加工精度包括如下三个方面。其回转运动精度是机床主要精度指标之一,主轴回转误差主要影响零件加工表面的几何形状精度、位置精度和表面粗糙度。事实上,数控车床导轨在水平面和垂直面内的几何误差对加工精度的影响程度是不一样的。刀具误差对加工精度的影响,因刀具的种类、材料等的不同而异。......
2023-06-26
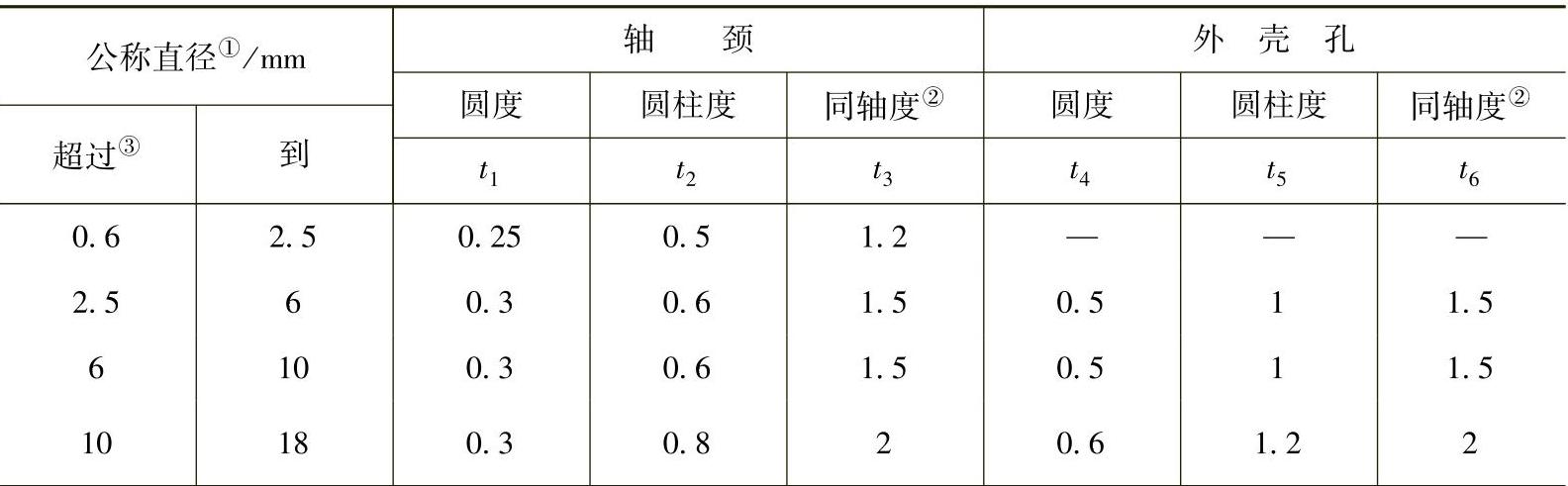
采用2级精度轴承时,表3-39为轴和外壳孔的形位公差、表3-40为轴肩、外壳孔挡肩及垫圈的形位公差值。表3-41为配合面的表面粗糙度。图3-11、图3-12和图3-13分别为轴颈、外壳孔和垫圈的形位公差的标注方法。
表3-39 轴颈和外壳孔的形位公差(与2级精度轴承相配) (μm)
(续)

① 见表3-41注1。
② 指两轴颈或两外壳孔中点相距300mm时的同轴度。
③ 包括0.6。
表3-40 轴肩、外壳孔挡肩及垫圈的位置公差(与2级精度轴承相配) (μm)
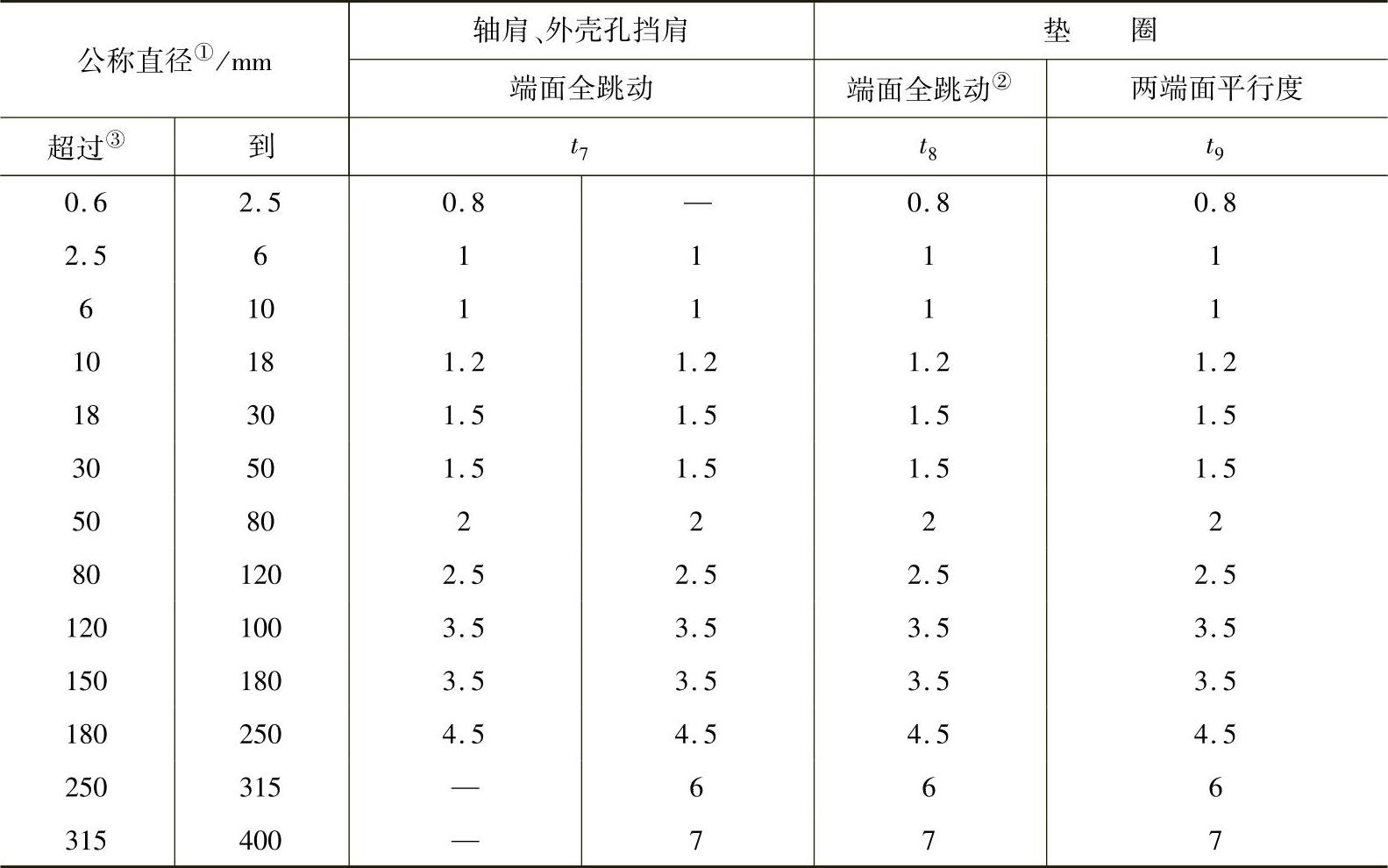
注:摘自CSBTS TC98.75—1999。
① 见表3-41注1。
② 仅适用于作为轴肩和外壳孔肩延伸部分的垫圈。
③ 包括0.6。
表3-41 表面粗糙度(与2级精度轴承相配)
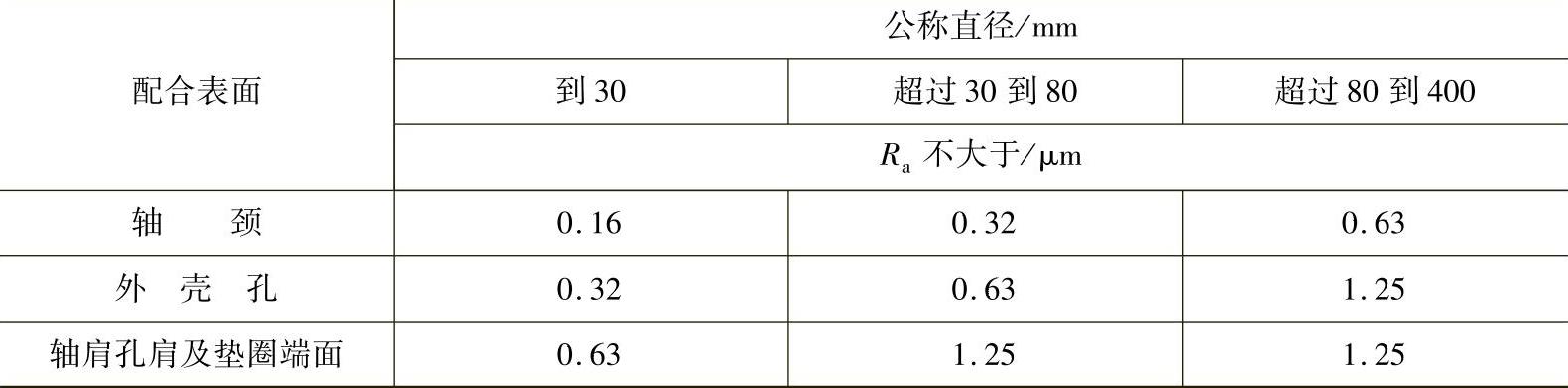
注:1.公称直径指相应的轴或外壳孔径、垫圈孔径。轴颈表面和轴肩端面的粗糙度,以内径查表确定,外壳孔表面和外壳孔挡肩端面的粗糙度,以外径查表确定。
2.摘自CSBTS TC98.75—1999标准。

图3-11 与2级精度轴承相配时,轴颈的形位公差标注法

图3-12 与2级精度轴承相配时,外壳孔形位公差的标注
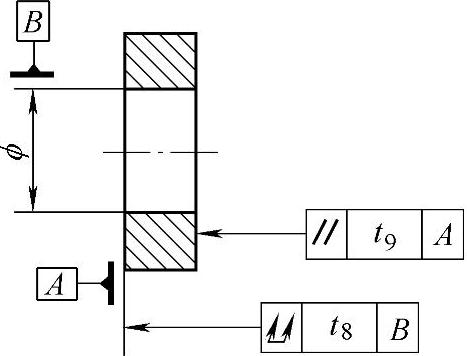
图3-13 与2级轴承相配时,垫圈的形位公差的标注
有关滚动轴承应用手册的文章

加工精度包括如下三个方面。其回转运动精度是机床主要精度指标之一,主轴回转误差主要影响零件加工表面的几何形状精度、位置精度和表面粗糙度。事实上,数控车床导轨在水平面和垂直面内的几何误差对加工精度的影响程度是不一样的。刀具误差对加工精度的影响,因刀具的种类、材料等的不同而异。......
2023-06-26

轮盘类零件的功用和受力情况相差很大,因此毛坯种类也不相同。这类零件孔的精度一般要求较高,孔的表面粗糙度值Ra 为1.6 μm 或更小;外圆的精度一般比孔低,表面粗糙度值比孔大些。一般均选用外圆作粗基准,这是因为多数中小型轮盘类零件在加工前尚未铸出或锻出孔,或虽有毛坯孔,但孔径太小或余量不匀等,无法作粗基准。有些精度要求不高的轮盘类零件,如结构上允许,或选用棒料为毛坯时,可在一次装夹中加工完毕。......
2023-06-29

对于黑色金属材料,精度要求高和表面粗糙度值要求较小、零件需要淬硬时,其后续工序只能用磨削而采用的加工路线。轴类零件的主要加工表面是外圆表面,还有常见的特殊形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺,主要有校直、切断、切端面和钻中心孔。②轴类零件加工的定位基准和装夹。现以此轴为例进行机械加工工艺分析。......
2023-06-29

机械加工后,零件实际几何参数与理想零件相符合的程度称为加工精度。这是人为地制造一种误差,去抵消另一种原始误差,从而达到加工精度的目的。用刀具的相应尺寸来保证加工表面的尺寸精度。加工工件时,获得形状精度的方法有下列三种。常见的滚齿、插齿等齿轮加工方法均属展成法。......
2023-06-28

注塑件成型时很难获得金属零件那样高的精度要求。一是由于注塑件的塑料所具有的收缩特性或收缩各向异性;二是由于注塑件的壁厚不均匀;三是由于注塑件的成型加工,不能够采用机械加工的工艺方法。注塑件在脱模后,应立即插入校形销。......
2023-06-30
杆叉类零件为受力零件,一般承受冲击载荷,因此要求其具有一定的强度。根据不同的工作条件,杆、叉类零件的毛坯种类一般可选用优质炭素结构钢35,45或40Cr等。由于杆类及叉类零件的外形较复杂,自由锻造达不到所需形状,如果在工作中不承受冲击载荷,生产批量也不大,则可以选用灰铸铁或可锻铸铁的铸件毛坯。叉类零件的加工工艺与杆类零件有共同之处。......
2023-06-25

剃齿是一种高生产率的精加工方法,因此剃齿前齿轮应具有较高的加工精度,通常剃齿后的精度只能较剃齿前提高一级,但对齿轮公法线变动不能修正。珩齿是对热处理后的齿轮进行光整加工的方法。对于硬齿面的高精度齿轮,磨齿是目前唯一能够采用的工艺。磨齿最大的缺点是生产率低,加工成本较高。......
2023-06-29

图8-1床身导轨简图A—溜板移动导轨;B—尾座移动导轨图8-2影响车床等高性尺寸链相关零件联系简图车床;尺寸链通过以上实例可以看出,产品的装配精度和零件的加工精度有很密切的关系。零件精度是保证装配精度的基础,但装配精度并不完全取决于零件精度。......
2023-06-29
相关推荐