
在电工实习中,我积累了丰富的实践经验,提升了技能水平,深入了解了电气设备的工作原理和安全操作,为今后的职业发展打下坚实基础。......
2025-04-09
1)铸钢件需要堆焊部位表面的氧化皮、渗碳层等必须打磨去除,表面的油污、锈蚀及水分等污物也必须清理干净。
2)堆焊外边缘需要采用钢筋、圆钢、钢板等进行支撑,矫正尺寸用的垫块、垫板一般采用低碳钢材料,但对于不锈钢铸钢件的堆焊,必须采用同材质材料作垫块、垫板或采用同类不锈钢焊材堆焊过渡层后再采用低碳钢材料。所有作为垫块、垫板的钢筋、圆钢、钢板等焊后必须采用碳弧气刨清除并打磨干净,或采用机械加工方法清除。
3)大面积堆焊时,注意调整焊接顺序,以控制焊接变形。可以采用依次叠置法或分段多层堆焊法,如图3-1和图3-2所示。

图3-1 依次叠置堆焊法

图3-2 分段多层堆焊法
4)大面积缺肉与尺寸不足的铸钢件和磨损要修复的铸钢件堆焊时,两相邻焊缝的熔合宽度应为焊缝宽的1/3,每条焊缝宽窄力求一致,堆焊顺序为分道对称焊(见图3-3),以分散热量。(https://www.chuimin.cn)
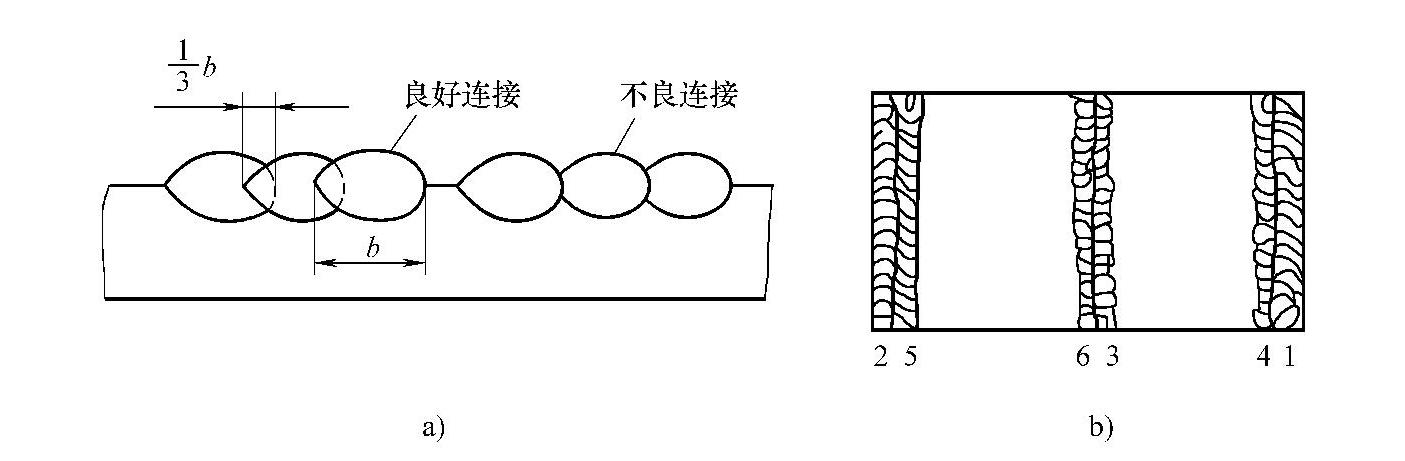
图3-3 堆焊示意图
a)焊缝熔合宽度 b)分道对称焊顺序
5)堆焊表面要求平整,堆焊后可以修刨或修补。修刨或修补后的表面高低差一般为±2mm,且堆焊焊缝最低点尺寸要保证铸钢件交货尺寸和加工或精整余量的要求。
6)大面积多层堆焊时,层与层之间要相互形成大于15°的交叉角,或层间焊道应相互垂直,以改善焊接应力状态,防止铸钢件变形和产生裂纹。
堆焊时,其他工艺规范和要求与铸钢件补焊相同。
相关文章

(一)奥氏体不锈钢的焊接工艺要点1)几乎所有的熔焊方法都适用于奥氏体不锈钢的焊接。对于纯奥氏体与超级奥氏体不锈钢,由于热裂纹敏感性较大,应严格控制热输入,防止焊缝晶粒严重长大与焊接热裂纹的发生。(三)铁素体不锈钢的焊接工艺要点常用焊接方法都可以适用于普通铁素体不锈钢的焊接,当使用同材质焊接材料时,需采取下列措施:1)预热:一般在100~150℃左右,当含铬量提高时,预热温度也相应提高。......
2025-09-29

本次教育实习报告总结了实习期间的主要经历与收获,分析了教学方法与学生反馈,反思了个人成长与未来教学的改进方向,为今后教育实践提供了宝贵经验。......
2025-04-09





相关推荐