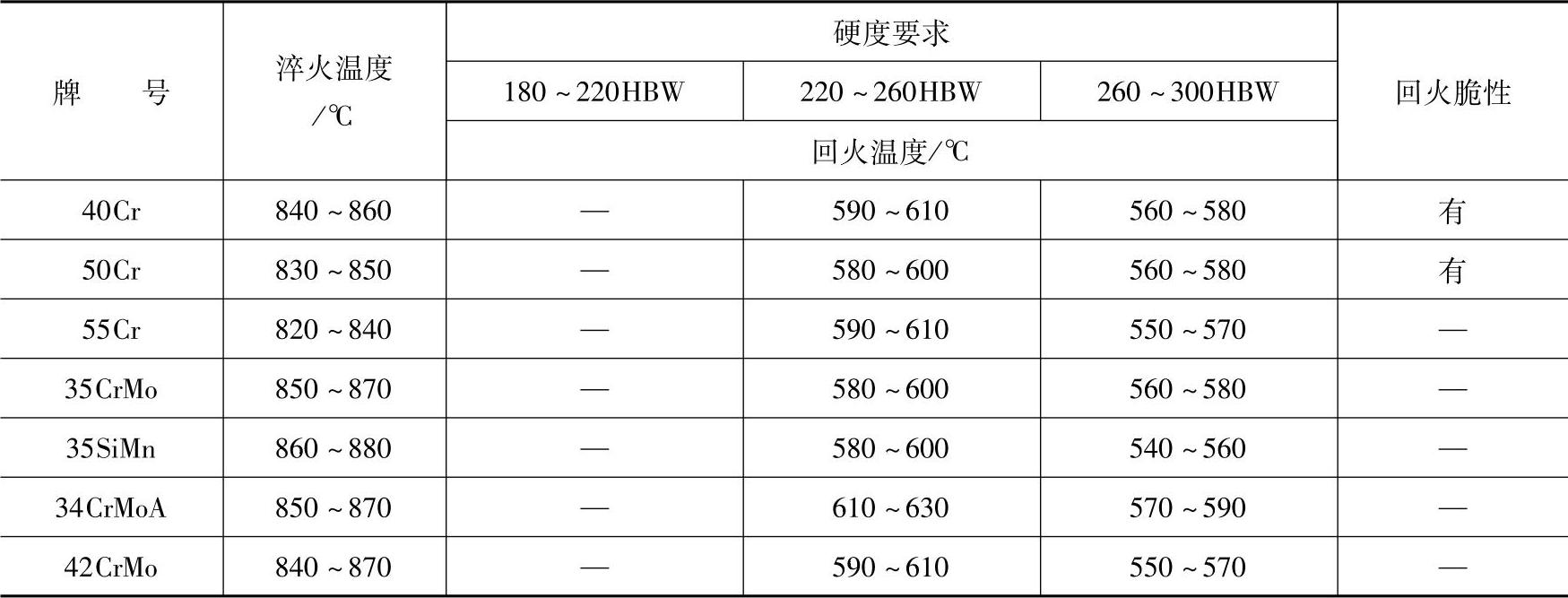
表4-14 常用钢材的调质处理工艺与结果

注:S为索氏体;F为铁素体;B为贝氏体
3)几种低碳钢的调质热处理工艺见表4-15,可供齿轮预备调质处理时参考
表4-15 几种低碳钢的调质热处理工艺

4)调质钢高温回火(450~650℃)保温时间见表4-16
表4-16 调质钢高温回火保温时间(单位:min)

注:1.零件尺寸大或装炉量多时,保温时间适当延长
2.合金元素多的调质钢,回火时间延长1/4。
3.在回火脆性温度内回火,回火时间尽可能缩短
4.大批量生产零件回火保温时间由试验确定。
5)调质钢淬火、回火的硬度关系见表4-17
表4-17 调质钢淬火、回火的硬度关系

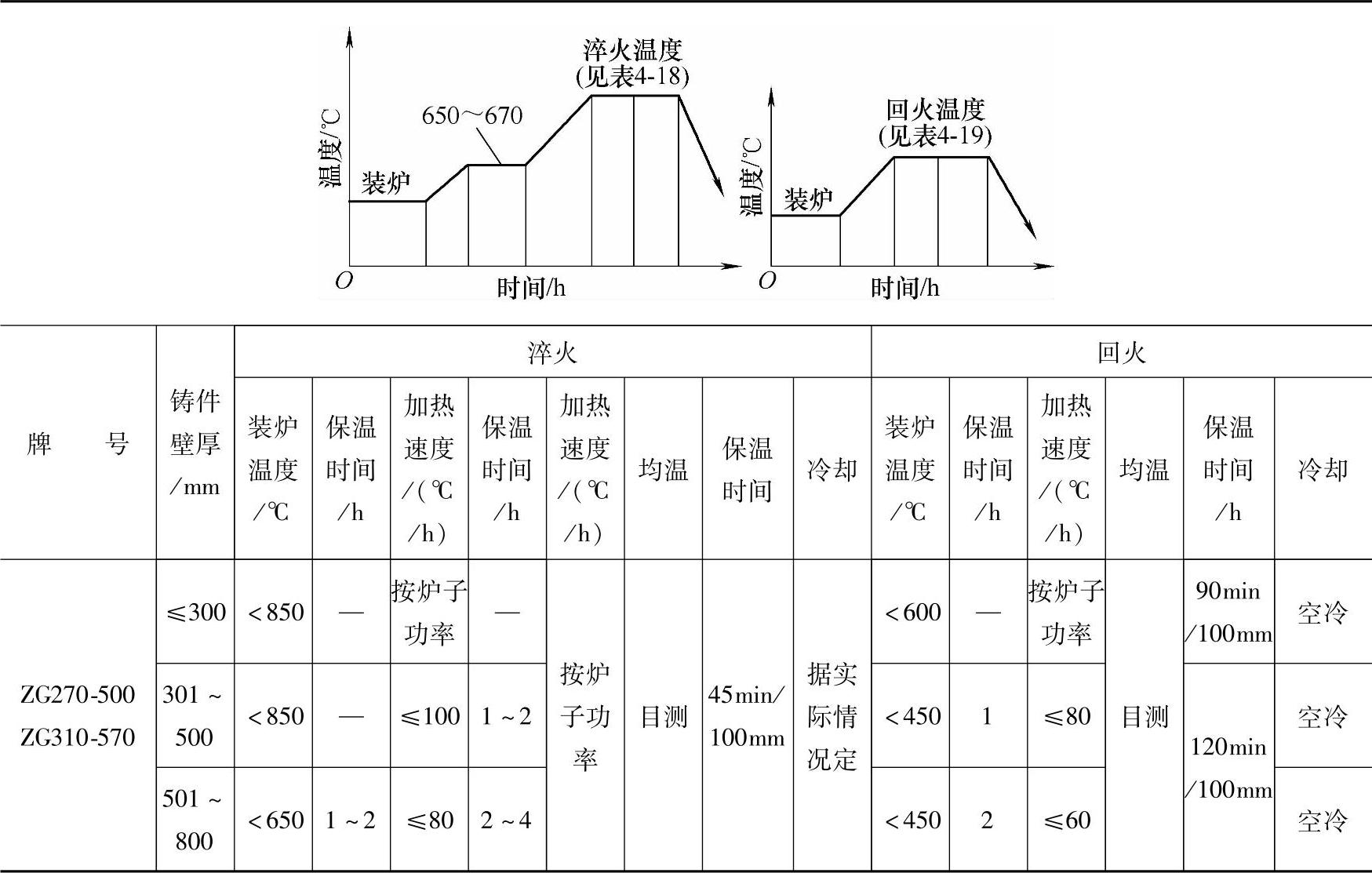
6)碳素钢铸件的调质淬火温度、调质回火温度、调质规范之一(直接调质)和调质规范之二(经预备热处理后)见表4-18~表4-21,供铸造碳素钢齿轮调质时参考。
表4-18 碳素钢铸件调质淬火温度

表4-19 碳素钢铸件调质回火温度

表4-20 碳素钢铸件调质规范之一(直接调质)

注:适用于ZG270-500、ZG310-570等碳素钢铸件在铸造后直接调质,采用温水断续冷却
表4-21 碳素钢铸件调质规范之二(经预备热处理后)
7)铸造低合金钢件的调质淬火温度、调质回火温度、调质规范之一(直接调质)、调质规范之二(经预备热处理后)和调质规范之三见表4-22~表4-26,供铸造低合金钢齿轮调质时参考。
表4-22 铸造低合金钢件调质淬火温度
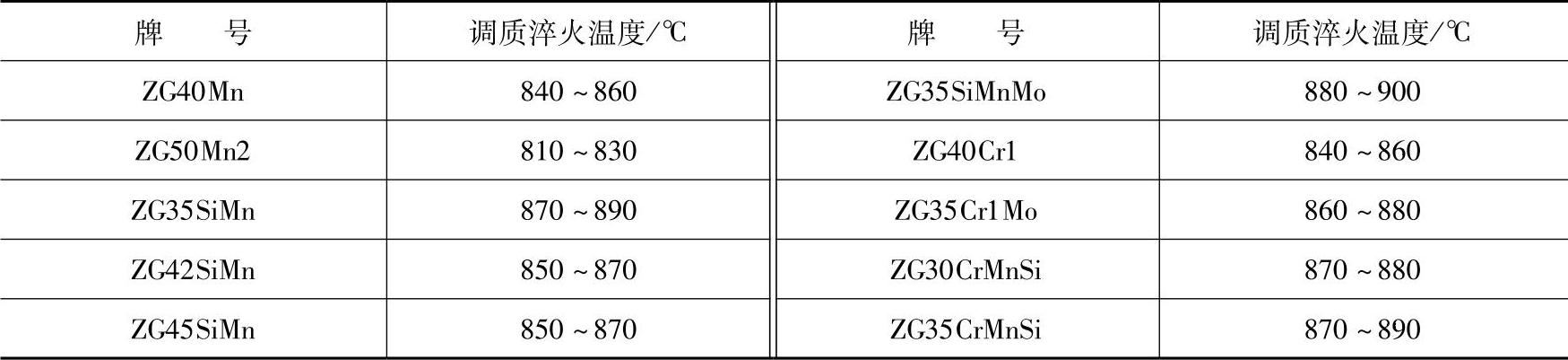
表4-23 铸造低合金钢件调质回火温度
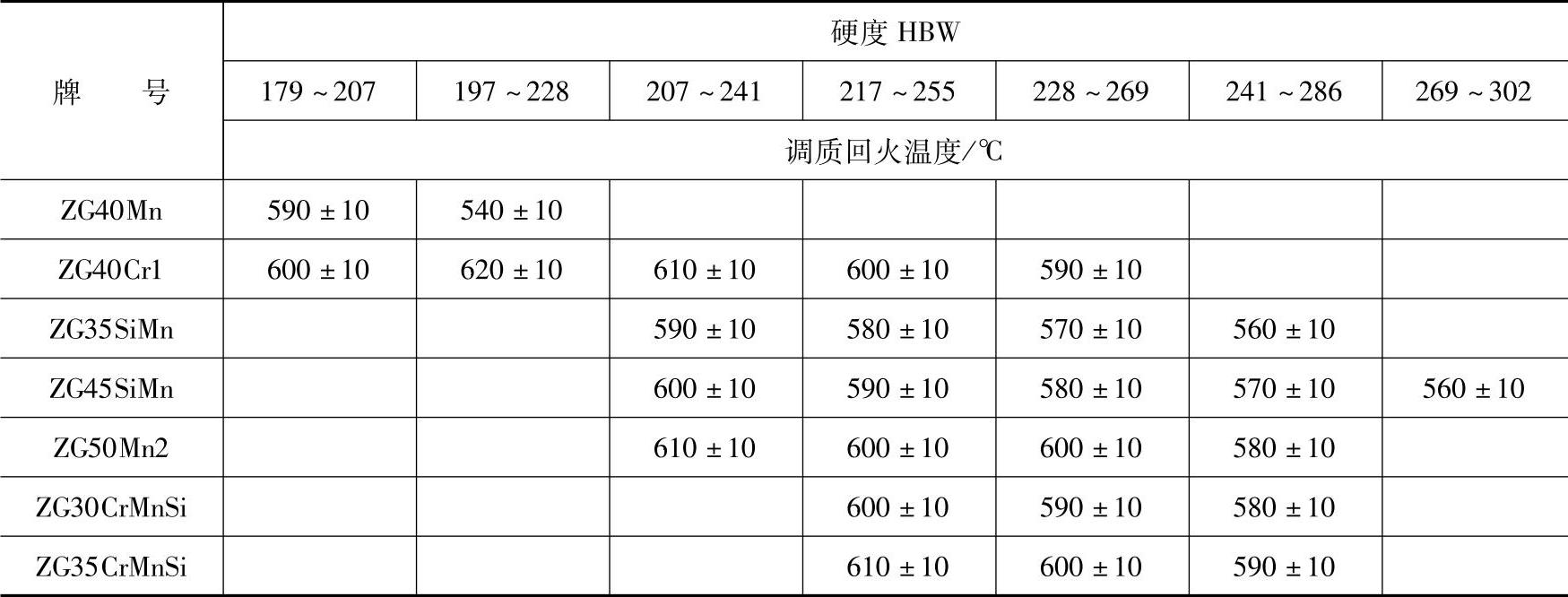
表4-24 铸造低合金钢件调质规范之一(直接调质)

注:适用于ZG50Mn2等铸钢件在铸造后的直接调质,采用温水40~50℃断续冷却
表4-25 铸造低合金钢件调质规范之二(经预备热处理后)
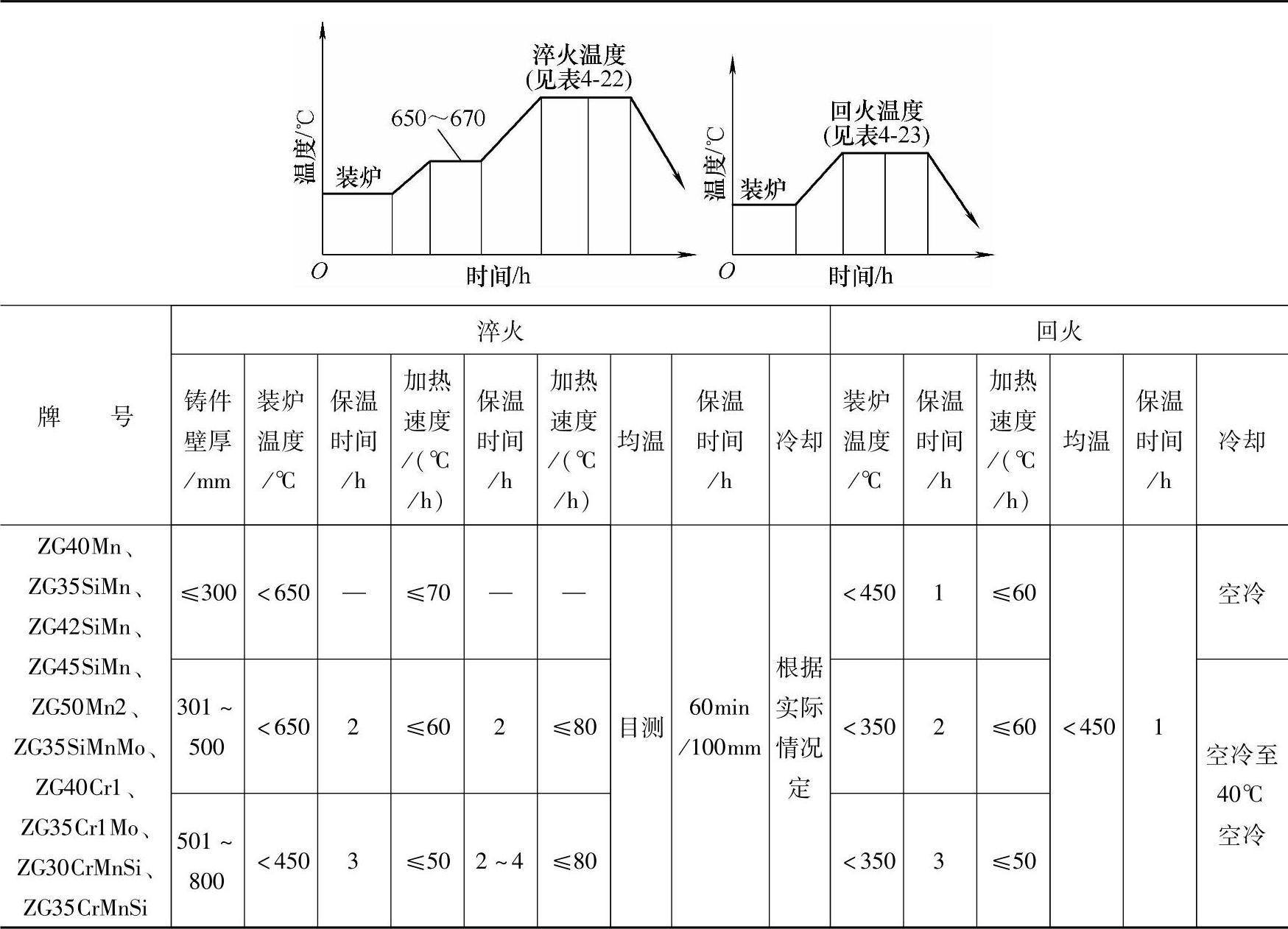
表4-26 铸造低合金钢件调质规范之三

(续)

有关齿轮热处理手册的文章

对此,应合理制订调质热处理工艺。大型齿轮调质热处理工艺 大型齿轮调质过程中,淬火加热时应采用分段加热方式,并应控制其升温速度,以减少畸变与开裂倾向。图4-4所示为大型齿轮调质分段加热曲线。4)大型零件回火温度与表面硬度的关系见表4-31,供齿轮调质回火时参考表4-31 大型零件回火温度与表面硬度的关系举例 大型齿轮调质工艺举例见表4-32。......
2023-06-29

常用气体渗碳方法及其工艺特点、适用范围表5-18 常用气体渗碳方法及其工艺特点、适用范围(续)常用气体渗碳剂的特性 气体渗碳使用的渗碳剂可分为两大类。图5-3所示为现代化计算机控制的直生式气氛渗碳工艺控制原理图。......
2023-06-29

图7-27 金属零件热处理和涂敷用微波大气等离子加工系统示意图Atmoplsa技术可使热处理工艺实现快速加热、更精确控制加热和达到更高温度,从而缩短工艺周期和减少能耗,比电热辐射可降低30%的成本。齿轮经规定时间渗碳处理后,进行淬火和回火。表7-76 AISI 8620钢齿轮渗碳结果比较图7-28所示为AISI8620钢齿轮普通气体渗碳和Atmoplsa渗碳结果的比较。......
2023-06-29

灰铸铁齿轮多用于开式齿轮传动。表1-29 常用灰铸铁、球墨铸铁的力学性能1.齿轮用灰铸铁及其热处理灰铸铁的选用 灰铸铁的抗弯及抗冲击能力很差,但它易于铸造、易切削,具有良好的耐磨性和减振性、最小的缺口敏感性、成本低。......
2023-06-29

齿轮的感应淬火方法与适用范围见表6-28。表6-30 感应淬火时淬火冷却介质的冷却方式及冷却特性(续)4)齿轮感应淬火时的冷却方法及所用淬火冷却介质见表6-31。表6-34为感应淬火工件炉中回火工艺参数。表6-35为常用钢种在感应淬火后回火温度与硬度的关系。......
2023-06-29

对于批量较大的齿轮,通常需通过工艺试验来确定回火温度。1)常用钢不同硬度值下的回火温度见表3-47,可供齿轮回火时参考。一般工件出炉后,可在空气中冷却。如果具有第二类回火脆性的钢材,回火后应注意采取快速冷却方式,如水冷或油冷。......
2023-06-29
精度等级的选择恰当与否,不仅影响齿轮传动的质量,而且影响制造成本。类比法按齿轮的用途和工作条件等进行对比选择。表7-17列出某些机器中的齿轮所采用的精度等级,表7-18列出齿轮某些精度等级的应用范围,供参考。当精度要求很高时,可按使用要求计算出所允许的回转角误差,以确定齿轮传递运动准确性的精度等级。对于重载齿轮,可在强度计算或寿命计算的基础上确定轮齿载荷分布均匀性的精度等级。......
2023-06-15
同其他产品一样,根据产品标准的技术条件要求,精密管材常用的热处理工艺主要有淬火、回火、正火及退火等。冷拔管材的正火:指将钢材或钢件加热到Ac3或Acm以上30~50℃,保持适当时间后,在静止的空气中冷却的热处理的工艺。冷拔管材的固溶处理:指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。......
2023-06-23
相关推荐