采用这种方法可使尖角、薄壁处及工件得到预冷,减少热应力,适用于形状复杂、各部位壁厚差较大及要求变形小的工件。双液淬火法常用于淬透性较小、尺寸较大的碳素工具钢,低合金结构钢等工件。......
2025-09-29
本节介绍贴体网格生成方法。
由于在数值求解方程组时,需要对计算域进行网格划分。对任意边界可以有两种网格生成方法:代数法和微分法。对于代数法,边界上的已知节点可以表示为
xb=xb(ξ,0),yb=yb(ξ,0) (1.1-1)
xt=xt(ξ,1),yt=yt(ξ,1) (1.1-2)
式中,x和h是边界点,采用连续插值方法,图1-1-1中内部节点坐标(x,y)可由边界点(x,h)插值获得
x(ξ,η)=xb(ξ)f1(η)+xt(ξ)f2(η) (1.1-3)
y(ξ,η)=yb(ξ)f1(η)+yt(ξ)f2(η) (1.1-4)
式中,f1(η)=1-η,f2(η)=η,根据不同的边界特征,可以选择从x或者h方向插值,从而获得理想的网格,如图1.1-1所示。

图1.1-1 代数法插值方向示意图(https://www.chuimin.cn)
对于微分方法,拉普拉斯(Laplace)方程代表边值问题,可用来映像生成网格

容易地导出其反函数为
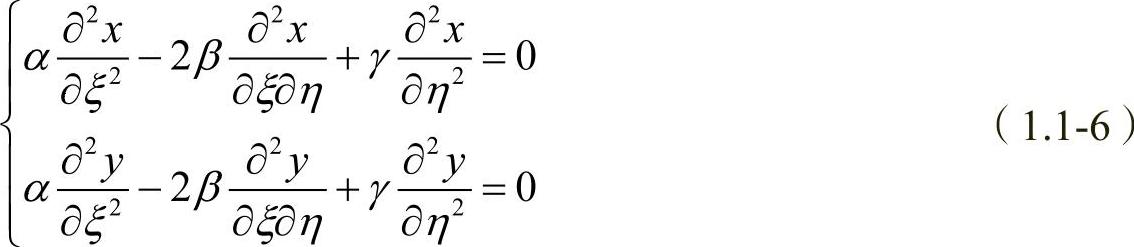
式中,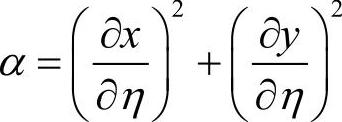 ,
,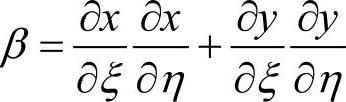 ,
, 。
。
求解上述方程,即可获得网格数据。根据边界特点,两种方法交互使用可以获得满意的网格,图1.1-2所示为单个叶轮通道内流和绕翼型外流的计算网格。
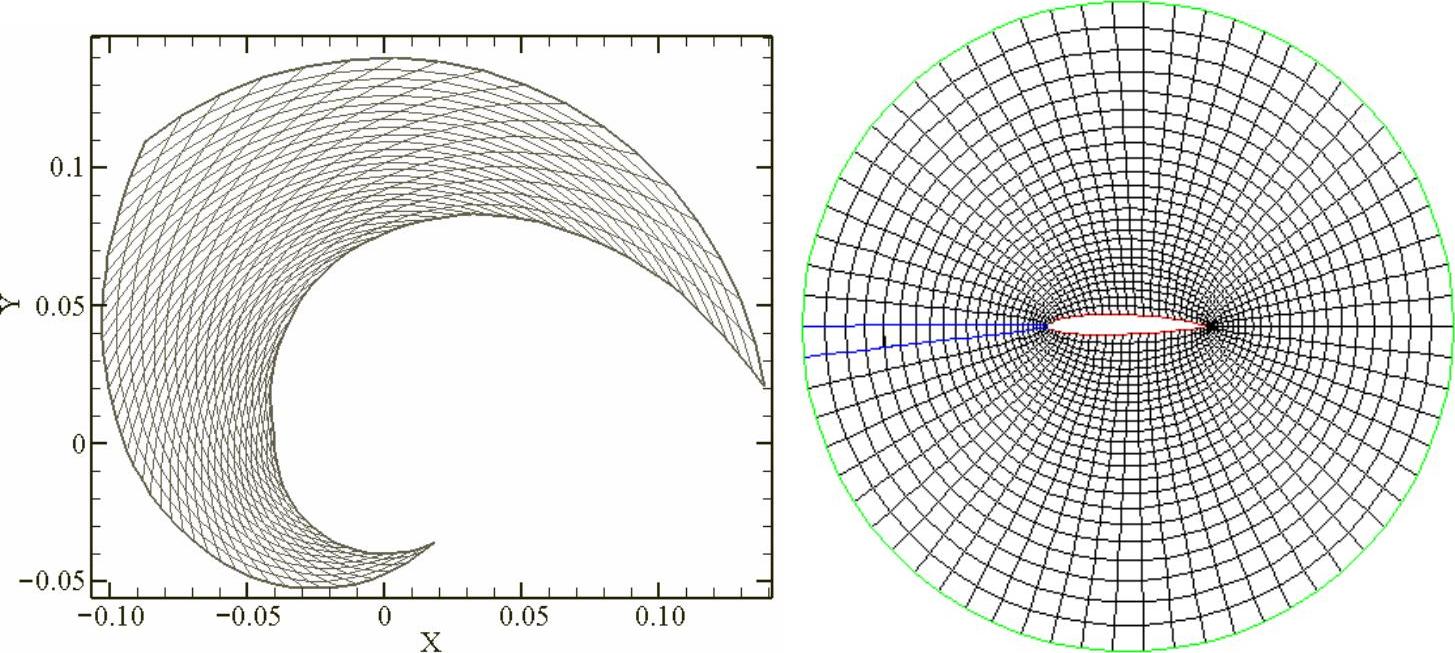
图1.1-2 单个叶轮通道内流和绕翼型外流网格
相关文章

采用这种方法可使尖角、薄壁处及工件得到预冷,减少热应力,适用于形状复杂、各部位壁厚差较大及要求变形小的工件。双液淬火法常用于淬透性较小、尺寸较大的碳素工具钢,低合金结构钢等工件。......
2025-09-29

在网格划分完毕后,需要对网格模型进行检查。图3.6有限元装配模型表3.2材料参数图3.6有限元装配模型表3.2材料参数3.收敛性分析有限元法是一种数值分析方法,因此需要考虑收敛性问题。分别定义5种网格尺寸:2.5mm、2mm、1.5mm、1mm、0.6mm,在热-机耦合工况下对网格模型进行收敛性分析。......
2025-09-29

通过对基准曲线进行修剪,将曲线的一部分截去,可产生一条新的曲线。如图3.3.11a所示,曲线1是实体表面上的一条草绘曲线,FPNT0是曲线1上的基准点,现需在点FPNT0处修剪该曲线,则操作步骤如下:Step1.将工作目录设置至D:\proewf5.2\work\ch03.03,打开文件curve_trim.prt。图3.3.11 用修剪创建基准曲线图3.3.12 “修剪”操控板Step4.选取基准点FPNT0。此时基准点FPNT0处出现一方向箭头,该箭头指向修剪后的保留侧。......
2025-09-29

梁底模和支架的卸载顺序,严格按照从梁体挠度最大处支架节点开始,逐步向两端卸落相邻节点,当达到一定卸落量时,支架方可脱落梁体。拆除支架时从跨中开始对称向两头均匀拆卸,以便使桥体重量对称、均匀地由两端支座平均承担,同时预防梁体因受力不均匀产生裂纹。拆支架时应缓慢,对称地卸落沙筒使梁体结构均匀受力,注意保留该段与尚未浇筑的下一段相邻跨的支架不拆,使梁体在施工阶段的受力更趋合理,有效防止混凝土的开裂。......
2025-09-29
MCGS嵌入版生成的用户应用系统,由主控窗口、设备窗口、用户窗口、实时数据库和运行策略五个部分构成,如图2-74所示。工程里所有可视化的界面都是在用户窗口里面构建的。通过在用户窗口内放置不同的图形对象,用户可以构造各种复杂的图形界面,用不同的方式实现数据和流程的“可视化”。从外部设备采集来的实时数据送入实时数据库,系统其他部分操作的数据也来自实时数据库。......
2025-09-29

而采用视觉传感器CCD采集的图像进行分析,得到的是沿焊枪行走方向熔池前端的一段焊缝曲线的位置变动。在焊缝曲线尚未影响到控制量之前,系统实际上已经检测到了这种变动的干扰,这样当焊枪行走到预定的位置处时就可以采用偏差已知的调节方法,实现焊缝跟踪的定位调节,即这是一个闭环系统。在焊接跟踪系统中,CCD检测到的焊缝位置其实并不是真正的被控制量。......
2025-09-29

杂质的来源和产生时期各不相同,在熔体内的分布状态也千差万别,合金在浇注前必须进行除渣精炼才能获得性能优良的铸件或铸锭。除渣精炼方法主要有静置澄清法除渣、浮选法除渣和溶剂除渣。除渣用溶剂由42%的硼砂、8%的碳酸钠、50%的焦炭粉混合而成,该精炼剂的密度小,熔点低,在熔炼下料时即与炉料一起加入。熔炼时,精炼剂加入量为炉料总重的0.1%~0.15%左右。使用结果表明,加入熔剂熔炼1.2t黄铜产生24.3kg的铜渣,与不加熔剂比较,减少了21.55kg。......
2025-09-29
一个新的交叉学科,多项技术融合的新技术领域由此应运而生了,那就是机电一体化!机电一体化技术结合应用机械技术和电子技术于一体。目前,比较得到公认的机电一体化定义是在机械主功能、动力功能、信息功能和控制功能上引进微电子技术,并将机械装置与电子装置用相关软件有机结合而构成系统的总称。图1-3所示为机电一体化系统框图。......
2025-09-29
相关推荐