
表1-8-2列出部分国产电弧螺柱焊机及其技术数据。如图1-8-33所示为手提式电容放电螺柱焊设备示意图。......
2025-09-29
1.接头质量检验
螺柱焊接头的质量检验方法通过外观检验、金相检验和力学性能试验等措施进行接头的质量检验。
(1)外观检验 只有钢制螺柱的电弧螺柱焊的接头可以进行外观检验,主要检查其端部焊缝的连续性、均匀性与熔合情况以判断焊缝是否有缺陷,电弧螺柱焊容易出现的问题有螺柱未插入熔池而悬空、热量不足、过热、磁偏吹、螺柱不垂直于工件等。
对电容放电螺柱焊及短周期螺柱焊接头外观检验几乎没有意义,因为熔池极浅,接头是塑性连接,没有重结晶的焊缝。但是,这种方法有特殊使用要求的要进行外观检查,其特殊要求是:不锈钢薄板螺柱焊时不锈钢背面的烧痕是否明显影响其装饰性能,低碳钢、不锈钢及铝合金薄板焊点背后凸痕是否符合使用条件,通过调整焊接参数解决,如减小焊接时间、增大焊接电流等。
(2)金相组织分析 只有电弧螺柱焊焊接接头有必要进行宏观接头金相组织分析,以检查熔合情况及裂纹等缺陷。对电容放电及短周期螺柱焊没有必要。
(3)力学性能试验 是否进行力学性能试验要根据使用条件而定。力学性能试验应当在焊接生产前的工艺评定试样上进行,以确定最佳焊接工艺,同时也在生产现场随机抽查进行。所采用的力学性能试验方法有现场锤击、现场弯曲试验及接头拉伸和扭转试验。对电容放电螺柱焊及短周期螺柱焊一般只进行锤击试验与弯曲试验,因为都不是承载接头。有些炉窑或锅炉制造中仅用螺柱固定保温材料,则任何力学试验都不用进行。弯曲试验是自制套筒插到接头的螺柱上进行弯曲,钢螺柱弯曲75°,铝合金螺柱弯曲15°,肉眼观察无开裂即为合格。锤击也是未出现可见开裂为合格。扭转试验用扭矩扳手加预定载荷,可测定是否达到了强度要求。这些要求是产品技术条件所规定或企业质量管理规范中所规定的。
2.焊接专用螺柱
螺柱焊专用螺柱几乎可以是任何形状的冲压件,如圆柱状(带螺纹或不带螺纹)、方形、矩形、锥形等,但它必须适合于装夹,而且焊接端必须是圆形的。螺柱的直径为1.6~13mm,但多在3~10mm范围内。(https://www.chuimin.cn)
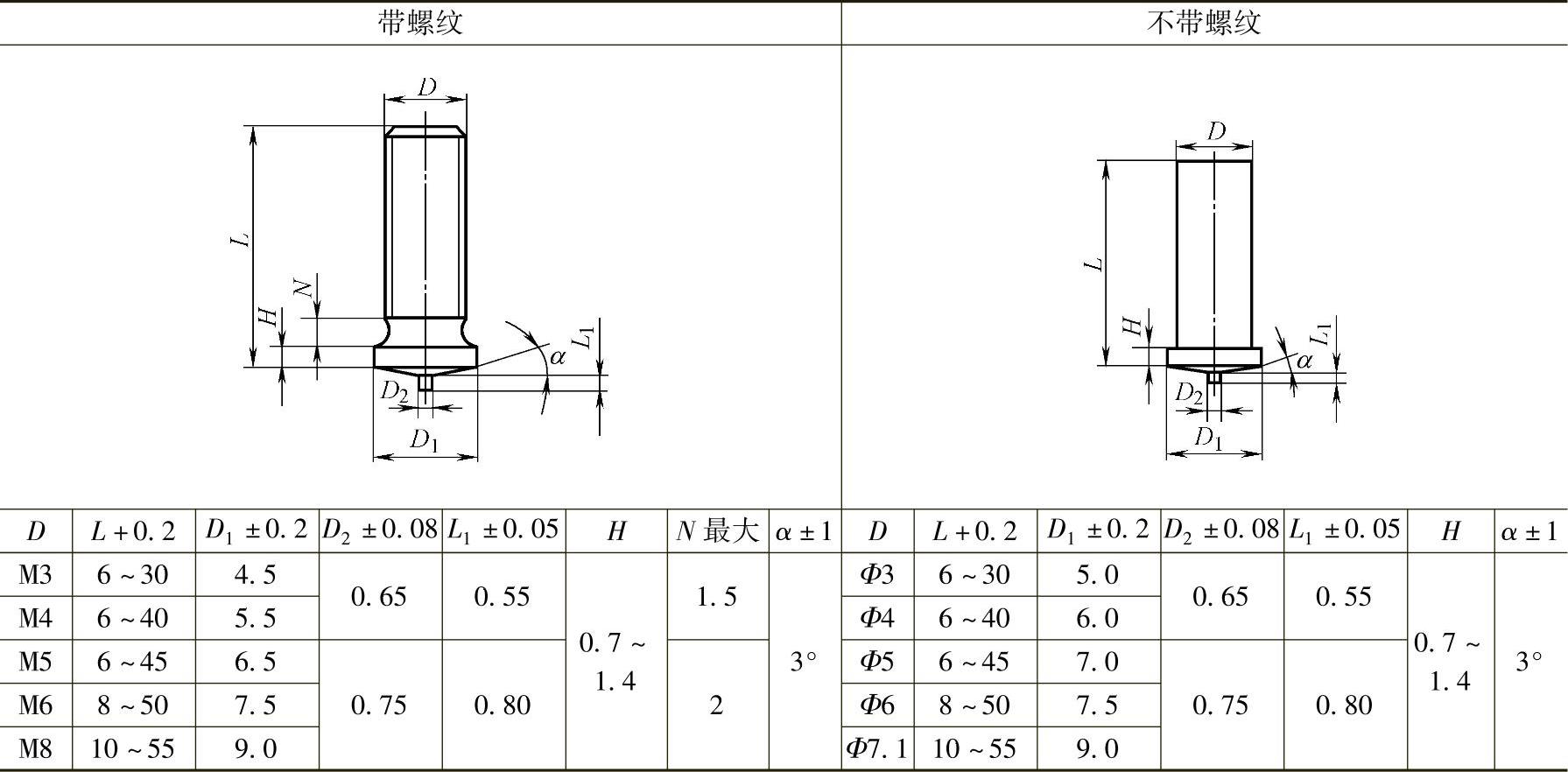
对预接触式和预留间隙式电容放电螺柱焊螺柱,需在焊接端设计尖顶或有一个小凸台。标准的凸台为圆柱形,一些特定用途,采用圆锥形。焊接端略呈锥形是为了便于排出焊接过程中产生的膨胀气体。通常焊接端底部直径比螺柱体大,一般设计成凸缘。这样焊缝的面积大于螺柱的横截面积,以保证接头强度等于或大于螺柱的强度。为了提高生产效率,螺柱的形状和尺寸应尽量规格化和标准化,表1-8-7推荐了两种螺柱的形状和尺寸。
表1-8-7 推荐的螺柱形状和尺寸 (单位:mm)
拉弧式电容放电螺柱焊用的螺柱焊端不需设计成尖顶或凸台,但需加工成锥形或略呈球面形,这样电弧在螺柱中心部位引燃。其底部也设计成带肩(凸缘)的形状。与电弧螺柱焊相比,电容放电螺柱焊的螺柱熔耗量很小,通常在0.2~0.4mm范围。熔化所产生的缩短量几乎可忽略。
电弧螺柱焊用的螺柱的长度必须考虑焊接过程产生的缩短量。因为焊接时螺柱和母材金属熔化,随后熔化金属从接头处被挤出,所以螺柱总长度要缩短。表1-8-8给出了电弧螺柱焊时螺柱缩短量的典型值。
表1-8-8 螺柱缩短量典型值

相关文章

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2025-09-29

(一)埋弧焊的焊接参数埋弧焊工艺参数有焊前准备、焊接电源种类和极性、焊接电流、电弧电压、焊接速度、焊丝和焊剂的成分与配合、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂颗粒、焊剂散堆高度和多丝焊的丝间距等。其中焊接材料的选用参见第四章,本节将重点介绍单丝埋弧焊工艺参数的选择及焊接操作技术。环缝埋弧焊时,为获得良好的成形焊道焊丝应逆焊件旋转方向移适当距离,使熔池凝固时刚好在水平位置。......
2025-09-29

在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2025-09-29
埋弧焊焊丝有碳钢、低合金钢、特殊合金钢、不锈钢以及镍、铜合金等品种,焊丝的选用根据所焊金属的类别及对焊接接头性能的要求,并与适当的焊剂配合使用。目前我国关于埋弧焊焊丝和焊剂的国家标准有GB/T5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB/T12470—2003《埋弧焊用低合金钢焊丝和焊剂》和GB/T17854—1999《埋弧焊用不锈钢焊丝和焊剂》。三个标准均将焊丝和焊剂放在同一个标准中进行组合编制。常用埋弧焊焊丝直径有2.5mm、3.2mm、4mm、5mm、6mm。......
2025-09-29

图8-20 弧柱中气流场与电磁场之间的相互作用过程为了简化开关电弧中的复杂物理化学过程,忽略电弧与电极之间的相互作用,而仅对与电弧特性及开断性能关系更为密切的弧柱部分进行分析。基于以上的假设,可以用Navier-Stokes控制方程来描述电弧等离子体运动的质量、动量及能量守恒过程,用Maxwell方程来描述其中的电磁过程。值得指出的是,空气开关电弧是电磁场和气流场耦合作用下的物理系统,因此上述磁流体动力学基本方程组必须同步耦合求解。......
2025-09-29
接线柱是最基本的接头。自人类利用电能以来,接线柱一直存在于我们的日常生活中。接线柱可能不是位居第一的导体连接方法,但其性能最为可靠。图6-1所示为一种基本的接线柱装置。图6-4所示为一种典型的螺栓锁紧接线柱。其中螺母是绝缘的,并且接线柱的顶部带有一个标准香蕉插座。永久性连接可以用一个导线接线片或者焊接接线柱制成。这种装置价位非常低廉,是首选的接线柱连接方式。......
2025-09-29

低碳钢焊材一般根据焊缝金属与母材同等强度的原则进行选择。(一)焊条选用低碳钢焊条选用:一是根据焊缝金属强度与母材同等强度的原则选用焊条;二是根据接头形式、板厚和焊接位置等选择焊条。(二)埋弧焊焊丝和焊剂选用低碳钢埋弧焊时,由于母材中合金成分不多,故既可采用焊丝渗合金,也可采用焊剂渗合金。......
2025-09-29
相关推荐