采用这种气缸套能增加整个气缸排的结构强度及刚性。在凝固过程中,“热节”周围的补缩通道会被堵塞,不易得到充分补缩,容易产生内部缩松缺陷及渗漏。为了消除“热节”和节约金属,应尽量使壁厚均匀。......
2023-07-02
大型发动机均设有供盘车起动主机用的大型飞轮,安装在主机主轴端部,一般由轮缘、内法兰及轮幅等部分组成,如图8-1所示。轮缘外周的齿形,有直接铸造而成或由机械加工铣齿两种。有的大型飞轮上还设有重型平衡铁,用来增加转动惯量,起动平衡调频作用。飞轮的外形结构虽不是很复杂,但具有以下主要特点。
1.体积大
根据不同的机型,大型飞轮的外径可达φ2500~φ4500mm。铸造时需要使用大型砂箱等工装设备。
2.壁厚且相差悬殊
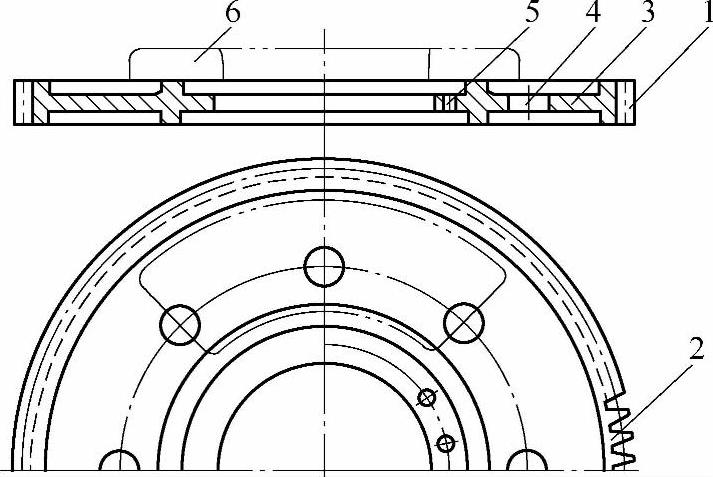
图8-1 大型飞轮示意图
1—轮缘 2—齿 3—轮辐板 4—铸孔 5—内法兰 6—平衡铁
大型飞轮,不但直径大,而且铸壁较厚,最薄部位的厚度也有40mm。设有平衡铁的大型飞轮,其各部位的厚度相差很大,最薄处为60~100mm,最厚部位则达400~600mm。对于铣齿的飞轮,轮缘部位的厚度达120~260mm。
3.质量大
最轻的飞轮毛重约2t,最重的飞轮毛重达19t。
根据以上主要结构特点,飞轮的铸造需要较大型的铸造工装设备,如大型砂箱、起重及熔化设备等。因铸壁厚度较大且相差悬殊,使铸件各部位的温度分布很不均匀,冷却速度相差很大,很容易产生缩孔、缩松及裂纹等铸造缺陷。因此,必须采取有效措施,才能获得完好铸件。
有关典型铸铁件铸造实践的文章

采用这种气缸套能增加整个气缸排的结构强度及刚性。在凝固过程中,“热节”周围的补缩通道会被堵塞,不易得到充分补缩,容易产生内部缩松缺陷及渗漏。为了消除“热节”和节约金属,应尽量使壁厚均匀。......
2023-07-02

5)气缸体的内腔结构、壁厚及壁的连接等方面,在满足气缸体工作性能要求的同时,应充分考虑有利于保证铸造质量。气缸本体1内镶入具有换气道的气缸套2。机架下部法兰10与机座部分相配合。......
2023-07-02

随着低速柴油机制造工业的快速发展,新的机型不断出现,气缸体的结构不断发生变化。这种气缸体的造型、制芯等工艺过程较为复杂,生产难度较大,制作成本较高。随着新机型的不断出现,近代柴油机气缸体已由冷却型改为非冷却型,使气缸体的内腔结构大为简化,便于铸造。多联缸体的毛重,则根据气缸体直径大小及连接气缸筒的数量而定。另外,当有局部铸造缺陷和在工作过程中有局部损坏时,单缸体便于更换,从而可减少损失。......
2023-07-02

零件的结构工艺性是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。良好的结构工艺性,可以使零件加工容易,节省工时和材料。因此,零件各加工部位的结构工艺性应符合数控加工的特点。对于图2-2所示的零件,其结构工艺性的好坏与被加工轮廓的高低、圆角圆弧半径的大小等因素有关。通常当R<0.2H时,可以判定零件该部位的工艺性不好。图2-2 内槽结构工艺性对比3)铣槽底平面时,槽底圆角半径r不要过大。......
2023-06-26

下面将结合具体例子,用汉诺威分析仪对低氢型结构钢焊条进行测试、评价和比较焊条工艺性。对T1>2ms时间段内短路频率分布的描述可以反映低氢型结构钢的工艺性。取累积短路频率百分数为50%时所对应的熔滴短路时间记为T50,以这一短路时间值表示焊条粗熔滴短路频率分布的特征量,并以此作为判据,对大理石-萤石型碳钢焊条工艺性进行评价。......
2023-06-30

图4-18空间计算模型基于金阜桥结构受力的复杂性,从方案设计阶段至施工图设计阶段均应进行结构设计优化。表4-1V 形墩、撑杆及斜撑设置效应对比由以上计算结果可知,通过设置V 形墩、斜撑和撑杆等支撑构件,可大大改善桥梁结构的受力状态,这是十分必要的。......
2023-07-01
在我国,汉诺威分析仪的较早应用是在20世纪70年代末[11],用于观测弧焊电源的直流电感在熔滴短路过渡过程中的作用、研究电源的外特性形状以及电弧电压对短路过程的影响。1)由图9-52b、c可见,尽管对焊机的动态特性分别做了改变,但焊机的静态工作点仍能保持稳定。因此短路过渡过程可分为两类,一类是T1<2ms的短路,另一是T1>2ms或以上的短路。图9-52 电弧电压的概率密度分布a)Cloos焊机 b)Oerlikon焊机 c)Hobart焊机......
2023-06-30

相关推荐