热喷涂技术在国防工业中的应用始于20世纪70年代,涂层主要包括提高航空发动机热效率的热障涂层、密封涂层、抗高温烧蚀涂层、耐磨损涂层等。采用耐磨涂层后报废率降至33%,效果显著。表6-10 航空发动机常用耐磨损涂层4.飞机起落架及其他取代镀铬耐磨涂层飞机起落架通常采用镀硬铬技术,随着环境保护的需求,为减少镀铬技术应用对环境的污染,采用HVOF技术喷涂WC-Co涂层逐步取代镀铬技术,已在发达国家普遍采用。......
2025-09-29
1.安装装配导轨
准备2m长的装配导轨用于安装,具体步骤如下:
1)将长度为2m的装配导轨削减到需要的长度;
2)标出4个用于安装固定螺钉的孔和一个用于保护导体螺栓的孔;
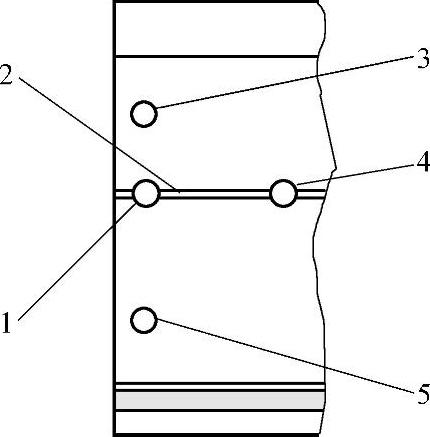
图1-15 导轨安装
1—用于接地导线螺栓的孔 2—用于钻安装螺钉附加孔的凹槽 3—用于安装螺钉的孔 4—用于安装螺钉的附加孔 5—用于安装螺钉的孔
3)如果导轨长度超出了830mm,则必须提供附加孔,以便用更多的螺钉固定才能使其稳固。沿导轨中间部分的凹槽标出这些孔(如图1-15所示),其间距应大约为500mm;
4)钻出标记的这些孔,即M6螺钉的孔径;
5)安装一个M6螺栓,用以固定接地导线;
6)确认导轨安装后PLC间隙,如图1-16所示。
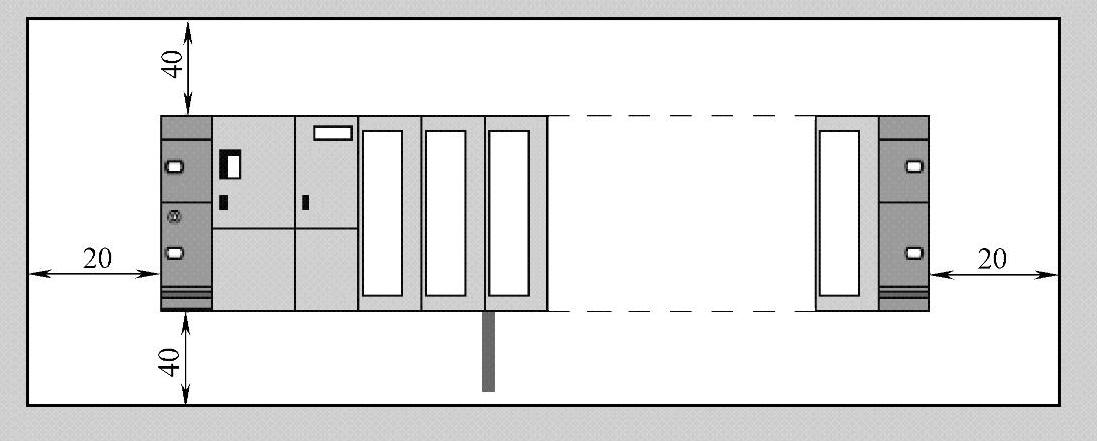
图1-16 安装后PLC间隙
2.将模块安装在装配导轨上
从机架左边开始,按照“先电源模块、再CPU、最后SM/FM/CP/IM模块”的顺序,将模块挂靠在导轨上。具体步骤如下:
1)如图1-17所示,将总线连接器插入CPU和SM/FM/CP/IM。除CPU外,每个模块都带有一个总线连接器。在插入总线连接器时,必须从CPU开始。拔掉装配中“最后一个”模块的总线连接器,因为“最后一个”模块不接受总线连接器。
2)如图1-18所示,按图中指定的顺序,将所有模块挂靠到导轨上,滑动到靠近左边的模块,然后向下旋转。
3)用螺钉拧紧模块,如图1-19所示。(https://www.chuimin.cn)
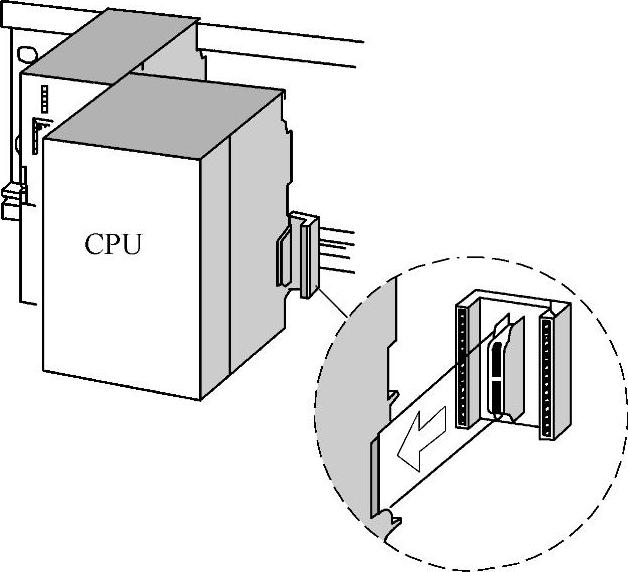
图1-17 总线连接器插接方法

图1-18 模块安装方法
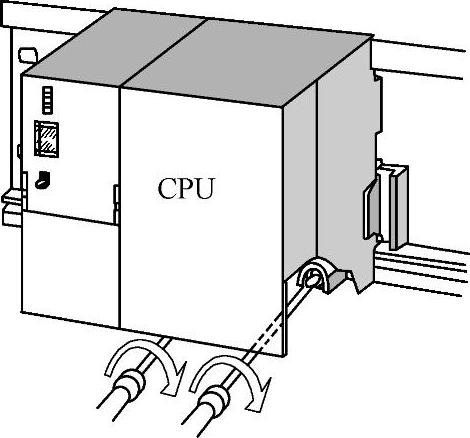
图1-19 用螺钉拧紧模块
3.标记模块
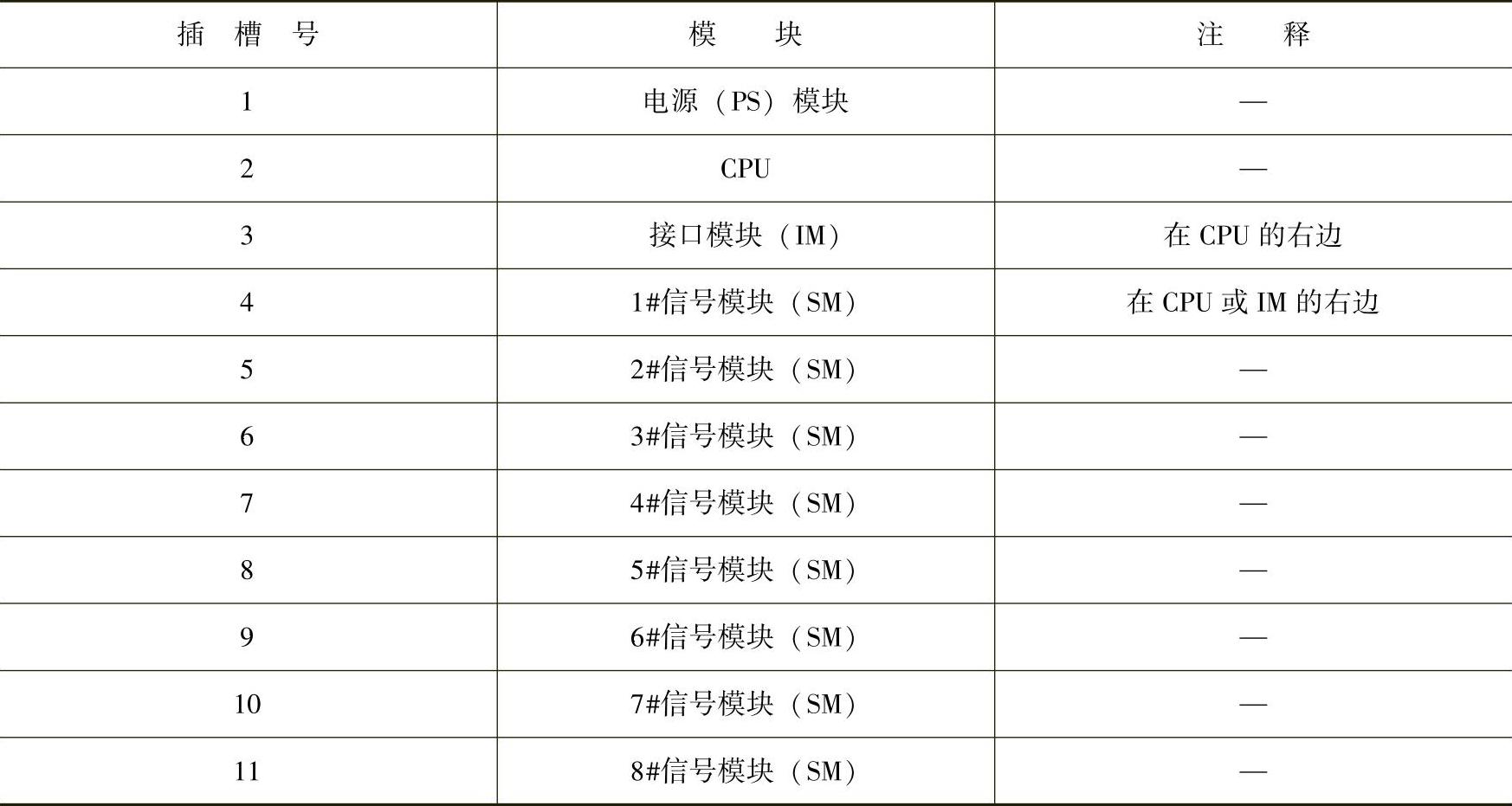
(1)分配插槽号
应给每个安装的模块指定一个插槽号,这会使在STEP 7的组态表中分配模块更加容易。
表1-3显示了插槽号分配情况。
表1-3 插槽号分配情况
(2)将插槽号贴到模块上
先把相应的插槽号拿到相关模块前,然后将卡舌放置到模块的开口中,最后将插槽号压入模块中,插槽号从轮子处断开,如图1-20所示。
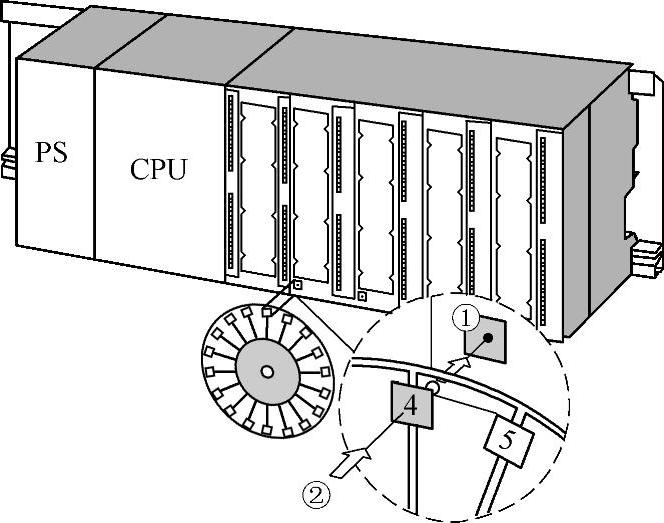
图1-20 标记模块
相关文章

热喷涂技术在国防工业中的应用始于20世纪70年代,涂层主要包括提高航空发动机热效率的热障涂层、密封涂层、抗高温烧蚀涂层、耐磨损涂层等。采用耐磨涂层后报废率降至33%,效果显著。表6-10 航空发动机常用耐磨损涂层4.飞机起落架及其他取代镀铬耐磨涂层飞机起落架通常采用镀硬铬技术,随着环境保护的需求,为减少镀铬技术应用对环境的污染,采用HVOF技术喷涂WC-Co涂层逐步取代镀铬技术,已在发达国家普遍采用。......
2025-09-29

表5-1 常用的位逻辑指令1.基本逻辑指令常开触点对应的存储器地址位为1状态时,该触点闭合。当I0.2=1,I0.3=1时,Q4.0~Q4.7被复位为零。图5-4 置位域复位域指令图5-5 触发器的置位复位指令触发器指令上的M0.0和M0.1称为标志位,R、S输入端首先对标志位进行复位和置位,然后再将标志位的状态送到输出端。编写程序如图5-12所示,其中M1.5为CPU时钟存储器MB1的第5位,其时钟频率为1 Hz。......
2025-09-29

针对印制电子元器件和电路的喷印自由成形,本章参考文献[85]详细地研究了喷印迹线和图形膜层可能的形态。由于液体的扩展部分地受到抑制,这种圆齿线的宽度比孤立液滴串窄。在这种形态下,液滴的间距不会影响喷印的线宽,这是因为每个液滴是单独干燥的。图3-56是在中温下的线条形态随液滴间距和喷射延迟变化的分布。在较高基板温度下,强烈的咖啡渍圈环效应会导致喷印线条难以成形。......
2025-09-29

工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2025-09-29

相关推荐