建筑钢结构厚板焊接技术得到了很大发展,是一项方兴未艾的实用技术。国家体育场钢结构焊接工程采用了同原建筑钢结构焊接工程不完全一致的组合工艺,提高了焊接效率,保证了焊接质量,为厚板焊接技术提供了有益的借鉴经验。国家体育场“鸟巢”钢结构焊接工程高强厚钢板全部采用了多层多道错位焊接技术。......
2023-07-02
1.塞焊和槽焊焊缝
塞焊和槽焊焊缝的尺寸、间距、填焊高度应符合下列规定:
(1)塞焊和槽焊的有效面积应为贴合面上圆孔或长槽孔的标称面积。
(2)塞焊焊缝的最小中心间隔应为孔径的4倍,槽焊焊缝的纵向最小间距应为槽孔长度的2倍,垂直于槽孔长度方向的两排槽孔的最小间距应为槽孔宽度的4倍。
(3)塞焊孔的最小直径不得小于开孔板厚度加8mm,最大直径应为最小直径加3mm,或为开孔件厚度的2.25倍,并取两者中较大值。槽孔长度不应超过开孔件厚度的10倍,最小及最大槽宽规定与塞焊孔的最小及最大孔径规定相同。
(4)塞焊和槽焊的填焊高度:
1)当母材厚度等于或小于16mm时,应与母材厚度相同。
2)当母材厚度大于16mm时,不得小于母材厚度的一半,并不得小于16mm。
(5)塞焊焊缝和槽焊焊缝的尺寸应根据贴合面上承受的剪力计算确定。
2.角焊缝
(1)角焊缝宜沿长度方向布置,分为连续角焊缝和断续角焊缝两种形式。连续角焊缝的受力性能较好,应用较为广泛;断续角焊缝两端的应力集中较严重,一般只用在次要构件或次要焊缝连接中。如图3-5所示。

图3-5 角焊缝
a)连续角焊缝 b)断续角焊缝
t—较薄焊件厚度
(2)角焊缝的尺寸应符合下列规定:
1)角焊缝的最小计算长度应为其焊脚尺寸(hf)的8倍,且不得小于40mm;焊缝计算长度应为扣除引弧、收弧长度后的焊缝长度。
2)角焊缝的有效面积应为焊缝计算长度与计算厚度(he)的乘积。对任何方向的荷载,角焊缝上的应力应视为作用在这一有效面积上。
3)断续角焊缝焊段的最小长度应不小于最小计算长度。
4)断续角焊缝之间的净距不宜过大,以免连接不紧密,导致潮气侵入引起锈蚀,故一般应不大于15t(对受压构件)或30t(对受拉构件),t为较薄焊件厚度。
5)角焊缝最小焊脚尺寸宜按表3-10取值。
表3-10 角焊缝最小焊脚尺寸

①采用不预热的非低氢焊接方法进行焊接时,t等于焊接接头中较厚件厚度,应使用单道焊;采用预热的非低氢焊接方法或低氢焊接方法进行焊接时,t等于焊接接头中较薄件厚度。
②焊缝尺寸无需超过焊接接头中较薄件厚度的情况除外。
③承受动荷载的角焊缝最小焊脚尺寸为5mm。
6)当被焊构件中较薄板厚度≥25mm时,宜采用局部开坡口的角焊缝。
(3)采用角焊缝焊接接头,不宜将厚板焊接到较薄板上。
3.搭接接头角焊缝
搭接接头角焊缝的尺寸及布置应符合下列规定:
(1)传递轴向力的部件,其搭接接头最小搭接长度应为较薄件厚度的5倍,且不小于25mm(图3-6)。并应施焊纵向或横向双角焊缝。
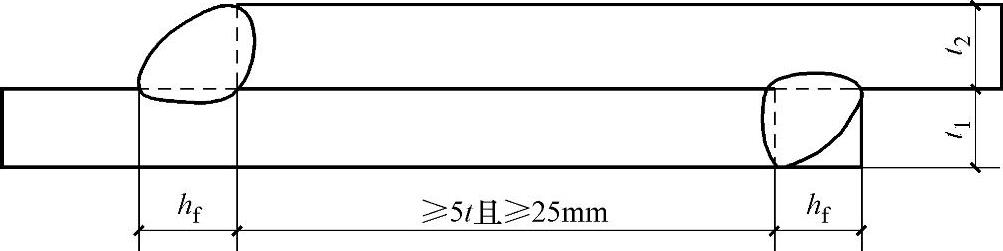
图3-6 双角焊缝搭接要求
t1、t插图—板或壁的厚度 t—t1和t2中较小者 hf—焊脚尺寸,按设计要求
(2)单独用纵向角焊缝连接型钢杆件端部时,型钢杆件的宽度W应不大于200mm(图3-7),当宽度W大于200mm时,需加横向角焊或中间塞焊;型钢杆件每一侧纵向角焊缝的长度L应不小于W。

图3-7 纵向角焊缝的最小长度
W—型钢杆件的宽度 L—纵向角焊缝的长度 t—型钢的厚度
(3)型钢杆件搭接接头采用围焊时,在转角处应连续施焊。杆件端部搭接角焊缝作绕焊时,绕焊长度应不小于两倍焊脚尺寸,并连续施焊。
(4)搭接焊缝沿材料棱边的最大焊脚尺寸,当板厚小于等于6mm时,应为母材厚度;当板厚大于6mm时,应为母材厚度减去1~2mm(图3-8)。
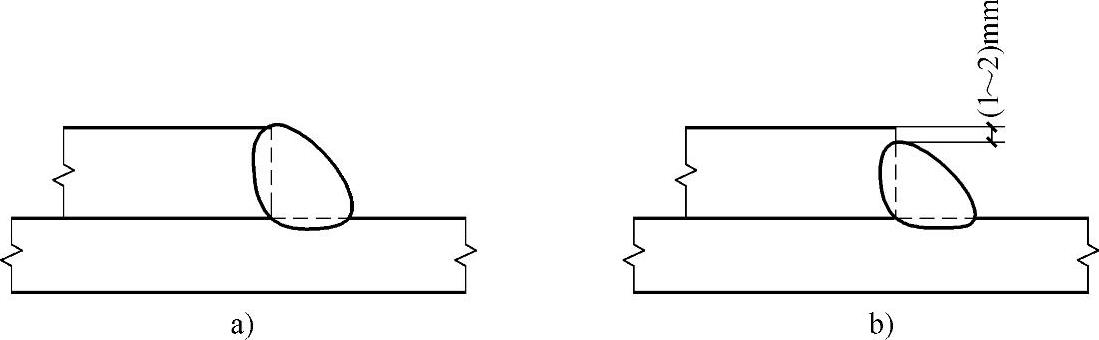
图3-8 搭接角焊缝沿母材棱边的最大焊脚尺寸
a)母材厚度小于等于6mm b)母材厚度大于6mm
(5)用搭接焊缝传递荷载的套管接头可以只焊一条角焊缝,其管材搭接长度L应不小于5(t1+t2),且不得小于25mm。搭接焊缝焊脚尺寸应符合设计要求(图3-9)。
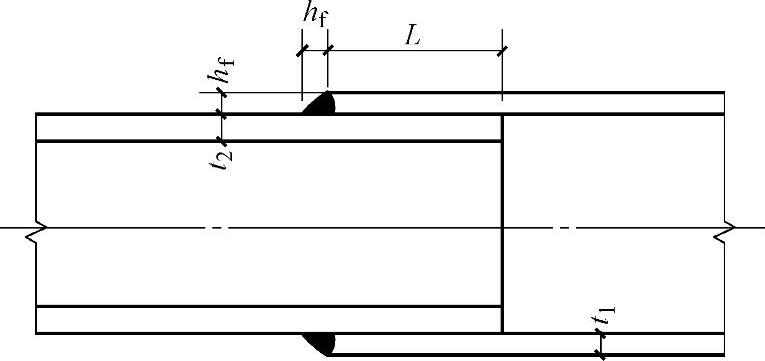
图3-9 管材套管连接的搭接焊缝最小长度
L—管材搭接长度 t1、t2—管材壁的厚度 hf—焊脚尺寸
4.不同厚度及宽度材料对接
不同厚度及宽度的材料对接时,应作平缓过渡并符合下列规定:
(1)不同厚度的板材或管材对接接头受拉时,其允许厚度差值(t1-t2)应符合表3-11的规定。当超过表3-11的规定时应将焊缝焊成斜坡状,其坡度最大允许值应为1∶2.5;或将较厚板的一面或两面及管材的内壁或外壁在焊前加工成斜坡,其坡度最大允许值应为1∶2.5(图3-10)。
表3-11 不同厚度钢材对接的允许厚度差 (单位:mm)

(2)不同宽度的板材对接时,应根据工厂及工地条件采用热切割、机械加工或砂轮打磨的方法使之平缓过渡,其连接处最大允许坡度值应为1∶2.5,如图3-10e所示。
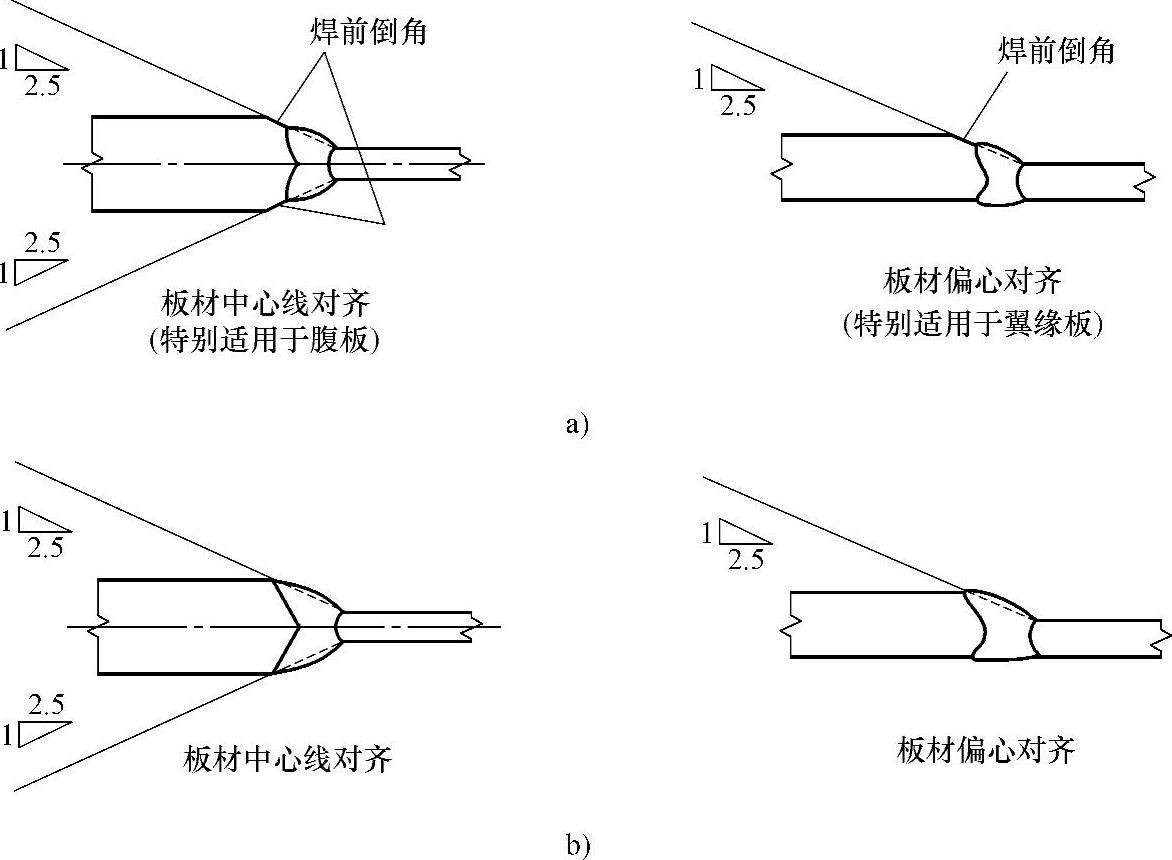
图3-10 对接接头部件厚度、宽度不同时的平缓过渡要求
a)板材厚度不同加工成斜坡状 b)板材厚度不同焊成斜坡状

图3-10 对接接头部件厚度、宽度不同时的平缓过渡要求(续)
c)管材内径相同壁厚不同 d)管材外径相同壁厚不同 e)板材宽度不同
5.防止板材产生层状撕裂的措施
在T形、十字形及角接接头中,当翼缘板厚度不小于20mm时,为防止翼缘板产生层状撕裂,接头设计时应尽可能避免或减少使母材板厚方向承受较大的焊接收缩应力,并宜采取下列节点构造设计:
(1)在满足焊透深度要求和焊缝致密性条件下,采用较小的焊接坡口角度及间隙,如图3-11a所示。
(2)在角接接头中,采用对称坡口或偏向于侧板的坡口,如图3-11b所示。
(3)采用双面坡口对称焊接代替单面坡口非对称焊接,如图3-11c所示。
(4)在T形或角接接头中,板厚方向承受焊接拉应力的板材端头伸出接头焊缝区,如图3-11d所示。
(5)在T形、十字形接头中,采用铸钢或锻钢过渡段,以对接接头取代T形、十字形接头,如图3-11e、f所示。
(6)改变厚板接头受力方向,以降低厚度方向的应力(图3-12)。

图3-11 T形、十字形、角接接头防止层状撕裂的节点构造设计
(7)承受静载荷的节点,在满足接头强度计算要求的条件下,用部分焊透的对接与角接组合焊缝代替完全焊透坡口焊缝(图3-13)。
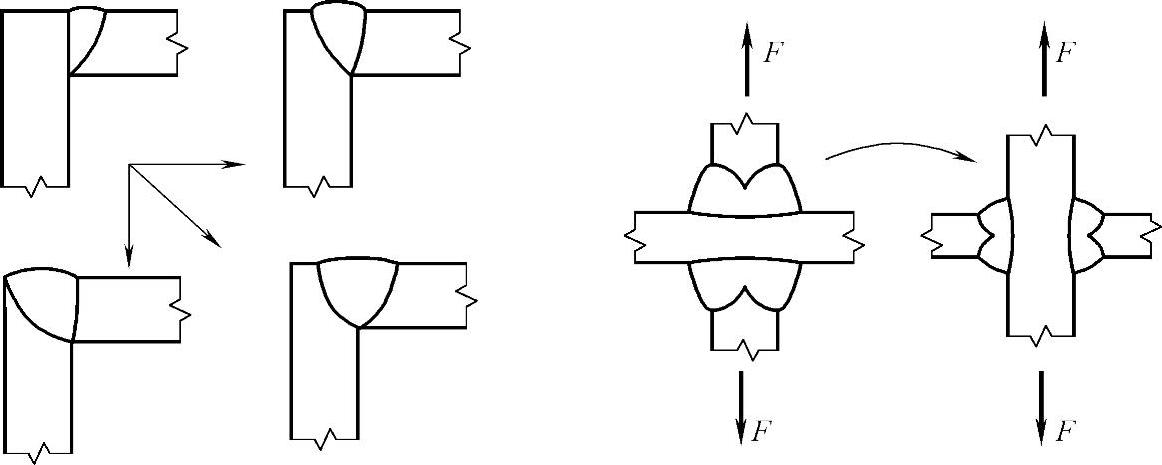
图3-12 降低厚度方向焊接应力的措施
F—焊接应力
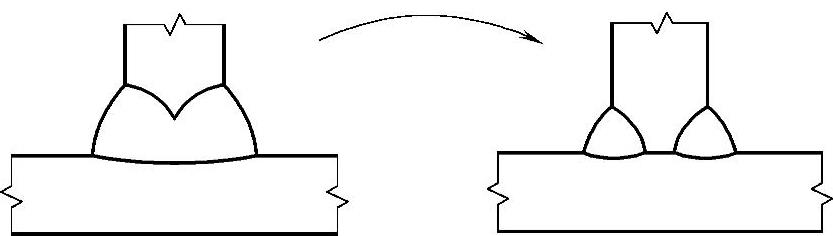
图3-13 采用部分焊透对接与角接组合焊缝代替完全焊透坡口焊缝
焊接结构中母材厚度方向上需承受较大焊接收缩应力时,应选用具有较好厚度方向性能的钢材。
有关钢结构工程识图与施工技巧的文章

建筑钢结构厚板焊接技术得到了很大发展,是一项方兴未艾的实用技术。国家体育场钢结构焊接工程采用了同原建筑钢结构焊接工程不完全一致的组合工艺,提高了焊接效率,保证了焊接质量,为厚板焊接技术提供了有益的借鉴经验。国家体育场“鸟巢”钢结构焊接工程高强厚钢板全部采用了多层多道错位焊接技术。......
2023-07-02

待焊接的表面及距焊缝位置50mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。焊接前,应采用钢丝刷、砂轮等工具彻底清除待焊处表面的氧化皮、铁锈、油污等杂物,焊接坡口应按现行国家标准《钢结构焊接规范》进行检查。......
2023-08-22
根据美国国家标准AWS D1.1/1.1M—2010《美国钢结构焊接规范》规定:-20℃为停止焊接的温度,但又申明采取了相应措施仍然可以焊接。我国JGJ 81—2002《建筑钢结构焊接技术规程》规定:焊接作业区环境温度低于0℃时,应根据钢材、焊接材料制定适当的措施;而日本建筑学会JASS6《钢结构工程》规定的最低施焊温度为-5℃。......
2023-07-02

2)本工程重点、难点及对策。在建筑钢结构焊接工程专项方案中,必须有三个重要方案:1)钢结构制作方案包括:①钢结构施工详图设计;②钢材性能复检;③焊接工艺评定;④焊接工艺规程编制;⑤钢结构放样下料;⑥钢结构组立;⑦钢结构焊接;⑧钢结构的涂装;⑨钢结构预拼装;⑩钢结构的运输。......
2023-07-02

焊条角度有两个方向:图3-1 焊缝的施焊位置1—平焊 2—立焊 3—横焊 4—仰焊第一是焊条与焊接前进方向的夹角为60°~75°,如图3-2a所示。焊第一层时,采用直径3.2的焊条和直线形或直线往返形运条法。......
2023-08-22

表3-27 距离-波幅曲线2)当检测板厚在3.5~8mm范围时,其超声波检测的技术参数应参照现行国家标准《钢结构超声波探伤及质量分级法》执行。5)对超声波探伤检测结果有疑义时,可采用射线探伤进行检测、验证。当发现超标缺欠时应加倍检验。......
2023-08-22
表1-1 钢结构工程焊接难度等级注:根据表中影响因素所处最难等级确定整体焊接难度。④检验仪器、仪表应经计量检定、校准合格且在有效期内。②焊接技术负责人除应满足①规定外,还应具有中级以上技术职称。③无损检测人员应按设计文件或相应规范规定的探伤方法及标准,对受检部位进行探伤,出具检测报告。6)钢结构焊接工程相关人员的安全、健康及作业环境应遵守国家现行安全健康相关标准的规定。......
2023-06-23

相关推荐