激光器是激光焊焊接设备中的重要组成部分,提供焊接加工所需的激光热源。图4-1-1 激光焊焊接设备的组成光路系统实现对激光束的传输和聚焦,有些场合还需对激光束进行分光。其运动精度在很大程度上影响了激光焊接的精度,需采用精密机械和CNC数控。安装He-Ne激光器时,使红色的He-Ne激光与焊接用激光同轴,依此可进行光路调整和与工件对中。以下将进一步介绍激光焊接设备中的激光器、光路系统和工艺介质输送系统。......
2023-06-26
1.设备组成
激光器是激光焊设备中最关键的部分。用于焊接的激光器,按激光工作物质状态可分为固体激光器和气体激光器;按其能量输出方式可分为脉冲激光器和连续激光器。就激光焊接和切割而言,要求激光的横模为基模或低阶模,输出功率(连续激光器)或输出能量(脉冲激光焊)能根据加工要求予以调节。目前高质量的激光器不断相继问世,如板条CO2激光器、盘式YAG激光器和光纤激光器都有良好的应用前景。
无论采用哪一种激光器,整套的激光焊设备组成大都相似,主要包括激光器、光束传输和聚焦系统、电源及控制装置、辅助激光、焊枪(含工艺介质输送系统)及机械传动工作台等部分。在要求较高的场合,还要有辐射参数传感器和工艺参数传感器,对激光器的输出功率、工件表面温度及加工区域状况进行闭环控制。
光学系统用以进行光束的传输、变向和聚焦。激光发生器辐射出的激光束,其能量密度不足,通过聚焦系统的作用,使能量进一步集中,才能用来进行焊接。由于激光的单色性及方向性好,因此可用简单的聚焦透镜或球面反射镜进行聚焦。
一般在系统中还需要辅助的小功率可见光He-Ne激光器,用于焊前光路的调整和工件的对中。由于激光束光斑很小,为了找准接缝部位,必须采用观察系统。主要由测微目镜、菱形棱镜、正像棱镜、小物镜、大物镜组成。利用观察系统可放大30倍左右。
工艺介质输送系统的主要功能是:输送惰性气体保护焊缝,吹散在焊件上方阻挡激光的等离子体,以及输送填丝、粉末等焊接材料。
2.气体激光器
焊接和切割所用气体激光器大都是CO2激光器,是以CO2气体作为工作介质的气体激光器。CO2激光波长为10.6μm的中红外波段,正好是大气窗口(即大气对这个波长的透明度较高)。很多物质对此波长的光吸收性都很强,将其转化成热能。但是,它不适合用光纤传输,实现远距离大范围激光焊(或称激光扫描焊接)的光路较复杂。
CO2激光器的基本原理是:采用电激励方式,放电管通常是由玻璃或石英材料制成,里面充以CO2气体、氦气和氮气;电极一般是镍制空心圆筒;谐振腔的一端是镀金的全反射镜,另一端是用锗(或砷化镓)磨制的部分反射镜。当在电极上加高电压(直流、低频或射频交流),放电管中产生辉光放电,部分反射镜一端就有激光输出。
CO2激光器分为封闭式或半封闭式、轴流式、横流式、扩散冷却等几种结构形式。一般采用气液热交换器,并使激光气体通过该系统再循环,激光器中气流方向可以与激光束同轴或垂直。轴流式光束质量好,横向激励激光器可输出更大的功率。激光输出窗的材料采用硒化锌(ZnSe)可有效地输出数千瓦,而更大的输出功率则要求用气动窗,它是由受控的高速压缩气体横向吹过用以保持激光器与大气间压差的孔洞。
CO2激光可获得低阶模式的光束质量,既能发射连续波激光束,也可以控制获得脉冲输出,对微型件和大厚度工件的焊接适应性强。对工作条件要求不高,如一般只需要工业纯度CO2气体即可,通常为几种混合气体。CO2激光能量转换率约为10%左右,输出功率大,目前常用功率为2~5kW,国外已用100kW的CO2激光焊机进行焊接。
常用小功率CO2激光器的结构见图7-103。它主要由放电管、谐振腔和激励电源组成。
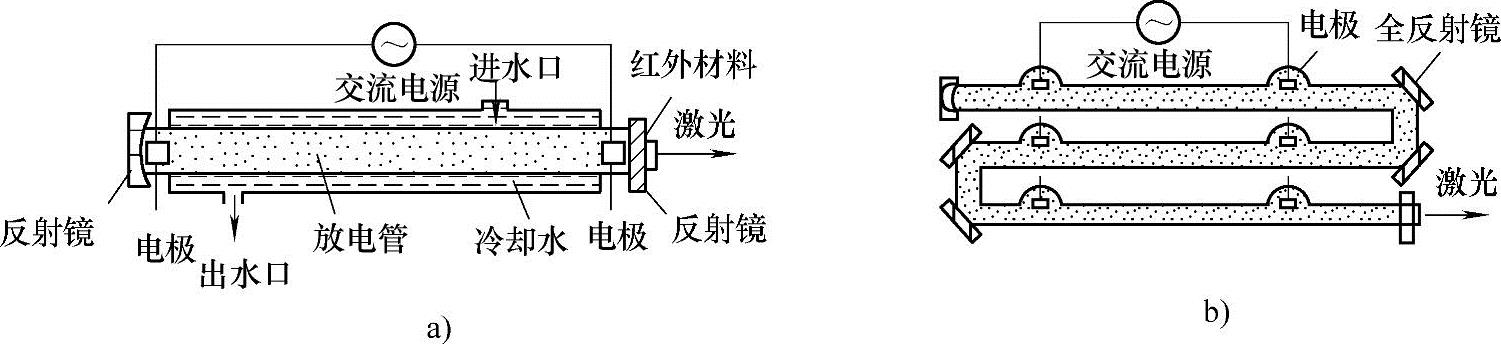
图7-103 CO2激光器的结构
a)一般形式 b)折叠式
新型的扩散冷却式(或称板条式)CO2激光器见图7-104。放电电极采用直接水冷的大面积铜板电极,激励电源采用射频激励。由于放电间隙很窄,热量与通水的电极板热交换良好,因此可以注入较大的功率。激光输出功率范围从几百瓦到几千瓦。光学谐振腔是由抛物面反射镜组成的非稳腔,经过外光路整形可以获得良好的光束质量(K≥0.9)。
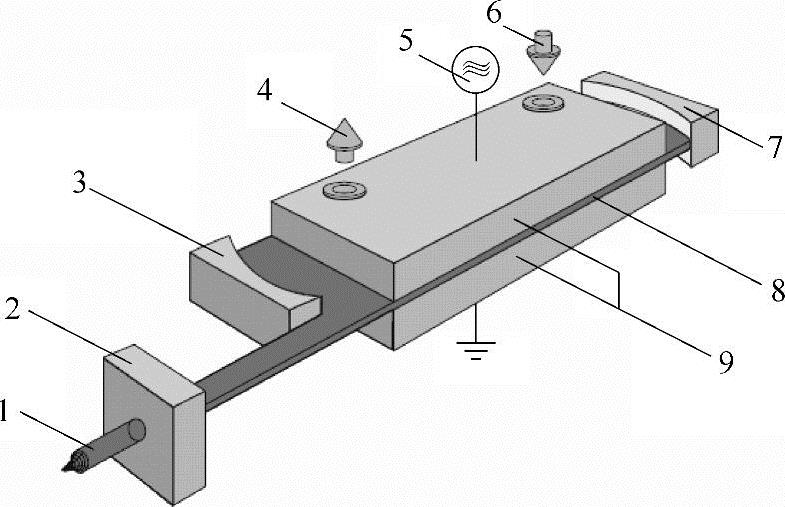
图7-104 扩散冷却式CO2激光器的结构
1—激光束 2—激光光束整形 3—输出耦合器 4、6—冷却水 5—射频激励 7—后反射镜 8—激光气体放电区 9—射频电极板
扩散冷却式CO2激光器主要分为封离式和准封离式,混合气体的主要成分是CO2、N2、He、CO和Xe气。扩散冷却式CO2激光器具有以下特点:结构紧凑,几乎不存在磨损部件(没有气体循环的高速风机);光束质量好,K≥0.9;没有热交换器,靠放电铜极板直接冷却;气体不流动,消耗量极低(≤0.15L/h);封离式激光器一次注入混合气体,一般可以工作8000h;准封离式激光器一般可以工作72h以上。
3.固体激光器
固体激光器是以掺杂的玻璃、晶体或透明陶瓷等固体材料为工作物质的激光器。一般由激光工作物质(红宝石、YAG或钕玻璃棒)、泵浦灯、聚光器、谐振腔(全反镜和输出窗口)、电源及控制设备组成。
固体激光器以光为激励源(泵浦源),提供能量使工作物质中上下能级间的粒子数翻转。光源需要满足两个基本条件:有很高的发光效率,辐射光的光谱特性应与工作物质的吸收光谱相匹配。固体激光器由于光源的发射光谱中只有一部分为工作物质所吸收,加上其他损耗,因而能量转换效率不高。
常用的泵浦源主要有惰性气体放电灯、太阳能及二极管激光器。其中惰性气体放电灯是当前最常用的。常用的脉冲激励源有充氙闪光灯,连续激励源有氪弧灯、碘钨灯、钾铷灯等。在小型长寿命激光器中,可用半导体发光二极管或太阳光作激励源。太阳能泵浦常用在小功率器件,尤其在航天工作中的小激光器可用太阳能作为永久能源。激光二极管泵浦是当前发展最快的激光器之一。激光二极管泵浦的固体激光器有很多优点,寿命长、频率稳定性好、热光畸变小等,当然最突出的优点是泵浦效率高,因为它泵浦光波长与激光介质吸收谱严格匹配。图7-105为灯泵浦固体激光器示意图。激光二极管泵浦的方式可分为两类:横向,同轴入射的端面泵浦(见图7-106a);纵向,垂直入射的侧面泵浦(见图7-106b)。
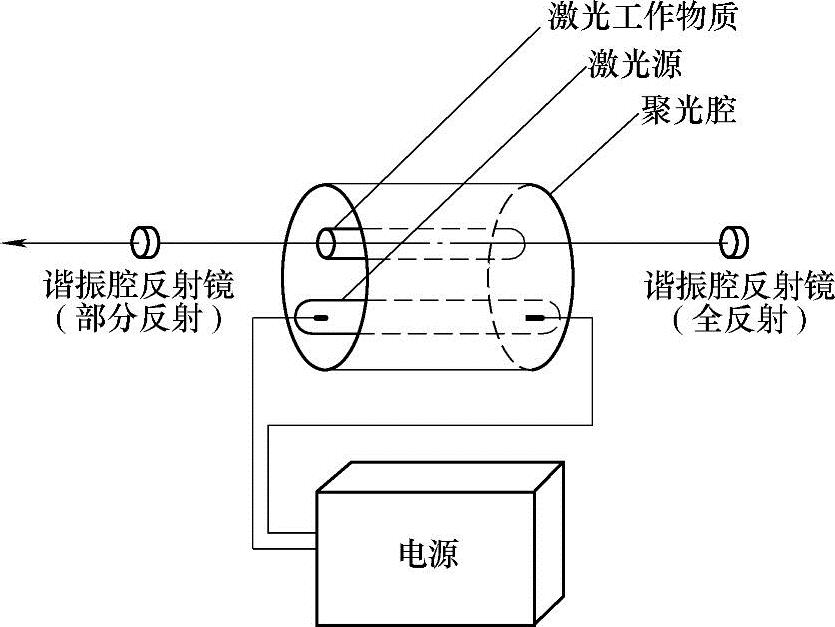
图7-105 灯泵浦固体激光器
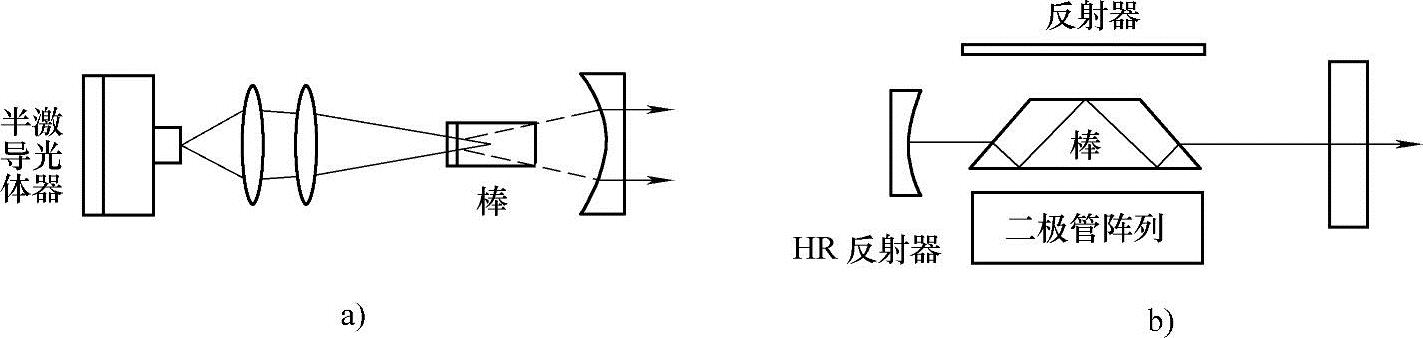
图7-106 半导体激光器泵浦固体激光器的结构示意图
a)端泵浦方式 b)侧泵浦方式
工作物质和泵浦源都安装在聚光腔内,聚光腔的作用是将泵浦源与工作物质有效地耦合,同时决定激光物质上泵浦光密度的分布,从而影响到输出光束的均匀性、发散度和光学畸变,因此聚光腔的优劣直接影响泵浦的效率及工作性能。光学谐振腔除了提供光学正反馈维持激光持续振荡以形成受激发射,还对振荡光束的方向和频率进行限制,以保证输出激光的高单色性和高定向性。固体激光器工作时会产生比较严重的热效应,所以通常都要采取冷却措施。主要是对激光工作物质、泵浦系统和聚光腔进行冷却,以保证激光器的正常工作及器材的保护。
4.新型激光器的进展
目前最值得关注的是固体激光器的两个完全不同的发展方向:一方面,将激光棒的直径扩大,而长度减少为几百微米,这就成就了盘式激光器;另一方面,将棒的长度加大,直径减小,这就成为光纤激光。
和传统固体激光器相比,最新的半导体泵浦Yb:YAG盘式激光器的激光碟片有相当大的表面-体积比,因此激光碟片能更有效地实现冷却。盘式激光器激光碟片的一面被直接安装在冷却镜面上,这样设计可增加激励效果。上述特点可将热透镜效应减到最小,甚至在强劲的能量被泵入时也是这样。这就意味着,盘式激光器很容易获得高光束质量,从而提高其适用性。
光纤激光器主要由泵浦源、耦合器、掺稀土元素光纤、谐振腔等部件构成,如图7-107所示。泵源由一个或多个大功率激光二极管构成,其发出的泵浦光经特殊的泵浦结构耦合到作为增益介质的掺稀土元素光纤内,泵浦波长上的光子被掺杂光纤介质吸收,形成粒子数反转,受激发射的光波经谐振腔镜的反馈和振荡形成激光输出。光纤的长度保证了光束质量接近衍射极限(在给定波长的激光中最小可能的聚焦尺寸)。这种激光的谐振腔内无光学镜片,具有免调节、免维护、高稳定性的优点。就光—光转换效率来比较,灯泵浦YAG仅约为4%,半导体泵浦YAG和盘形激光器约为40%,光纤激光器可达70%~80%。由于激光始终被包含在光纤内,因而激光腔内不会存在其他导致激光损失的因素。光纤激光器不仅比固体、气体、半导体激光器有非常明显的优越性,而且与二极管泵浦固体激光器相比,也有更好的光束质量,可得到更小的聚焦光斑,具有寿命长、转换效率高的优点。随着光纤激光器应用的更加广泛,对高功率光纤激光器的需要越来越大。
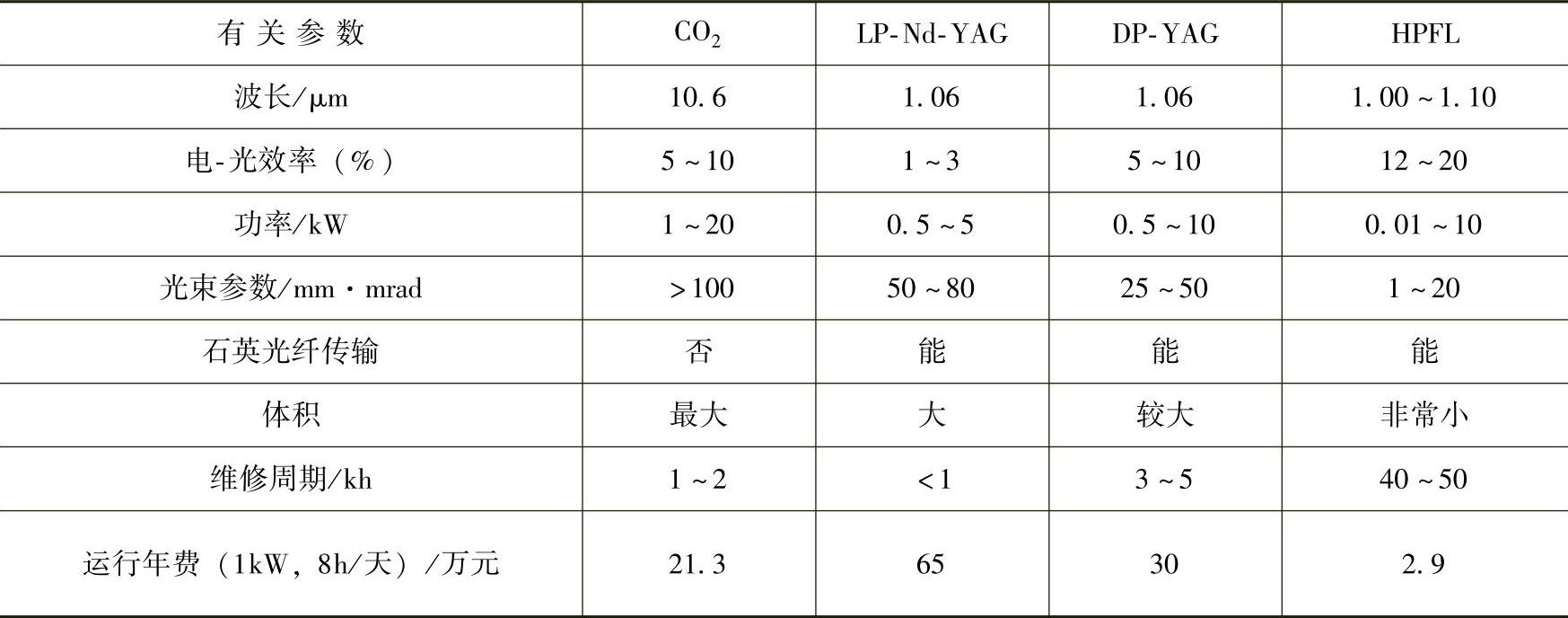
表7-33为各种常用激光器的特点。
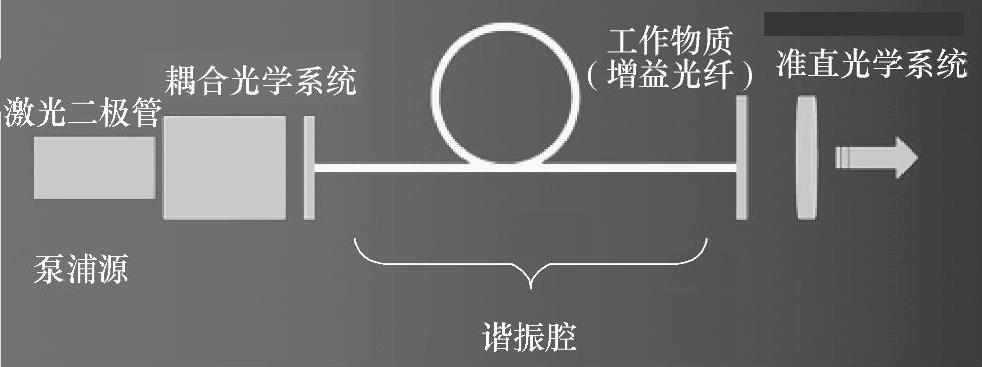
图7-107 光纤激光器结构
表7-33 常用激光器的特点
5.典型激光器设备
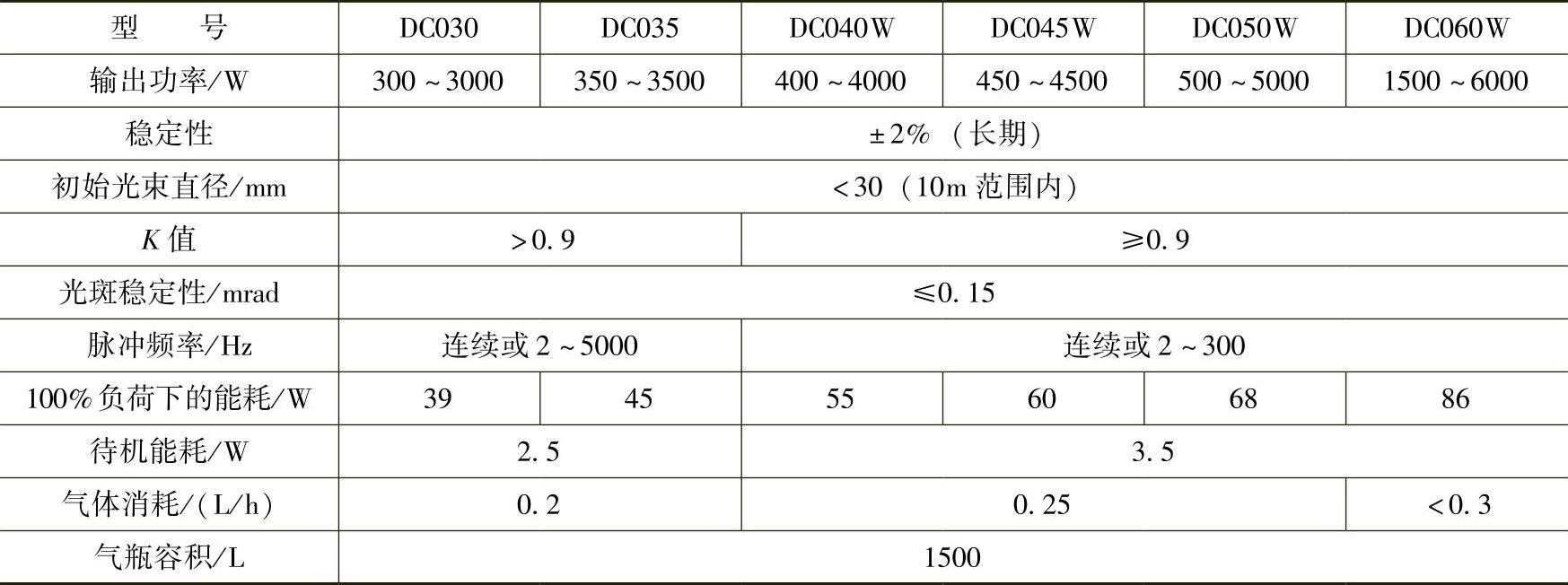
(1)CO2气体激光器系列产品 目前扩散冷却式激光器是CO2激光器的发展主流,图7-108和表7-34给出了德国Rofin公司的CO2气体激光器系列产品及主要参数。

图7-108 Rofin公司的CO2气体激光器典型产品
表7-34 CO2气体激光器系列主要参数
(2)多功能Nd:YAG脉冲激光加工机 国产多功能Nd:YAG脉冲激光加工机,如图7-109所示。表7-35为楚天JHM-1GY(X)-400/500技术参数。整机由激光器、激光电源、光学系统、三/四轴联动工作台、CNC控制系统、CCD监控系统、制冷系统、光纤传输系统、He-Ne激光指示系统等组成,激光头可实现手动两轴旋转,并且可以采用光纤传输激光,具有光束质量好、性能稳定、控制精度高、操作方便等优点。该机具有焊接、切割、打孔和简单标记等多种功能。
表7-35 JHM-1GY(X)-400/500技术参数

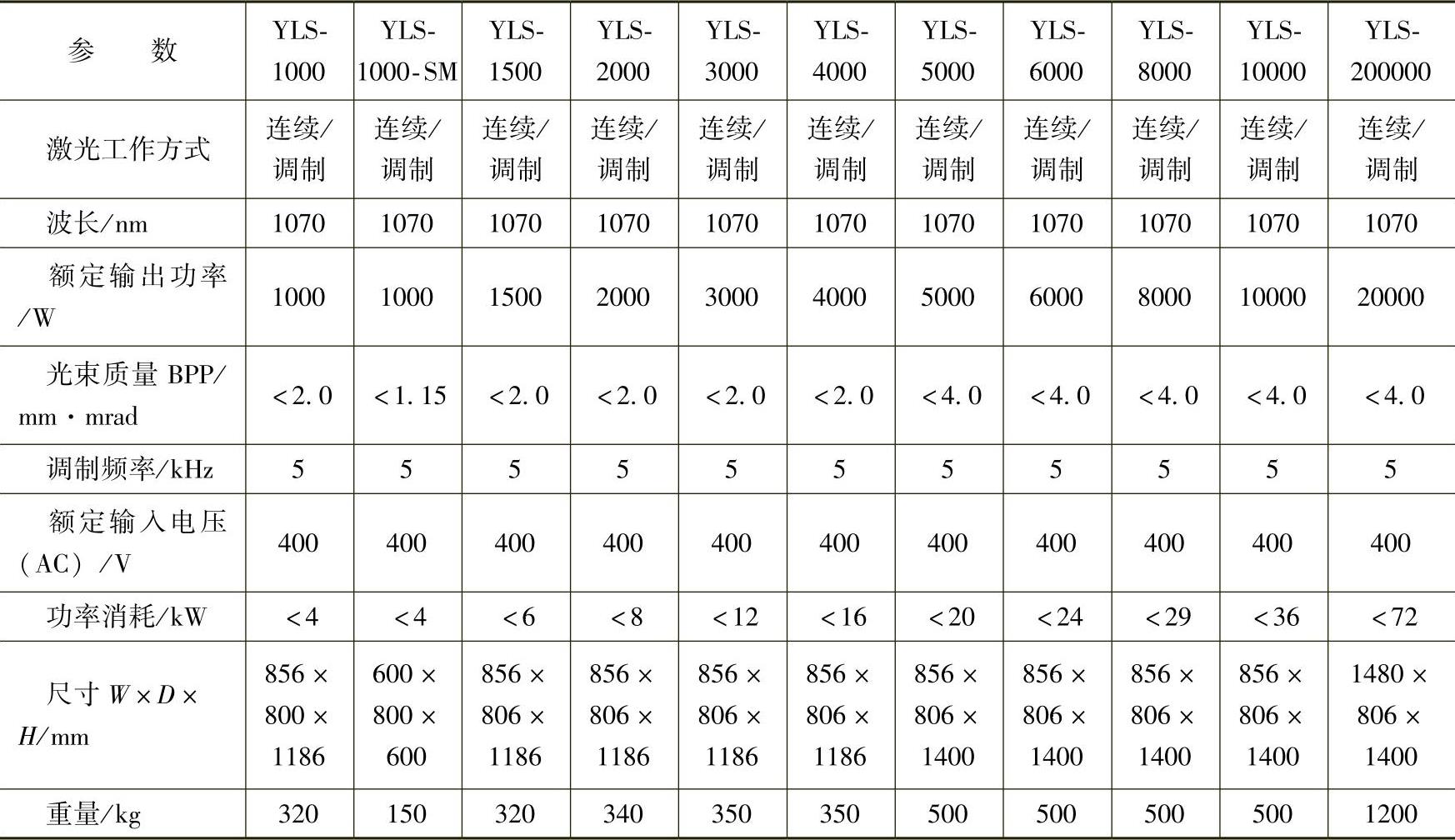
(3)高功率光纤激光器系列产品 光纤激光器是目前发展的重要方向。美国IPG公司系列产品,见表7-36。图7-110为典型产品照片。可进行切割、焊接、熔覆等加工操作,广泛应用于汽车、航空航天、轨道交通、船舶制造等工业领域。
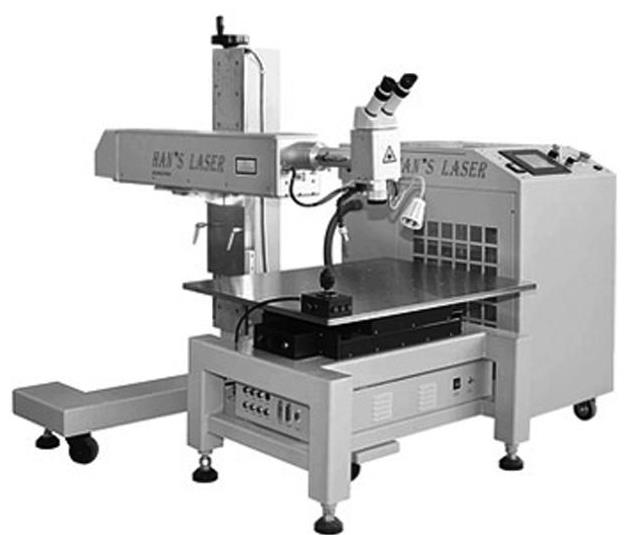
图7-109 多功能Nd:YAG脉冲激光加工机
图7-110 高功率光纤激光器
表7-36 高功率YLS系列光纤激光器参数表(IPG公司)
有关焊接制造工程基础的文章

激光器是激光焊焊接设备中的重要组成部分,提供焊接加工所需的激光热源。图4-1-1 激光焊焊接设备的组成光路系统实现对激光束的传输和聚焦,有些场合还需对激光束进行分光。其运动精度在很大程度上影响了激光焊接的精度,需采用精密机械和CNC数控。安装He-Ne激光器时,使红色的He-Ne激光与焊接用激光同轴,依此可进行光路调整和与工件对中。以下将进一步介绍激光焊接设备中的激光器、光路系统和工艺介质输送系统。......
2023-06-26

以工业领域最为常见的CO2激光切割系统为例,介绍激光切割设备的组成。CO2激光器有轴流式和横流式激光器之分,激光切割一般使用的是轴流式激光器。因此,激光切割的工艺参数主要包括光束参数、辅助气体两大类参数。单模激光的切割能力要优于多模,300W的单模激光与500W的多模激光具有同等的切割能力。研究表明,氧气纯度降低2%,切割速度会降低50%。......
2023-07-02

下面分别以激光-TIG和激光-MIG电弧复合热源焊为例描述激光与电弧的相互作用。由于TIG焊不存在熔滴过渡对焊接熔池的影响,在激光-TIG电弧复合热源焊过程中,熔池匙孔的稳定性较好。尤其是对于CO2激光,焊接过程中的光致等离子体较多,对电弧的影响也更明显。此外,复合焊接机制的转变还与激光束和电弧的复合方......
2023-06-26
高的切割速度1200W的CO2激光切割2mm厚低碳钢板的切割速度达到0.1m/s,切割5mm厚有机玻璃的切割速度0.2mm/s;激光切割钢板生产率达到冲模下料的30%左右。试验设备和材料 其试验设备采用波长为10.6μm、功率为4kW的快速轴流CO2激光器,光束聚焦使用125mm的透镜。......
2023-06-26
等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23

氧乙炔焊俗称为气焊,它是熔化焊的一种形式。用来盛装氧气和乙炔气。把来自气瓶的氧气和乙炔气按适当比例混合起来,并产生熔化钢的火焰。此时,缓慢开启氧气阀,火焰将由黄色的乙炔焰变成蓝色的火焰,称为碳化焰,如图3-19b所示。图3-18 氧乙炔焊接设备的组成图3-19 各种氧炔火焰示意图a)中性焰 b)碳化焰 c)氧化焰2.气焊的操作方法气焊的操作方法有左焊法和右焊法两种。......
2023-08-10

相关推荐