电流密度J的分布情况通过求解公式(6-1)来获得。在本节中,动静导电杆的材料采用铜,动静触头的材料采用银,电弧的电导率为银的10-4。在ANSYS有限元软件中进行静态传导电流分析,需要经过单元类型选择、定义材质属性、分配材质属性、几何模型剖分、定义边界条件、加载激励和结果处理这几个步骤。将上一步所得电流密度分布情况作为激励加载至模型上,通过有限元分析计算,可以得到灭弧室内的空间磁场分布。......
2025-09-29
1.组装工具与辅助材料
组装工具与辅助材料与前面所介绍的基本类似,但本例中又增加一新工具,打灯头机,如图4-18所示。
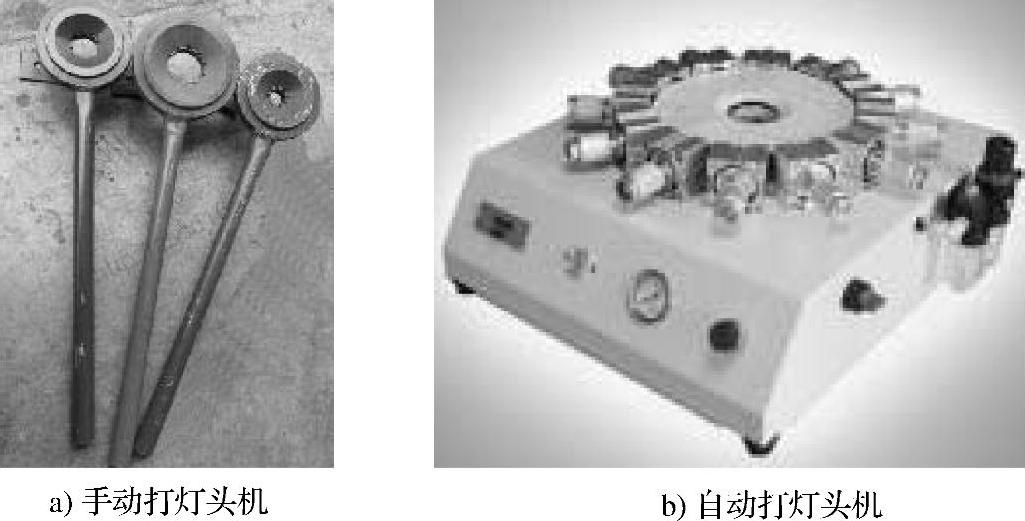
图4-18 打灯头机
2.E27/GU103W射灯的组装
(1)外观检查
目测灯杯、面板、透镜、灯头等有无刮伤、毛刺、裂痕、变形不良现象,取一套样品进行试装,以确认各配件的螺钉孔大小、位置是否合适。目测电路板(铝基板)、LED极性是否标示清楚,铜箔有无鼓起,用数字式万用表二极管挡测试铝基板是否开路、短路等。核对大功率LED发光颜色、色温、封装等是否与所需一致,LED灯表面有无刮伤,焊接引脚上锡是否光亮,电源尺寸大小是否与灯头相配合,配合正常则加负载通电,确认电源标示参数与实际是否一致;3颗长螺钉、3颗平头螺钉是否与螺孔大小配合,棕/白两根约6cm长的电源引线是否适中。
(2)铝基板涂散热硅脂
将散热硅脂均匀涂在铝基板所标LED封装的中心圆上,如图4-19所示。
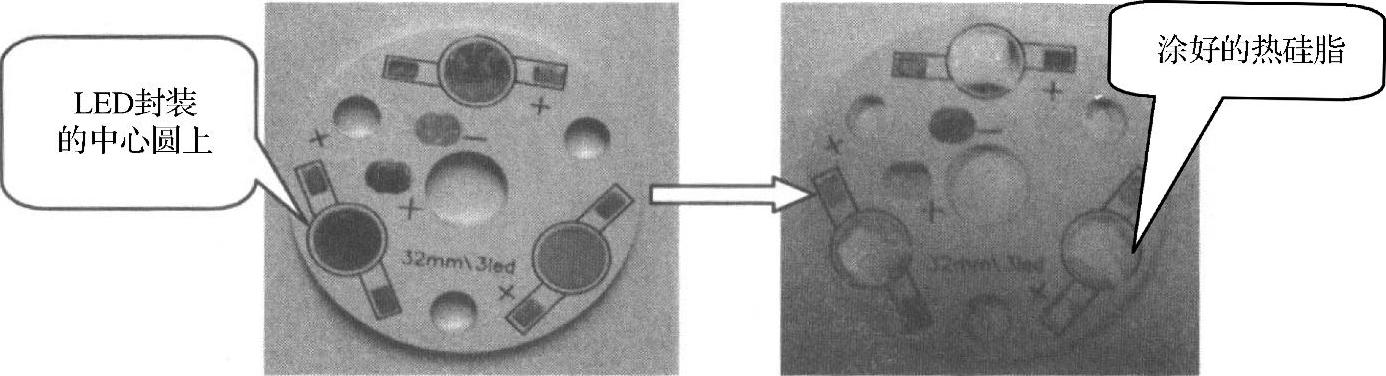
图4-19 涂好散热硅脂的铝基板
(3)铝基板上焊接LED
取3个LED灯按正负极与铝基板上所标示的“+/-”位置进行焊接。具体做法是,在铝基板的其中一极性点上少量焊锡→将LED同极性端(如正极性)与预先点好的焊锡端进行焊接→再将LED的另一端焊接在铝基板上。焊接好的铝基板如图4-20所示。
(4)铝基板焊接引线并通电测试
用斜口钳将棕/白两根引线的线头剥开约0.2~0.4cm,对已剥开的线头进行上锡处理。将上锡后的棕色电源引线焊接在铝基板的“+”端,白色电源引线焊接在铝基板的“-”端,如图4-21所示。通电测试3×1W串联LED发光是否正常。
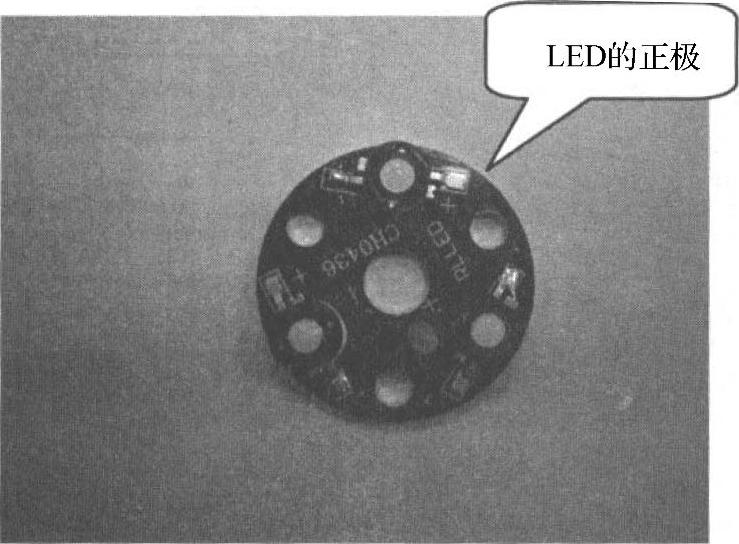
图4-20 焊接好的铝基板
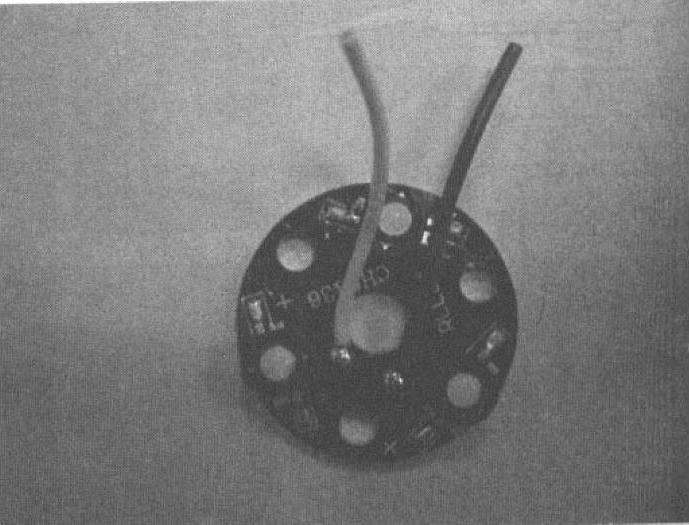
图4-21 焊接好的引线
(5)灯杯打胶及固定铝基板
铝基板背面均匀涂上散热硅脂,如图4-22所示。将棕/白两根电源引线从灯杯中心孔中穿过,并使铝基板与灯杯相结合,铝基板与灯杯的3个螺孔位置正对,如图4-23所示。
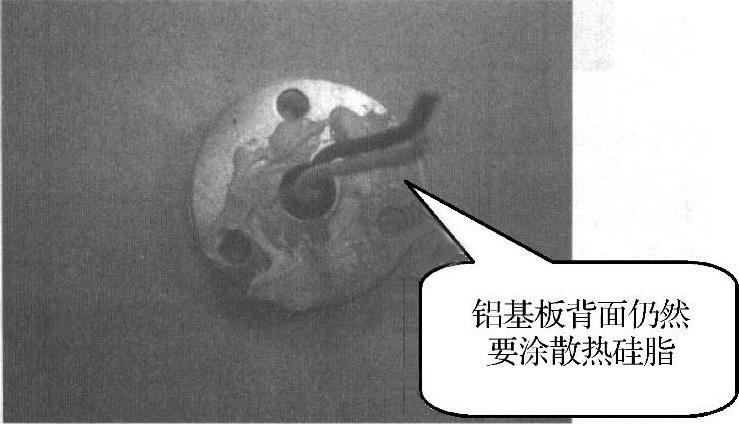
图4-22 涂上散热硅脂
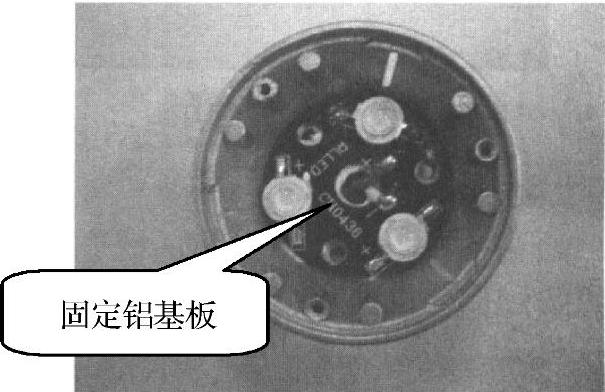
图4-23 固定铝基板
注意:
在铝基板背面均匀涂上散热硅脂有两个作用:一是散热;二是保证透镜能够安装到位。
(6)铝基板引出线与电源的连接(https://www.chuimin.cn)
将引线未焊接的一端与E27电源输出端进行连接,棕色电源引线接“+”,另一根电源引线接“-”,如图4-24所示。在灯头中打少量的189胶固定电源,防止电源与金属接触而短路。
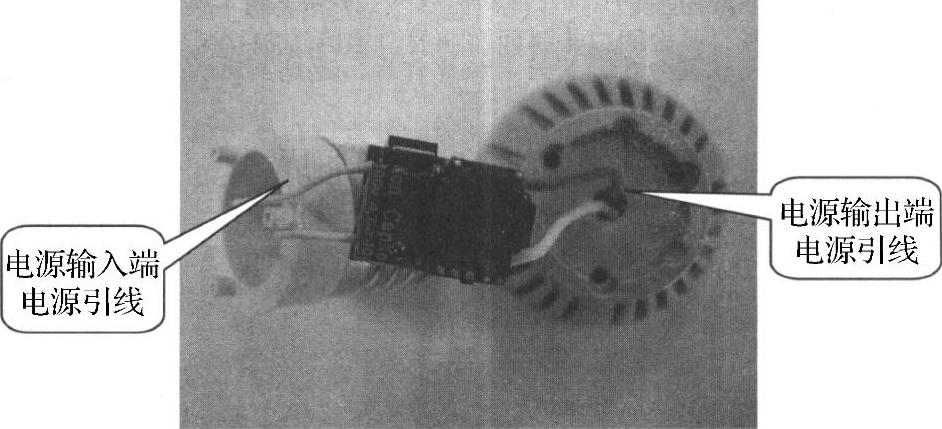
图4-24 电源的连接
注意:
在焊接电源输出端前,必须将灯头的输入端电源引线接好,一般用26AWG规格的电子线。
(7)组装灯头
用螺钉固定灯头、灯杯,在螺孔位置用三颗长螺钉固定灯头和灯杯,如图4-25所示。
(8)组装透镜
将透镜内凹陷处对准LED灯头分别平放,如图4-26所示。
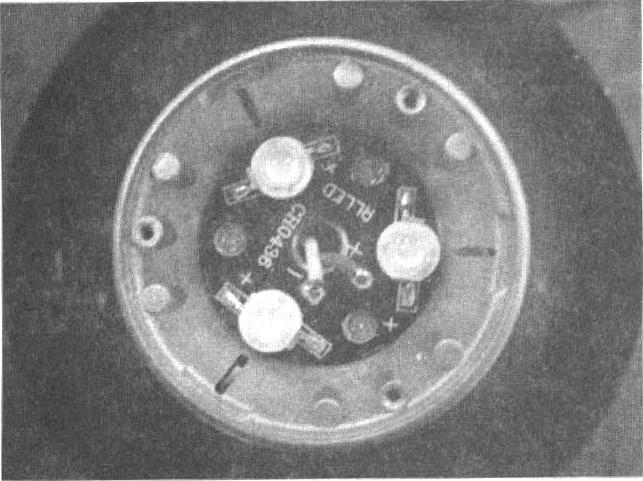
图4-25 组装灯头
图4-26 组装透镜
注意:
透镜安装时要戴手套,保持镜面干净。
(9)组装、固定面板
将面板平放在灯杯表面,压住透镜边缘,且确保面板螺孔与灯杯的螺孔对正,如图4-27所示。在螺孔位用三颗平头螺钉固定面板,如图4-28所示。
图4-27 组装面板

图4-28 固定面板
(10)通电检验
用交流220V进行通电检测,3PCS 1W串联LED灯全亮为合格。发现不亮时,需对E27射灯进行检查,并修理不良项。
(11)全检
检验螺钉松紧,灯杯及面板是否牢固,外观有无残缺,确保成品表面干净、无异物。
(12)打灯头
用打灯头机打E27灯头,固定E27灯头。到此,E273×1W射灯的设计与组装就已完成。
相关文章

电流密度J的分布情况通过求解公式(6-1)来获得。在本节中,动静导电杆的材料采用铜,动静触头的材料采用银,电弧的电导率为银的10-4。在ANSYS有限元软件中进行静态传导电流分析,需要经过单元类型选择、定义材质属性、分配材质属性、几何模型剖分、定义边界条件、加载激励和结果处理这几个步骤。将上一步所得电流密度分布情况作为激励加载至模型上,通过有限元分析计算,可以得到灭弧室内的空间磁场分布。......
2025-09-29

表面粗糙度参数的正确选择,对保证机械产品质量和控制生产成本具有重要意义。表面粗糙度参数的选择包括参数及参数值的选择。表5-6给出了轴和孔的表面粗糙度参数Ra的推荐值,在设计过程中可根据应用实例进行选择。......
2025-09-29

实验采用对称的双断口结构,图6-25所示为实验模型的平面图及相关几何尺寸,单位均为mm。图6-25 气动斥力实验模型的平面图图6-26 气动斥力测试方法的原理图测量方法的原理如图6-26所示。下面的实验均是采用该方法进行的。图6-29 s=2mm,Im=4.2kA时的实验波形及电动斥力、气动斥力随时间的......
2025-09-29

装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2025-09-29
微分(超前)校正环节的数学模型为,其伯德图如图12-11所示。图12-11 微分校正环节的伯德图1.校正原理使校正环节的两个转折频率[1/T和1/(αT)]分别位于原系统剪切频率ωc的两侧,则校正后系统的幅频曲线在ωc附近的那一段将上移,幅值裕量将增加。......
2025-09-29

变压器的参数一般是指其等值电路中的电阻RT、电抗XT、电导GT和电纳BT。变压器的四个参数可以从出厂铭牌上代表电气特性的四个数据计算得到。根据变压器铭牌上给出的可以算出式中BT——变压器的电纳,S;I0%——变压器的空载电流百分比。......
2025-09-29

钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2025-09-29
试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。......
2025-09-29
相关推荐