图5-5为气体渗碳装置示意图。表5-3常用渗碳剂的碳氧原子比、碳当量及产气量生成的气体成分稳定:这主要指气体中CO与H2的成分要稳定,以便于对碳势进行控制。2)气体渗碳常用渗碳剂及特性目前,生产中广泛应用的气体渗碳方式主要有滴注式、吸热式和氮基气氛三种,表5-4给出了这三种气体渗碳常用渗碳剂的成分及特点。......
2025-09-29
1.低碳钢的凸焊
低碳钢的凸焊应用最广泛,凸点形状为圆球形或圆锥形。这里应注意两点:凸点通常应冲制在较厚的板上;厚度小于0.25mm的薄钢板凸焊不被推荐,因凸点易提前压溃,不如点焊适用。低碳钢凸焊参数的选择见表2-2-19~表2-2-24。
表2-2-19 低碳钢薄板凸焊的焊接参数
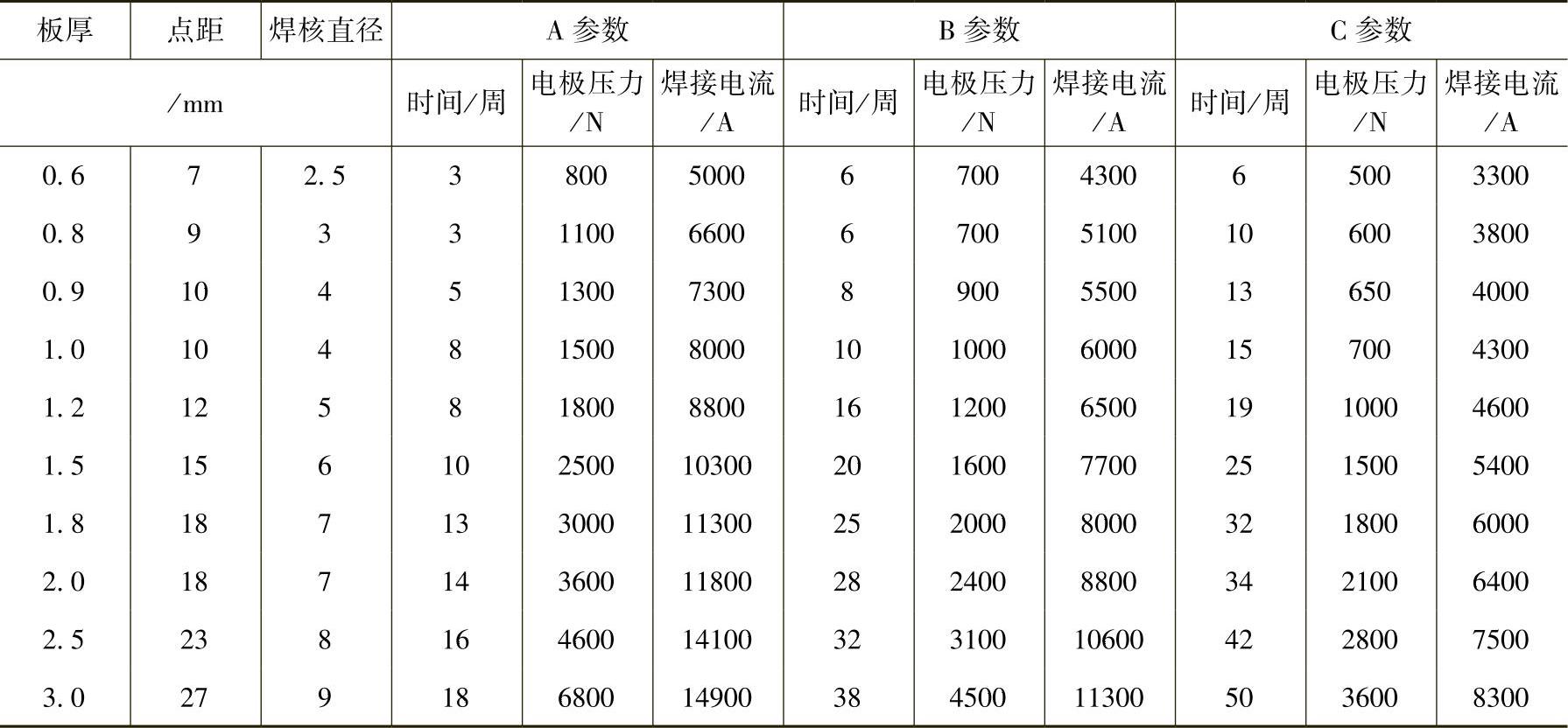
注:1.A参数用于单个凸点或者凸点间距大于表中数值1.5~2.0倍情况。
2.B参数用于2个凸点的情况。
3.C参数用于多个凸点,且点距较小的情况。
4.表中焊接电流、电极压力均指每个凸点的数值。
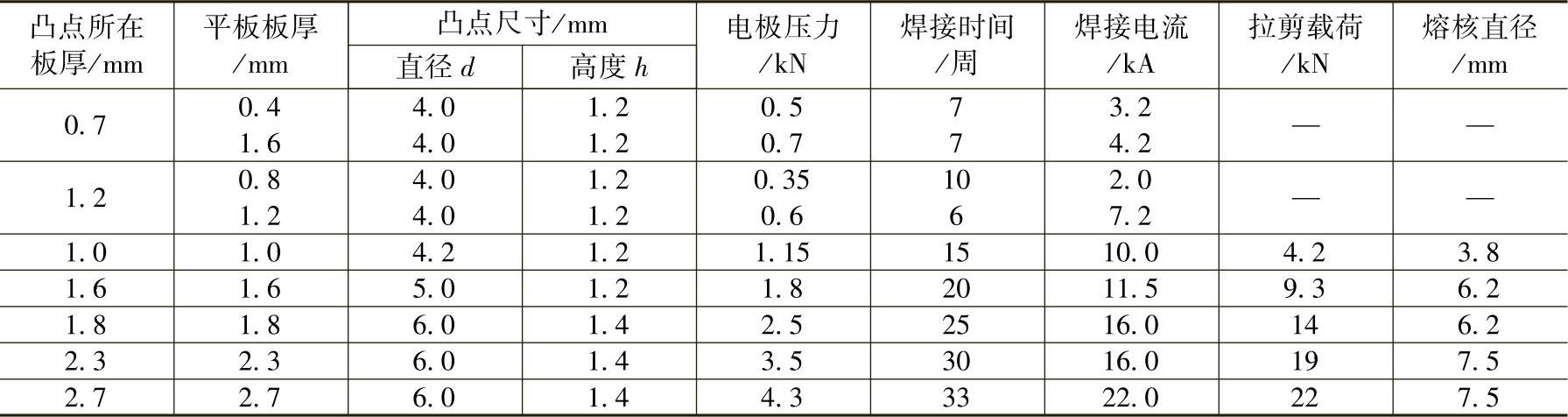
表2-2-20 低碳钢厚板单点凸焊的焊接参数
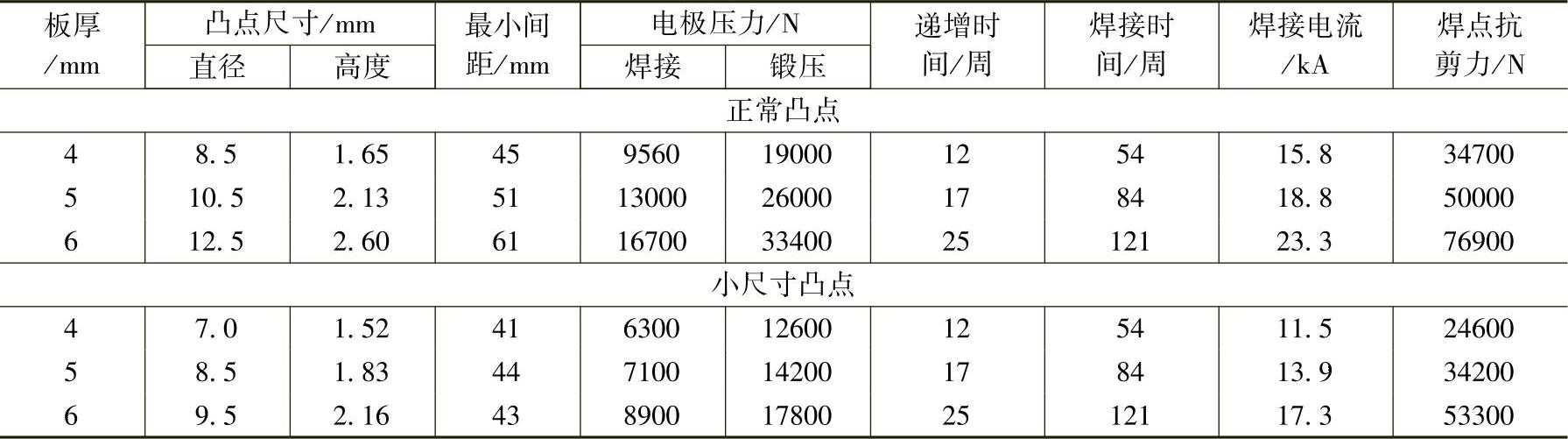
注:1.本表为单点凸焊的焊接参数。
2.不同厚度的板组对时,参数应按较薄的一面选,但凸点应尽可能加工在厚板上。
3.正常凸点用于单点凸焊,小尺寸凸点用于多点凸焊。
4.焊接电流应选用缓升或直流波形,厚板时应加大锻压力。
表2-2-21 焊接螺母凸焊的焊接参数

表2-2-22 低碳钢丝交叉接头凸焊的焊接参数
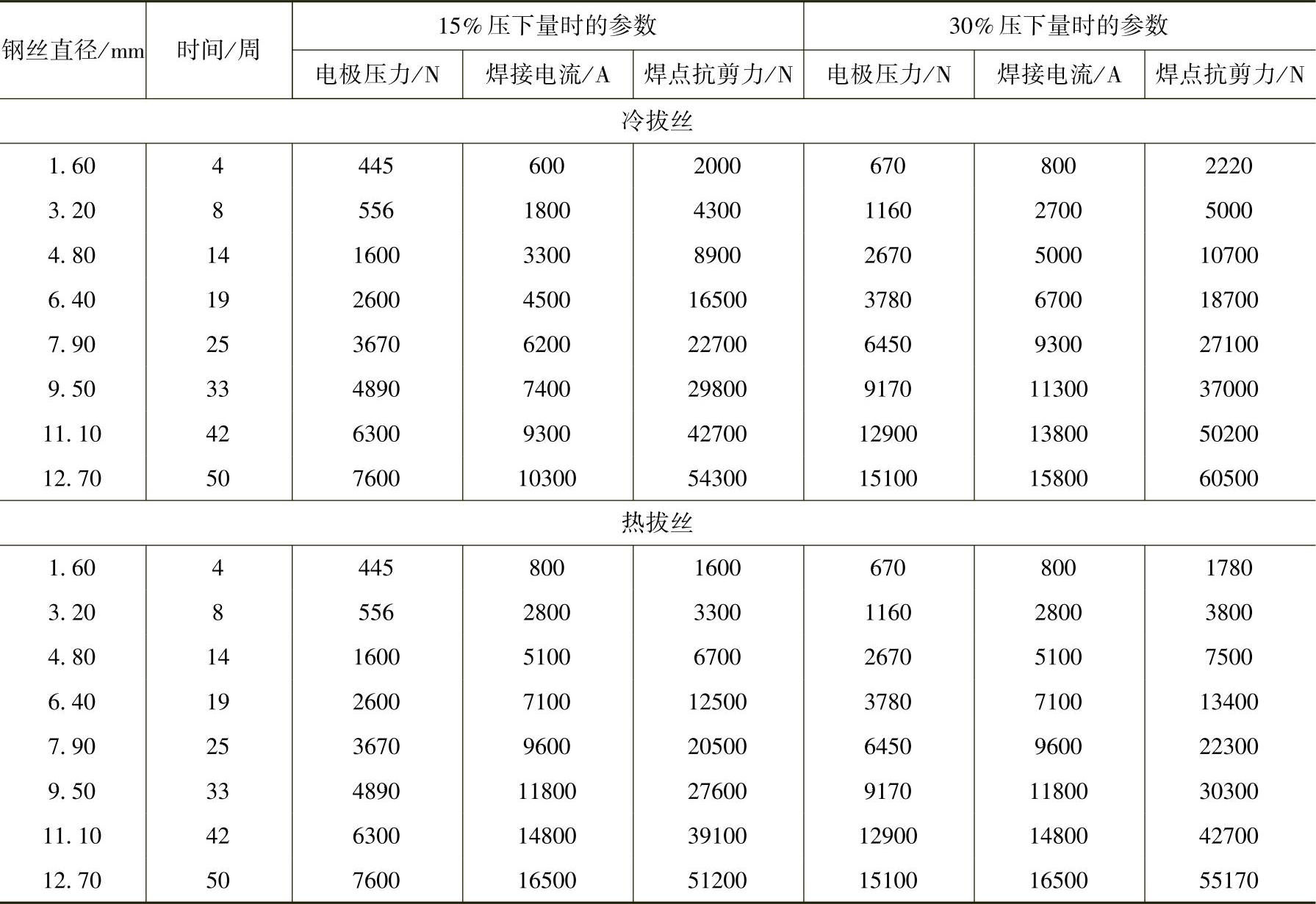
注:压下量指电阻焊中一根钢丝压入另一根钢丝的数量。
表2-2-23 管子十字形交叉凸焊的焊接参数(https://www.chuimin.cn)
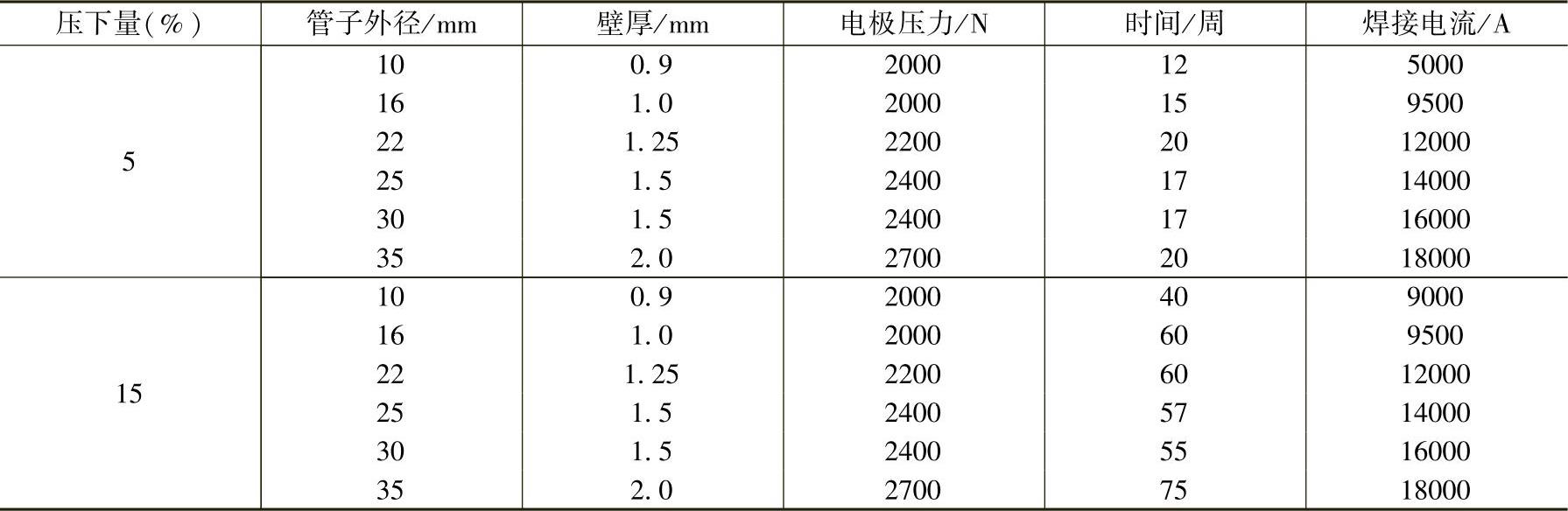
表2-2-24 管子T形接头凸焊的焊接参数

2.镀层钢板的凸焊
金属镀层有Zn、Pb、Al、Cu、Ni等,遇到最多的是镀锌钢板或镀锌件,由于凸点的存在和采用平电极,镀层板的凸焊比点焊容易得多。镀锌钢板凸焊焊接参数的选择见表2-2-25。
表2-2-25 镀锌钢板凸焊焊接参数
3.贴塑钢板的凸焊
这种钢板的一面因有绝缘的聚氯乙烯塑料层只能单面单点或单面双点凸焊。焊接时采用硬规范,为了使贴塑面不产生明显压痕,可采用与贴塑面钢板相同花纹的钢板作垫板,凸点采用圆球形,当特别要求强度高时可采用图2-2-25所示的环形凸点(其中C形结构最优)。
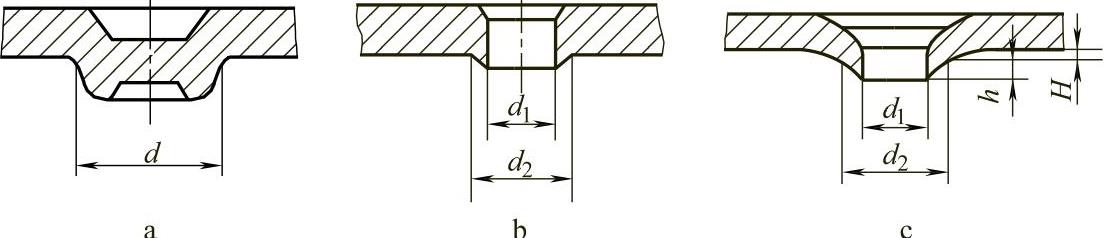
图2-2-25 贴塑钢板使用的环形凸点
贴塑钢板凸焊参数选择见表2-2-26和表2-2-27。
表2-2-26 贴塑钢板圆球形凸点凸焊的焊接参数
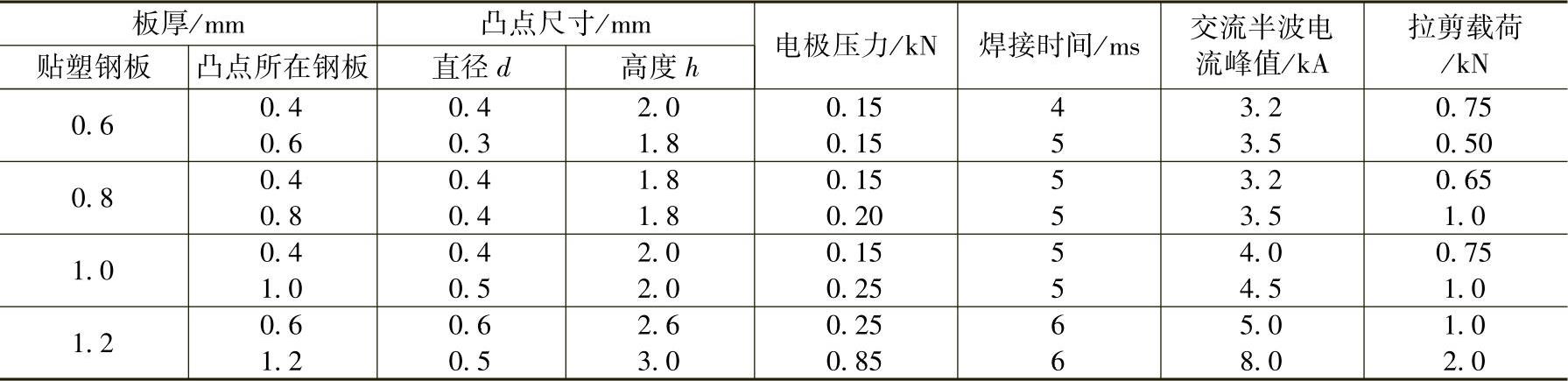
表2-2-27 贴塑钢板环形凸点的凸焊焊接参数
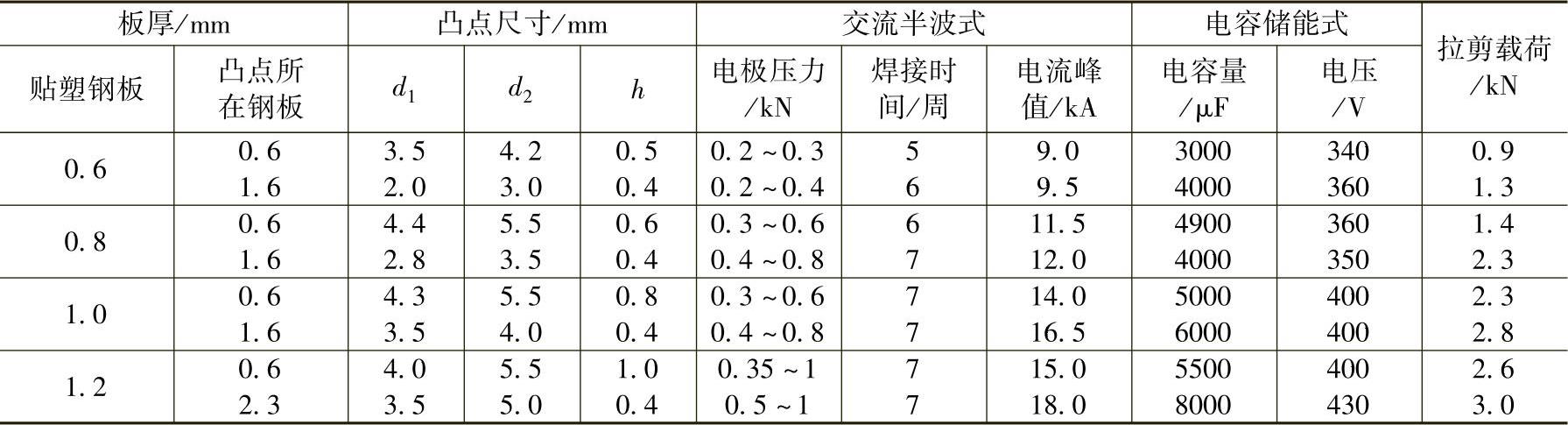
注:表中d1、d2、h均为图2-2-25b、c的凸点尺寸。
可淬硬钢很少凸焊,但有时会进行线材交叉焊,由于接头会淬硬,必须进行电极间回火热处理;铝合金也很少采用凸焊,仅有时用于螺钉、螺母的凸焊等,这里不作介绍。
相关文章

图5-5为气体渗碳装置示意图。表5-3常用渗碳剂的碳氧原子比、碳当量及产气量生成的气体成分稳定:这主要指气体中CO与H2的成分要稳定,以便于对碳势进行控制。2)气体渗碳常用渗碳剂及特性目前,生产中广泛应用的气体渗碳方式主要有滴注式、吸热式和氮基气氛三种,表5-4给出了这三种气体渗碳常用渗碳剂的成分及特点。......
2025-09-29

普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2025-09-29

TIG焊工作原理示意图如图1-6-1所示。钨在高温下强度高而热应力小,具有良好的高温使用性能,可长时间在高温状态下工作,维持了恒定的电弧长度,保持焊接电流不变。用于TIG焊的惰性保护气体通常有氩气,有时也用氦气或氩与氦的混合气体。图1-6-1 TIG焊工作原理示意图1—焊件 2—填充焊丝 3—惰性气体 4—喷嘴 5—电极夹 6—钨极 7—电弧 8—熔池 9—焊缝TIG焊时,根据焊件坡口形式及接头性能的需要,可以填充焊丝也可以不填充焊丝。......
2025-09-29

图1-7-14 穿孔型等离子弧焊利用等离子弧能量密度和等离子流力大的特点,可在适当参数条件下实现熔化穿孔型焊接,称为穿孔型等离子弧焊,也叫做小孔型或者穿透型等离子弧焊接,它的原理如图1-7-14所示。一般大电流等离子弧焊大都采用这种方法。由于等离子弧的能量密度难以进一步提高,因此穿孔型等离子弧焊只能在有限板厚内进行。穿孔等离子弧焊的焊接参数主要有喷嘴结构和孔径、离子气流量、焊接电流、焊接速度、喷嘴高度以及保护气流量等。......
2025-09-29
利用焊接方法修复失效零件的技术称为焊接修复技术。表6.4常用堆焊合金堆焊合金为了满足零件性能方面的要求,堆焊修复首先要选用合适的堆焊层合金。表6.4列出了我国常用堆焊合金的主要特点及用途,供使用时参考。表6.4常用堆焊合金续表续表堆焊层的切削加工采用堆焊方法使机械零件修复表面获得耐磨性修补层之后,往往还需要经过切削加工,以达到零件的精度要求。......
2025-09-29

表5-1 常用的位逻辑指令1.基本逻辑指令常开触点对应的存储器地址位为1状态时,该触点闭合。当I0.2=1,I0.3=1时,Q4.0~Q4.7被复位为零。图5-4 置位域复位域指令图5-5 触发器的置位复位指令触发器指令上的M0.0和M0.1称为标志位,R、S输入端首先对标志位进行复位和置位,然后再将标志位的状态送到输出端。编写程序如图5-12所示,其中M1.5为CPU时钟存储器MB1的第5位,其时钟频率为1 Hz。......
2025-09-29

相关推荐