电流过大,LED会缩短寿命;电流过小,达不到所需光强。② 注意辨认各类LED引脚线的排列,以防极性装错。⑥ 安装时,LED的壳体不得与引脚相碰,要保证1mm左右的安全距离。图3-25 LED安装示例2.LED焊接技术与注意事项在焊接LED的过程中,应严格遵守以下操作要求。静电和电流的急剧升高将会对LED产生损害,因此必须做好静电防护工作。......
2025-09-29
1)钢结构工程焊接难度可根据表1-1分为A、B、C、D四个等级。钢材碳当量(CEV)应采用公式(1-1)[1]计①算。

注意:本公式适用于非调质钢。
表1-1 钢结构工程焊接难度等级
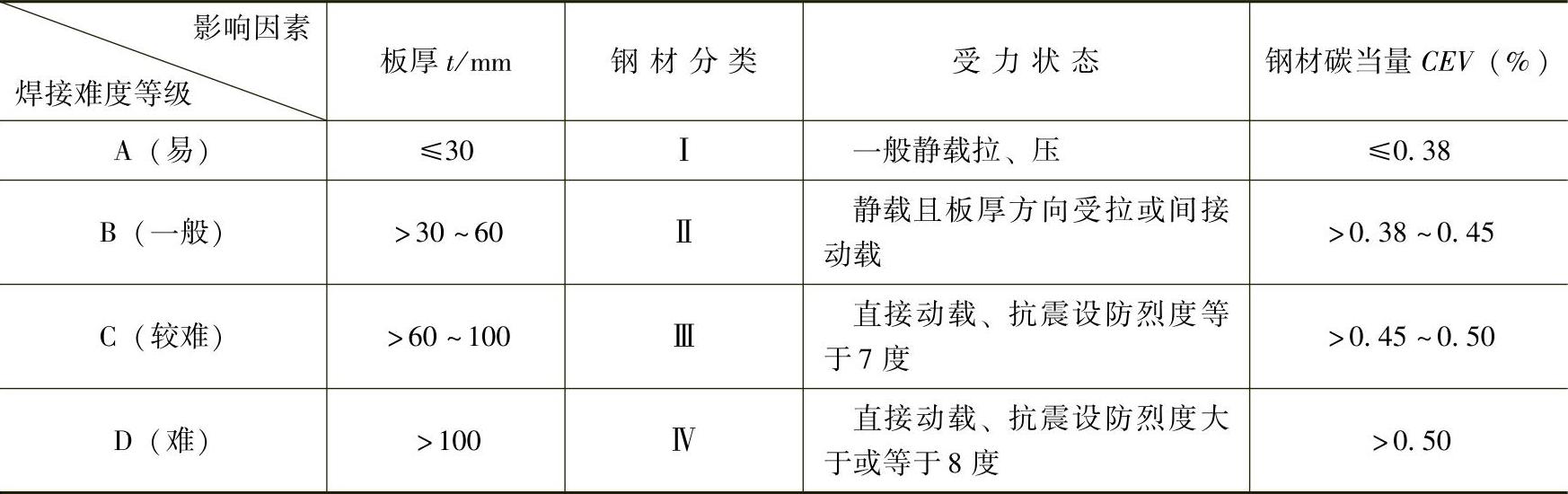
注:根据表中影响因素所处最难等级确定整体焊接难度。
2)钢结构焊接工程设计、施工单位应具备与工程结构类型相应的资质。
3)承担钢结构焊接工程的施工单位应符合下列规定:
①具有相应的焊接质量管理体系和技术标准。
②具有相应资格的焊接技术人员、焊接检验人员、无损检测人员、焊工、焊接热处理人员。
③具有与所承担的焊接工程相适应的焊接设备、检验和试验设备。
④检验仪器、仪表应经计量检定、校准合格且在有效期内。
⑤对承担焊接难度等级为C级和D级的施工单位,应具有焊接工艺实验室。
4)钢结构焊接工程相关人员的资格应符合以下规定:(https://www.chuimin.cn)
①焊接技术人员应接受过专门的焊接技术培训,且具有一年以上焊接生产或施工实践经验。
②焊接技术负责人除应满足①规定外,还应具有中级以上技术职称。承担焊接难度等级为C级和D级焊接工程的施工单位,其焊接技术负责人应具有高级技术职称。
③焊接检验人员应接受过专门的技术培训,有一定的焊接实践经验和技术水平,并具有检验人员上岗资格证。
④无损检测人员必须由专业机构考核合格,其资格证应在有效期内,并按考核合格项目及权限从事无损检测和审核工作。承担焊接难度等级为C级和D级焊接工程的无损检测审核人员应具备现行国家标准(GB/T 9445—2008)《无损检测人员资格鉴定与认证》中的3级资格要求。
⑤焊工应按所从事钢结构的钢材种类、焊接节点形式、焊接方法、焊接位置等要求进行技术资格考试,并取得相应的资格证书,其施焊范围不得超越资格证书的规定。
⑥焊接热处理人员应具备相应的专业技术。用电加热设备加热时,其操作人员应经过专业培训。
5)钢结构焊接工程相关人员的职责应符合下列规定:
①焊接技术人员负责组织进行焊接工艺评定,编制焊接工艺方案及技术措施和焊接作业指导书或焊接工艺卡,处理施工过程中的焊接技术问题。
②焊接检验人员负责对焊接作业进行全过程的检查和控制,出具检查报告。
③无损检测人员应按设计文件或相应规范规定的探伤方法及标准,对受检部位进行探伤,出具检测报告。
④焊工应按照焊接工艺文件的要求施焊。
⑤焊接热处理人员应按照热处理作业指导书及相应的操作规程进行作业。
6)钢结构焊接工程相关人员的安全、健康及作业环境应遵守国家现行安全健康相关标准的规定。
相关文章

电流过大,LED会缩短寿命;电流过小,达不到所需光强。② 注意辨认各类LED引脚线的排列,以防极性装错。⑥ 安装时,LED的壳体不得与引脚相碰,要保证1mm左右的安全距离。图3-25 LED安装示例2.LED焊接技术与注意事项在焊接LED的过程中,应严格遵守以下操作要求。静电和电流的急剧升高将会对LED产生损害,因此必须做好静电防护工作。......
2025-09-29

(一)奥氏体不锈钢的焊接工艺要点1)几乎所有的熔焊方法都适用于奥氏体不锈钢的焊接。对于纯奥氏体与超级奥氏体不锈钢,由于热裂纹敏感性较大,应严格控制热输入,防止焊缝晶粒严重长大与焊接热裂纹的发生。(三)铁素体不锈钢的焊接工艺要点常用焊接方法都可以适用于普通铁素体不锈钢的焊接,当使用同材质焊接材料时,需采取下列措施:1)预热:一般在100~150℃左右,当含铬量提高时,预热温度也相应提高。......
2025-09-29

特种设备用碳钢材料,主要限于低碳钢,含碳量小于0.3%,该类钢常见的钢板牌号主要有Q235系列、Q245R,钢管牌号有10、20,管线用钢有L175、L215等。低碳钢的含碳量低,合金元素如锰、硅含量少,不会因焊接而产生严重硬化组织。但在少数情况下,低碳钢的焊接性也会不好,焊接时出现困难。总之,低碳钢是最容易焊接的钢种,目前焊条电弧焊、埋弧焊、电渣焊、二氧化碳气保焊钨极氩弧焊、气焊等都是焊接低碳钢的成熟方法。......
2025-09-29

铝镁合金也仅可变形强化,与其他铝合金相比,铝镁合金具有中等强度,其延性、焊接性能、耐蚀性能良好。2)为保证焊缝金属的耐蚀性,母材为纯铝时,宜采用纯度不低于母材的焊丝;母材为铝镁合金或铝锰合金等耐蚀铝合金时,宜采用含镁量或含锰量不低于母材的焊丝。未强化的铝及铝合金的预热温度一般为100~150℃;经强化的铝合金,预热温度不应超过100℃。......
2025-09-29

1)焊接生产车间一般应根据生产的实际,将生产所需的焊接材料的品种、规格和数量等通知焊材库。焊材二级库的焊材不允许放置在烘箱外的任何地方。5)焊接材料发放时,管理员应进行核实,确认准确无误后方可发放。6)焊接材料发放中应先入库先发放,后入库后发放,避免焊接材料保存时间过长。返回次数应填写在焊接材料发放记录上。返回次数超过两次的焊条一般不许再用于特种设备受压元件的焊接。......
2025-09-29

NB/T47018.1~47018.7—2011《承压设备用焊接材料订货技术条件》,是根据承压设备对焊接材料的要求,在国家标准基础上增加、修改或补充条款而成,也有一部分是重新编写的,适用范围包括锅炉、压力容器、气瓶和压力管道。焊接材料用于承压设备时,应遵从NB/T47018的标准。......
2025-09-29

国家有关标准规定了以钢材焊接为主要制造手段的企业,为保证焊接产品质量而在技术装备、人员素质和技术管理等方面统一的基本要求。检查人员 企业应配有与制造产品相适应的检查人员,其中有无损检测人员及焊接质量检验人员、力学性能检验人员和化学分析人员等。焊接技术人员对工艺质量承担技术责任。2)焊工应当对违反工艺规程及操作不当的质量事故承担责任。检查人员应对由漏检或误检造成的质量事故承担责任。......
2025-09-29
相关推荐