PLC采用循环执行用户程序的方式,称为循环扫描工作方式,其运行模式下的扫描过程如图3-1所示。输出刷新阶段在执行完用户所有程序后,PLC将输出映像区中的内容送到寄存输出状态的输出锁存器中,这一过程称为输出刷新。PLC仅在扫描周期的起始时段读取外部输入状态,该时段相对较短,抗输入信号串入的干扰极为有利。图3-1所示工作过程是简化的过程,实际的PLC工作流程还要复杂些。......
2025-09-29
大中型PLC系统的配置一般都采用机架配置表来完成,它可以帮助用户配置一个机架或系统。每一个工作单可以帮助用户配置一个机架;若需要多个机架,则需要用另外的工作单配置另外的机架。
下面具体说明机架配置表的过程。
1.估计系统所需的内存总量
1)累计数字量I/O点的数量;
2)累计模拟量I/O的数量;
3)累计特殊功能模块的数量;
4)根据上述3个数量,乘以一定的系数,进行内存的估算。
2.选择CPU
根据内存量来选择。
3.选择I/O模块
1)写上机架号和相应的槽号;
2)选择数字量I/O模块;
3)选择特殊功能模块和模拟量I/O模块;(https://www.chuimin.cn)
4)在工作单上,把每一个模块放入所要放置的槽内;
5)在指定的栏目内填入每个模块的功率消耗值,并完成整个机架的总功率。
4.选择正确的电源模块
把功率消耗总量与每个电源模块进行比较,选择可以提供足够功率的最小电源模块,并考虑系统扩容所需的电源消耗功率。
5.选择机架
累计所用槽数,并选择所能容纳所有I/O模块的最小机架,并考虑到将来的扩展需求。
6.选择其他设备
要构成一个完整的系统,还需要其他设备,如电缆、通信接口、操作器接口、存储器模块等。表1-1为具体的机架配置表。
表1-1 机架配置表
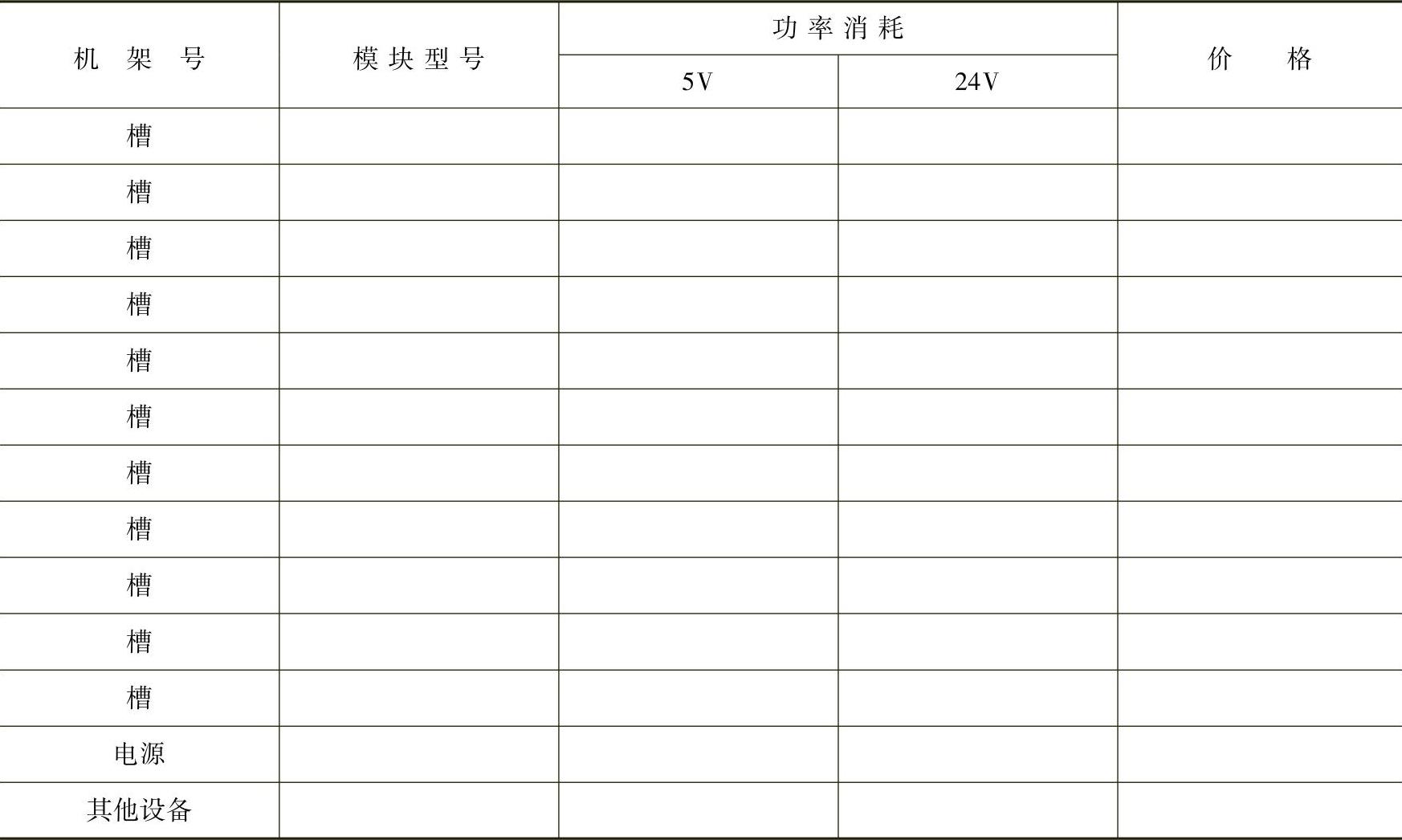
一个实际的PLC系统,确定所有的模块后,要选择合适的电源模块,所选定的电源模块的输出功率必须大于CPU模块、所有I/O模块、各种功能模块等总消耗功率之和,并且要留有30%左右的裕量。当同一电源模块既要为主机单元又要为扩展单元供电时,从主机单元到最远一个扩展单元的电路压降必须小于0.25V。
一个常规的大中型PLC系统往往只有一个独立的处理器和机架内的I/O模块组成,但是一个复杂的大中型PLC系统则可以在一个背板中同时使用多个处理器模块,多个处理器可以通过网络进行通信,多个平台上的I/O可以分布在不同的位置,它们之间则通过多条I/O链路连接起来。
相关文章

PLC采用循环执行用户程序的方式,称为循环扫描工作方式,其运行模式下的扫描过程如图3-1所示。输出刷新阶段在执行完用户所有程序后,PLC将输出映像区中的内容送到寄存输出状态的输出锁存器中,这一过程称为输出刷新。PLC仅在扫描周期的起始时段读取外部输入状态,该时段相对较短,抗输入信号串入的干扰极为有利。图3-1所示工作过程是简化的过程,实际的PLC工作流程还要复杂些。......
2025-09-29

Q系列PLC采用模块式结构,系统构成灵活方便,易于维护。根据实际系统需要,可以选择Q系列PLC的各种模块来提高系统的整体性能,扩大应用范围。图2-1 Q系列PLC系统构成实例1—电源模块 2—PLC CPU模块 3—过程控制CPU模块 4—运动控制CPU模块 5—输入模块 6—输出模块 7—以太网模块 8—MELSECNET/H网模块 9—CC-Link模块Q系列PLC支持多CPU系统,在同一基板上最多安装4个CPU模块,不同CPU模块可分别控制I/O模块、智能功能模块。......
2025-09-29

S7-1200 PLC不同型号的CPU面板是类似的,如图2-3所示为CPU 1214C的面板示意图。图2-3 CPU面板示意图CPU有三类状态指示灯,用于提供CPU模块的运行状态信息。STOP/RUN指示灯该指示灯的颜色为纯橙色时指示STOP模式,纯绿色时指示RUN模式,绿色和橙色交替闪烁指示CPU正在启动。ERROR指示灯该指示灯为红色闪烁状态时指示有错误,如CPU内部错误、存储卡错误或组态错误等,纯红色时指示硬件出现故障。图2-4 信号板的使用表2-1 S7-1200PLC的信号板另外,S7-1200 PLC的I/O接线端子是可拆卸的。......
2025-09-29

PLC系统也是由硬件系统和软件系统两大部分组成。计数器逻辑PLC为用户提供了若干计数器,它们是由软件来实现的,可采用递减、递增或双向计数。图1-5 PLC的组成逻辑部分:处理来自输入部分的信息,并按照被控对象的实际动作要求做出正确的反应。PLC采用集中采样、集中输出的工作方式,减少了外界的干扰。......
2025-09-29
图9-45 系统示意图1.IO分配和定义变量表根据要求定义的变量表如图9-46所示。图9-46 变量表2.组态CPU脉冲输出在设备配置中组态CPU属性的“脉冲发生器”项,勾选激活脉冲发生器,脉冲输出类型为PTO型,则系统默认指定Q0.0为脉冲输出,Q0.1为方向输出,HSC1为此脉冲发生器功能的高速计数器。驱动器接口组态Q0.4作为“启用”输出,其他默认。最大速度、启动/停止速度组态以及加减速曲线组态如图9-48所示。4)令Control data.Velocity_value=100.0,设置速度为100。......
2025-09-29
目前,PLC的不同厂家或同一厂家的不同产品种类繁多,功能各有侧重。根据不同的角度可将PLC分成不同的类型,其常用的分类方法有如下两种。可编程序控制器实现对外部设备的控制,其输入端子与输出端子的数目之和称做PLC的输入/输出点数,简称I/O点数。西门子公司的S7-400PLC即是此类。为了适应机电一体化的要求,有的PLC制造成内插板式的,可嵌入到有关装置中。这种控制板既可实现PLC所有的功能,又可很方便地镶嵌到有关装置中。......
2025-09-29

机床电器控制是随着科学技术的不断发展以及生产加工工艺不断改进而不断更新的。随着新的控制理论和电器及电子元器件的出现,还将不断地推动机床电器控制继续向前发展。到了20世纪40~50年代,交磁电机扩大机-电动机控制闭环反馈系统的出现,使机床电器控制系统的控制精度、快速响应性能都有了提高。......
2025-09-29

下面开始对PLC进行编程。单击图4-6左下角的“Portal视图”,返回到Portal视图,单击左侧的“PLC编程”项,可以看到选中“显示所有对象”时,右侧显示了当前所选择PLC中的所有块,双击“main”块,打开程序块编辑界面,如图4-7所示。也可以在项目树下直接双击打开PLC设备下程序块里的“main”程序块。......
2025-09-29
相关推荐