表3-6比较光电型传感器的输出器件续表6.幅值裕度幅值裕度也称为工作幅值裕度或额外增益,是光电型传感器中很重要的一个概念。幅值裕度是检测器实际检测到的光线与使得输出改变的最小幅度的光线的比率。数据表里通常以幅值裕度对检测距离的曲线图来表示光电型传感器的幅值裕度或额外增益参数。注意,幅值裕度在传感器的检测范围内并不是常数,中间位置处有一个最高点。......
2025-09-29
在开坡口和角焊缝等情况下,通过摆动或旋转电弧所引起电弧电流或电压的变化,就可以得到电弧中心是否偏离焊缝中心线的信息。在等速送丝恒压外特性的MIG/MAG/CO2气体保护焊中,通过检测电弧电流的变化来获得偏离信号,在陡降外特性的TIG焊等工艺系统中,则是检测电弧电压的变化。也可通过检测焊接电流、电弧电压和焊接速度来计算焊枪的高度。电弧传感器的检测原理如图5-2-15所示。

图5-2-15 电弧传感器的检测原理
在V形坡口对接焊时,利用焊枪作横向摆动,由左右两边伸出长度的变化情况,可以求出焊缝左右和高低的跟踪信号。图5-2-16所示为焊枪对中情况示意图,在焊枪与坡口中心对中时,焊枪摆到左右两边的伸出长度相等,则IL=IR;当焊枪偏左时,则IL>IR;当焊枪偏右时,则IL<IR。利用IL、IR之和可判断焊枪的高低位置,若IL+IR=IG(IG为给定值),焊枪位置适中;如果IL+IR>IG,焊枪位置偏低;如果IL+IR>IG,焊枪位置偏高。
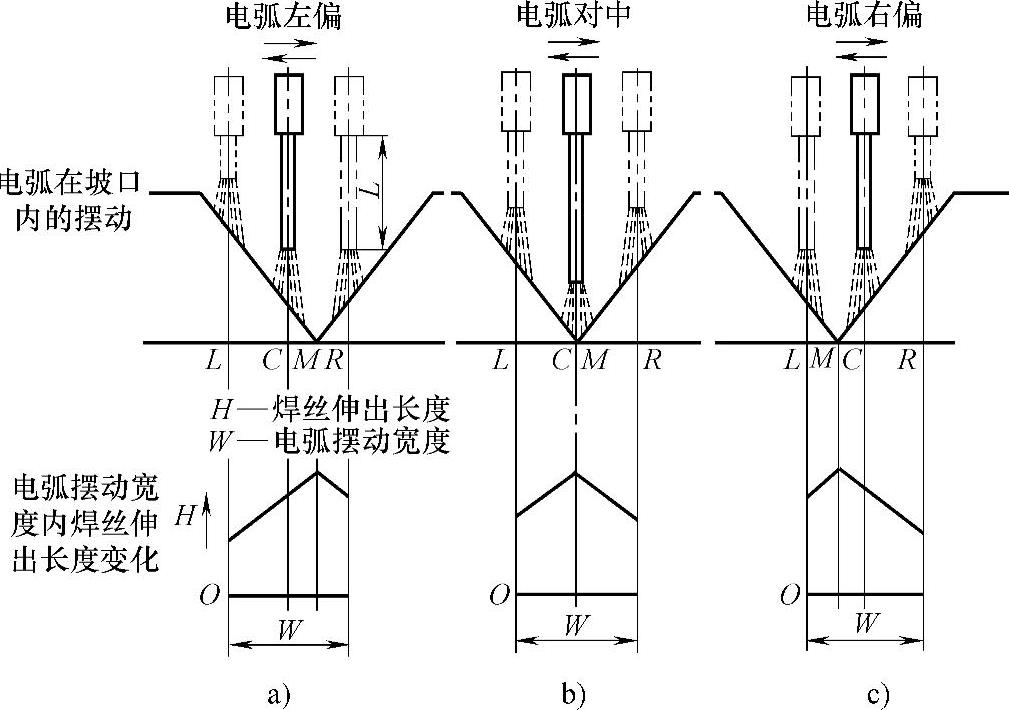
图5-2-16 焊枪对中情况示意图
a)偏左 b)对中 c)偏右(https://www.chuimin.cn)
摆动扫描电弧传感器的横向摆动是靠机械机构来实现的,摆动频率受到机械机构的限制,一般都在10Hz以下,摆动幅度为2~10mm。旋转电弧传感器的工作原理与摆动电弧传感器的工作原理基本相同,由于旋转机构容易实现较高速度的旋转运动,所以旋转电弧传感器的频率可以达到10~100Hz。
电弧传感器焊缝跟踪的特点如下:
1)电弧自身就是传感器,使得焊枪结构简单紧凑,焊接可达性好。
2)电弧偏差信息获取速度快,可进行实时焊缝跟踪控制。
3)不受弧光、电弧热、磁场、飞溅、变形等因素的干扰。
4)可适应的焊接接头有V形坡口焊缝、角焊缝、船形焊缝、搭接焊缝等,跟踪精度为0.2~1mm。
相关文章

表3-6比较光电型传感器的输出器件续表6.幅值裕度幅值裕度也称为工作幅值裕度或额外增益,是光电型传感器中很重要的一个概念。幅值裕度是检测器实际检测到的光线与使得输出改变的最小幅度的光线的比率。数据表里通常以幅值裕度对检测距离的曲线图来表示光电型传感器的幅值裕度或额外增益参数。注意,幅值裕度在传感器的检测范围内并不是常数,中间位置处有一个最高点。......
2025-09-29

焊条电弧焊是以焊条作为电极和填充金属,用手工操纵焊条进行焊接的电弧焊方法。焊条药皮在电弧热的作用下产生气体和液态熔渣,起隔绝大气和保护液体金属的作用。焊条电弧焊方法原理示意图如图1-3-1所示。......
2025-09-29

电涡流传感器的传感元件是一个线圈,又称为电涡流探头。因而,在电涡流传感器的使用中,必须考虑被测体的材料和几何形状、尺寸等因素对被测量的影响。一般涡流传感器,涡流影响范围约为传感器线圈直径的3倍。在检测领域,电涡流传感器的用途就更多了。图3-22探雷下面介绍电涡流传感器的几种典型应用,如位移测量、振动测量、转速测量、电涡流表面探伤。......
2025-09-29

齿轮液压马达图3.2齿轮马达工作原理图齿轮液压马达的工作原理如图3.2 所示,图中P 点为两齿轮的啮合点。图3.3双作用叶片式液压马达工作原理图压力油从进油口进入叶片之间,位于进油腔的叶片有3、4、5 和7、8、1 两组。图3.4 为双作用叶片式液压马达的实际结构。图3.6 为斜盘式轴向柱塞液压马达的工作原理图。对轴向柱塞马达,改变斜盘倾角γ 的大小,就可调节液压马达的转速。......
2025-09-29
电容式传感器的工作原理可以从图2-16所示的平板式电容器中得到说明。固定3个参量中的任意2个,可做成3种类型的电容传感器。图2-18所示为变极距型电容式传感器结构原理图。电容式传感器的灵敏度用S表示,其计算公式为电容C与间隙δ之间的变化特性如图2-19所示。于是传感器总的电容量C应等于两个电容C1和C2的并联之和,即3.变介电常数型电容式传感器变介电常数型电容式传感器的结构原理如图2-20所示。......
2025-09-29
埋弧焊时,焊丝通过导电嘴穿过覆盖在待焊区表面的颗粒状焊剂层,与母材之间产生电弧。埋弧焊的过程原理如图1-4-1所示。半自动埋弧焊的焊丝送进由机械完成,而电弧的移动则由手持焊枪移动完成,很少使用。......
2025-09-29

为了保证埋弧焊过程的稳定性,必须采用调节系统来消除或减弱干扰的影响,才能维持焊接电弧的稳定燃烧,控制焊缝熔深和熔宽在允许的公差范围内。在埋弧焊生产中有两种自动调节方法,一种是利用等速送丝系统的电弧自身调节作用,通过改变焊丝熔化速度进行调节。......
2025-09-29

相关推荐