由于模具属单件生产,冷冲模的主要零件凸、凹模的型面又为二维型孔曲面,故在加工中采用数控线切割机床加工占其加工的主要部分。这里着重讨论数控线切割在冲压模加工中的应用。图7-24 凹模3.加工实例例如加工图7-25所示的零件,其凸、凹模为线切割的典型零件。......
2025-09-29
冲压加工中,如某制件有落料、冲孔、翻边、弯曲、成形、整形六个工序,用一般普通冲压工艺加工需六副模具,且因制件在冲压中重复定位,质量不稳定,生产率低,生产成本高,从而难以适应大批量、多品种制件的生产。
级进模技术源自跳步模(连续模)的延伸与拓展,是在跳步模基础上发展起来的一种更多工艺加工、更多工序组合的冲压模具。
在压力机的一次行程中,级进模在依次分布于条料送进方向的几个工序上分别完成一系列冲裁、弯曲、成形等工序(见图1-1),条料从第一工位到最后工位相继成形,因此压力机每动作一次,即可获得一个完整的制件或工序件。
如图1-1所示,级进模可在一副模具上完成一个制件的全部冲压加工。无论制件形状有多复杂,只要科学、合理地进行工艺分析与工序组合,均可用一副模具冲压出来。

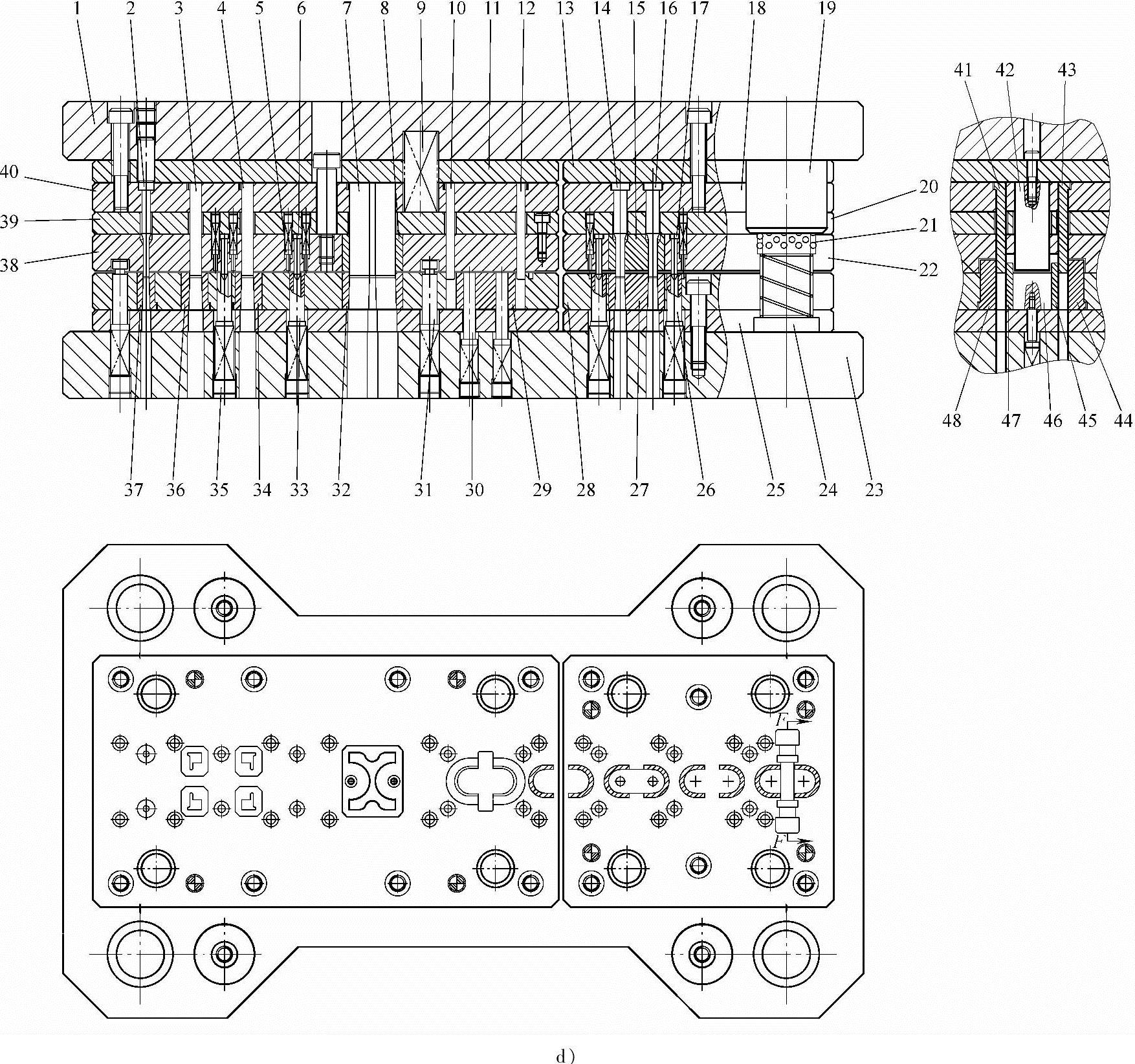
图1-1 冲裁、弯曲、成形级进模
a)制件图 b)展开图 c)排样图
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图1-1 冲裁、弯曲、成形级进模(续)
d)模具结构图 1—上模座 2、14、16—冲孔凸模 3、4、7—异形凸模 5—顶杆 6、17—导正销 8、15—卸料板镶件 9—弹簧 10、12—成形凸模 11、13—固定板垫板 18、40—固定板 19—导套 20、39—卸料板垫板 21—保持圈 22、38—卸料板 23—下模座 24—导柱 25—下模板垫板 26、33—套式顶料杆 27—凹模 28—下模板 29—成形凹模 30—顶杆 31—浮动导料销 32、34、36—异形孔凹模 35—螺塞 37—冲孔凹模 41、43—切断凸模 42—弯曲凸模 44、48—切断凹模 45、47—切断凹模及弯曲凹模(共用) 46—顶块
级进模可把一个制件进行工序分解后,按一定顺序、规律,划分成若干个等距离的冲压加工工位,设置在模具内。带料(或条料)由配备或附设的送料机构送入模具,经连续、等距离的送进冲压,完成制件所需的全部冲压工序后得到所需要的成品制件。
级进模改进了一般跳步模冲裁毛刺面可能不在一个平面,有的制件在弯曲、成形后仍需二次加工,有的制件尺寸不稳定,精度难以达到要求的缺陷。
精密中、小型级进模一般配合高速冲压设备,附加自动送料机构,实现了高速自动化冲压生产,稳定了制件质量,大大提高了生产率。
综上所述,级进模是一种较为先进的、有更多发展空间和使用价值的工艺装备。
相关文章

由于模具属单件生产,冷冲模的主要零件凸、凹模的型面又为二维型孔曲面,故在加工中采用数控线切割机床加工占其加工的主要部分。这里着重讨论数控线切割在冲压模加工中的应用。图7-24 凹模3.加工实例例如加工图7-25所示的零件,其凸、凹模为线切割的典型零件。......
2025-09-29

高精度冷拔管材高精度冷拔材管采用的是等径冷拔,完全避免了管材的强迫缩径,内外壁可以同时加工,克服了普通冷拔的上述缺点,冷拔后管材的组织与性能较好,产品质量更高。......
2025-09-29

冷轧管机一般由下列主要部件组成。管坯的内润滑装置。成品管的快速拉出装置。轧机的工艺润滑站和设备润滑站。冷轧管机有端装料和侧装料之分。不停机上料、连续轧制是目前的主流轧机,这种轧机的自动化程度高,产量高。除二辊或三辊变断面孔型轧机外,还有多辊非变断面孔型的轧机,轧辊的数量根据产品规格的大小而不同。......
2025-09-29
3)采用焊接变位器设备,可以使焊件处于最有利的位置进行焊接,如使焊件处于水平位置上焊接或处于船形位置上焊接。7)采用焊接变位器进行焊接作业,可以扩大焊机的焊接范围。利用焊接变位器的不同变位,焊机可在焊件上实现平焊、立焊、横焊、仰焊等。8)利用焊接变位器设备,可提高焊接生产率和焊机的利用率。9)焊接工艺装备在焊接生产过程的使用,可以对焊接过程实现机械化和自动化。......
2025-09-29

焊接工艺装备设计的原则是,必须满足工作职能的要求,应该按照适用、经济、美观的原则来设计焊接工艺装备。焊接工艺装备设计注意事项如下:1)设计焊接工艺装备时,应使整个设备具有较好的密闭性,特别是定位和安装基准面、传动机构等应有可靠的防护。2)焊接工艺装备的传动系统,应有反行程自锁性能,防止驱动力取消后,装备传动系统会因装备自重或焊件的自重而倒转,造成人身伤亡或设备的损坏。......
2025-09-29

为了弥补粗砂和小石的不足,在加工系统中采用了人工骨料生产工艺流程,以调整骨料粒径级配,满足各种混凝土配合比的需要。该人工骨料生产系统代表了20世纪90年代国际水平。该人工骨料生产系统的主要特点是:设计新颖,适应峡谷地形,布置灵活、紧凑,采用竖井与水平廊道相结合的立体生产系统。......
2025-09-29

在干切削条件下,虽然不用切削液,提高了工件的加工效率和减轻了环境污染,但在这种特殊切削条件下,却对工件装夹的夹具提出了更高的要求,主要包括如下几个方面:高精度、动平衡 干切削加工通常是在高速加工机床上完成,而高速切削加工时,回转类机床主轴通过夹具带动工件回转,以实现工件成形所需的表面成形运动。......
2025-09-29
搅拌摩擦焊本身也存在如下缺点:1)不同的结构需要不同的工装夹具,设备的灵活性差。焊接速度 图2-4-21为焊接速度对铝锂合金搅拌摩擦焊接头抗拉强度的影响。......
2025-09-29
相关推荐