铸钢件焊接或补焊所用的焊接材料主要包括焊条、焊丝等。焊接材料的选择和使用得正确与否,对铸钢件焊接过程的稳定和获得满足产品的技术条件及使用要求起着决定性作用。因此,综合考虑,选择焊接材料的一般原则有以下几点:1)当母材化学成分中碳或硫、磷等有害杂质含量较高时,应选择抗裂性和抗气孔能力较高的焊材。......
2023-06-28
低碳钢焊材一般根据焊缝金属与母材同等强度的原则进行选择。各种焊材用于承压设备时订货技术条件还需满足NB/T 47018。
(一)焊条选用
低碳钢焊条选用:一是根据焊缝金属强度与母材同等强度的原则选用焊条;二是根据接头形式、板厚和焊接位置等选择焊条。随着母材厚度的增大,焊接接头的冷却速度加快,促使焊缝金属硬化,接头内残余应力增大,因此当厚度增大时,在同等强度等级中应选用抗裂性能好的焊条,如低氢型焊条等。
焊接接头形式或焊接位置的不同,焊条的选用也有所不同。平板对接焊或角焊缝船形焊时可参照板厚选用焊条;平角焊时,可根据焊脚尺寸来选用焊条,若焊脚的尺寸较大,应选用抗裂性能较好、焊条直径较大的焊条;立、横、仰焊焊接位置时,应选用全位置焊接适用性较好、焊条直径较小的焊条;向下立焊时,应选用专用的向下立焊条;当背面不能进行焊接而又需打底焊时,最好选用专用的底层焊条。
低碳钢焊条标准有GB/T 5117—2012《非合金钢及细晶粒钢焊条》中E43××系列的焊条E43××系列的焊条熔敷金属的抗拉强度国家标准是不小于420MPa,NB/T 47018.2—2011规定了上限是540MPa,其强度等级与低碳钢相配。焊条的选用可参考本书第二章第二节及表4-1。
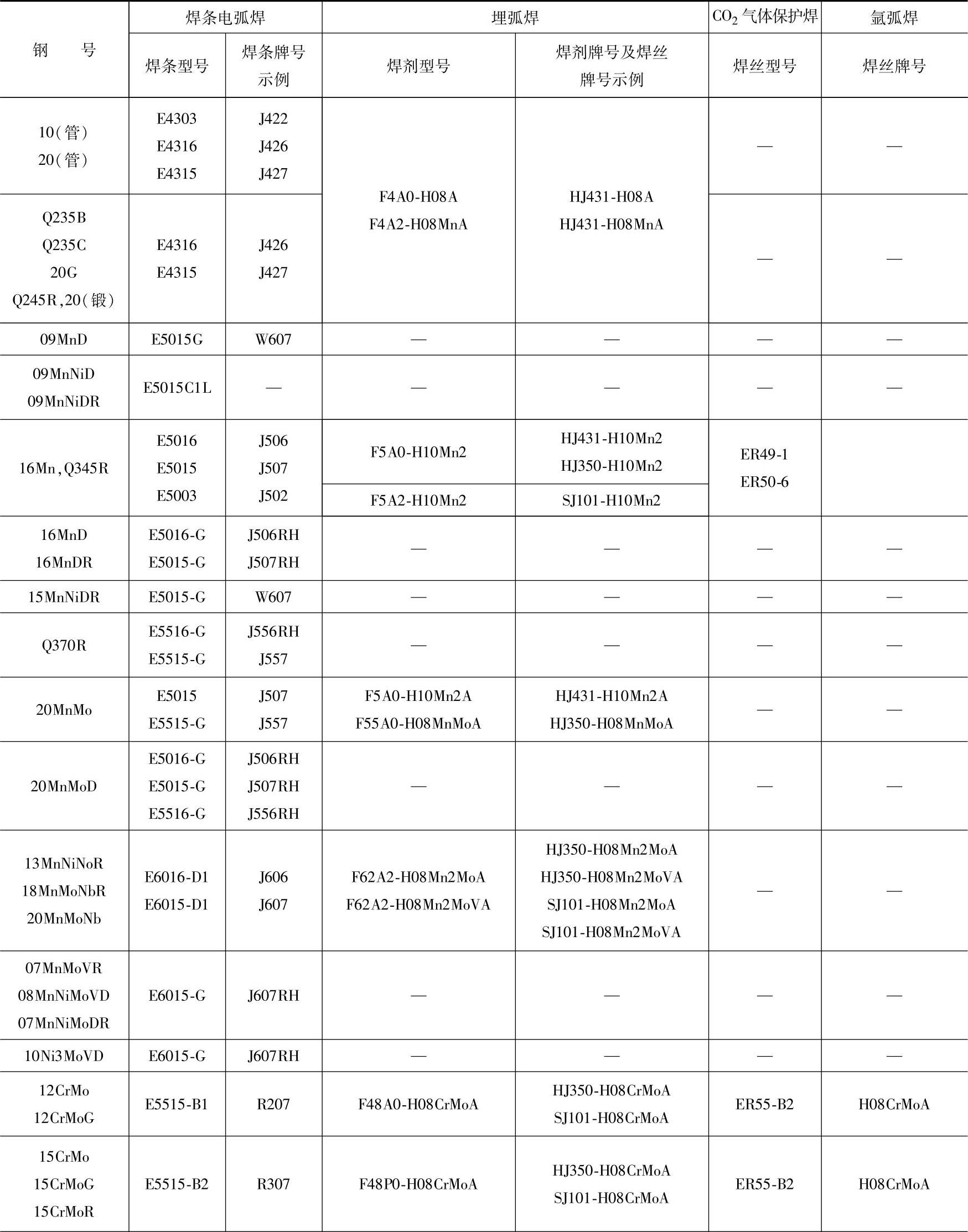
表4-1 常用钢号推荐选用的焊接材料
(续)

注:焊条型号是引用GB/T 5117—1995、GB/T 5118—1995、GB/T 983—1995中的型号,新旧标准的型号对比可参考第二章第二节。
(二)埋弧焊焊丝和焊剂选用
低碳钢埋弧焊时,由于母材中合金成分不多,故既可采用焊丝渗合金,也可采用焊剂渗合金。通过焊剂向焊缝中过渡锰,有利于改善焊缝的抗热裂纹能力和抗气孔性能,通过焊丝向焊缝过渡锰时,有利于提高焊缝的低温韧性。
1.焊丝
应选用与母材强度相匹配的焊丝,如H08A或H08E焊丝即可满足强度要求。但对于大厚度的对接焊缝或焊缝金属要经超过上临界转变温度焊后热处理时,其埋弧焊焊丝应考虑选择H08MnA,甚至H10Mn2焊丝。
2.焊剂
焊剂要和焊丝匹配选用,低碳钢埋弧焊一般选用实芯焊丝H08A或H08E,它们与高锰高硅低氟的熔炼焊剂HJ431配合,应用较广。焊接时,焊剂中的MnO和SiO2在高温下与铁反应,锰与硅得以还原,过渡到焊接熔池。熔池冷却时,锰和硅既成为脱氧剂,使焊缝脱氧,同时又可有足够的数量留下来,成为合金剂,保证焊缝的力学性能。注意:如果选用的焊剂为无锰、低锰或中锰型,则焊丝应选用H08MnA或其他合金钢焊丝(如H10Mn2),以保证焊缝力学性能。
近年来,大力推广使用烧结焊剂,如SJ101,烧结焊剂的单价比熔炼焊剂高,但由于其密度轻,综合成本还是适宜的,且其工艺性能优良。
低碳钢埋弧焊用焊丝焊剂标准有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》,F4××-H×××系列抗拉强度是415~550MPa,NB/T 47018.2—2011中规定上限是535MPa,总之其强度等级与低碳钢相配。焊丝的选用可参考本书第二章第二节及表4-1。
(三)气体保护焊焊丝及气体
首先要满足焊缝金属与母材同等强度,焊缝金属化学成分与母材的一致性则放在次要。当焊缝金属强度超过母材过多时,可能引起焊接接头塑性和韧性下降。
对于常用的CO2气体保护焊,一般用H08MnSi,但由于在实际应用中较难采购到该焊丝,故大多数还使用ER49-1(抗拉强度≥490MPa)。低碳钢氩弧焊时,经常选用H10Mn2或H10MnSi焊丝,使用H08Mn2SiA焊丝也可满足焊接要求,只是其焊缝金属强度较高,如选用H08MnA焊丝进行氩弧焊时,则易产生焊接气孔。
碳钢实芯焊丝标准有GB/T 8110—2008《气体保护电弧焊用碳钢、低合金钢焊丝》,GB/T 14957—1994《熔化焊用钢丝》。药芯焊丝标准有GB/T 10045—2001《碳钢药芯焊丝》。保护气体按焊丝标准或焊丝厂家质保书提供的匹配气体选择,自保护药芯焊丝不需要保护气体。焊丝的选用具体可参考本书第二章第二节及表4-1。
有关特种设备焊工考试实用培训教材的文章

铸钢件焊接或补焊所用的焊接材料主要包括焊条、焊丝等。焊接材料的选择和使用得正确与否,对铸钢件焊接过程的稳定和获得满足产品的技术条件及使用要求起着决定性作用。因此,综合考虑,选择焊接材料的一般原则有以下几点:1)当母材化学成分中碳或硫、磷等有害杂质含量较高时,应选择抗裂性和抗气孔能力较高的焊材。......
2023-06-28

根据外特性曲线的形状,埋弧焊电源有下降特性和平特性两种。交流弧焊电源在单丝大电流埋弧焊或多丝串列电弧埋弧焊中均适用。用于交流埋弧焊的弧焊变压器,要求其电流接近正弦波形,电压接近矩形波形。交流弧焊电源具有下降特性。埋弧焊电源选择必须考虑焊丝直径的粗细、自动送丝方式和焊接电流大小这三个因素。......
2023-06-25

埋弧焊7.2.2.1埋弧焊设备与焊接材料的选用1. 埋弧焊的设备埋弧焊的动作程序和焊接过程弧长的调节都是由电气控制系统来完成的。......
2023-06-24
考生应熟练掌握有关焊接材料的组成、分类及选用原则。知识要点集成表1-6焊接材料续表1-6经典考题剖析一、2020年考题酸性焊条具有的特点为()。碱性焊条的熔渣脱氧较完全,又能有效地消除焊缝金属中的硫,合金元素烧损少,所以焊缝金属的力学性能和抗裂性均较好,可用于合金钢和重要碳钢结构的焊接。......
2023-10-08

选择模具材料强化方法的基本原则为:1)提高模具表面的耐磨性。常见模具渗氮和氮碳共渗的工艺规范见表8-8。表8-8常见模具渗氮和氮碳共渗的工艺规范另外除上述常见的一般渗氮方法外,目前有真空渗氮、高频感应加热气体渗氮、电解气相渗氮、形变渗氮、激光渗氮、盐浴渗氮、弹性振荡渗氮、磁场渗氮、预氧化快速渗氮、高压渗氮、流态床渗氮以及强韧化渗氮等众多渗氮方法,可根据模具的具体工作条件和零件的精度要求来进行正确的选择。......
2023-08-18

特种设备用碳钢材料,主要限于低碳钢,含碳量小于0.3%,该类钢常见的钢板牌号主要有Q235系列、Q245R,钢管牌号有10、20,管线用钢有L175、L215等。低碳钢的含碳量低,合金元素如锰、硅含量少,不会因焊接而产生严重硬化组织。但在少数情况下,低碳钢的焊接性也会不好,焊接时出现困难。总之,低碳钢是最容易焊接的钢种,目前焊条电弧焊、埋弧焊、电渣焊、二氧化碳气保焊钨极氩弧焊、气焊等都是焊接低碳钢的成熟方法。......
2023-06-23

冲压模具种类多,形状结构差异性大,工作条件、使用性能要求不同,因此,对模具材料的选用比较复杂,不能简单地看重某一方面的需要,必须综合考虑才是合理选材。具体选材可按下列方法进行。综上所述,模具材料的选择应根据被加工工件的材料种类、尺寸和形状,模具受力情况,生产批量,复杂程度,精度要求及用途等因素,合理进行选材。......
2023-06-26
2)气硬性结合剂,与散状耐火材料混合成型后,在常温自然干燥条件下养护即可发生凝结与硬化。而碱性耐火材料则不能直接适用酸性结合剂,只能采用中性或碱性结合剂,若在还原性条件下使用,也可选用高残碳的有机类结合剂。......
2023-06-24
相关推荐