2.沉淀硬化半奥氏体型不锈钢的焊接特点在固溶或退火状态下,该类钢的组织为奥氏体加5%~25%的铁素体,经过系列的热处理或机械变形处理后奥氏体转变为马氏体,再通过时效析出硬化达到超高强度。......
2023-06-23
分别选用进给量f=0.4mm/r、0.6mm/r、0.8mm/r和0.9mm/r,固定铣削深度ap=5mm、铣削宽度ae=5mm,在铣削速度v=30~55m/min范围内铣削试件。铣削完毕后,对每一种进给量,分别取6种不同铣削速度的样件检测显微硬度。这里将介绍在4种不同铣削速度时材料显微硬度与金相组织的变化情况。
图7-24a所示为1号试件的显微硬度曲线。从曲线的变化情况看,1号试件的显微硬度在表层下0.04mm内有明显的变化,即由靠近表层附近的326HV,下降到距表面0.025mm深度附近的300HV,基本接近心部原始组织硬度303HV。1号试件的显微硬度测量值表明,在切削速度v=30m/min、进给量f=0.4mm/r时,硬化层深度约为0.025mm,加工硬化程度约为7.5%。图7-24b是1号试件金相组织的显微照片,在表层下有6μm的明显塑性变形区,这一层常称为非晶质层。这是因为切削刃钝圆半径使得刀具材料在切削厚度上有一薄层残留下来,这一部分又受刃口钝圆挤压,产生弹塑性变形,留在已加工表面,接着又受后刀面的挤压和摩擦而产生塑性变形。次表层的塑性变形层马氏体和其它组织受铣削力的作用,被拉长,且呈流线分布,这样就使材料的晶粒产生位错;另外,材料在挤压力和摩擦力的作用下,有轻微的晶界位错,这样就产生了晶粒强化、晶界强化,使次表面产生硬化效果。由于工件材料的相变点Ac1是605℃,而铣削区的平均温度约为250℃,即使有的区域温度高,在铣削区发生相变的区域也极其有限。
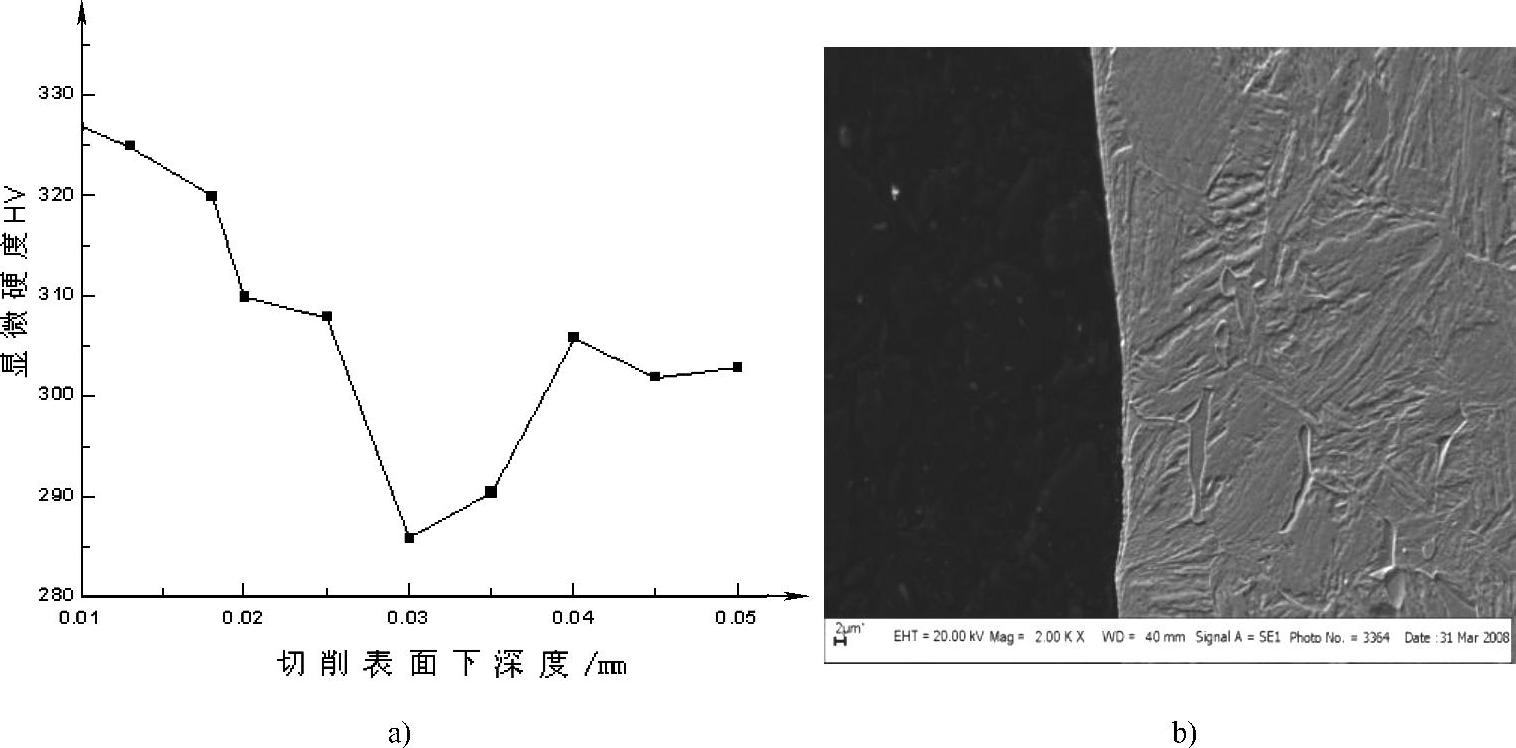
图7-24 1号试件次表层显微硬度变化曲线及其金相组织
a)1号试件次表层显微硬度变化曲线 b)1号试件金相组织显微照片
图7-25a所示为2号试件的显微硬度曲线。从曲线的变化情况看,2号试件的显微硬度在表层下0.03mm内有明显的变化,即由靠近表层附近的323HV,下降到距表面0.02mm深度附近的300HV,基本接近心部原始组织硬度305HV。2号试件的显微硬度测量值表明,在切削速度v=35m/min、进给量f=0.4mm/r时,硬化层深度约为0.02mm,加工硬化程度约为6%。图7-25b是2号试件金相组织的显微照片,非晶质层深2μm。次表面组织的流线分布形式更明显,由于铣削速度的增大,作用在已加工表面的挤压、摩擦时间缩短,使晶粒位错减轻,晶界变化不大,从而晶粒强化、晶界强化效果比1号试件稍小,加工硬化层也稍浅。
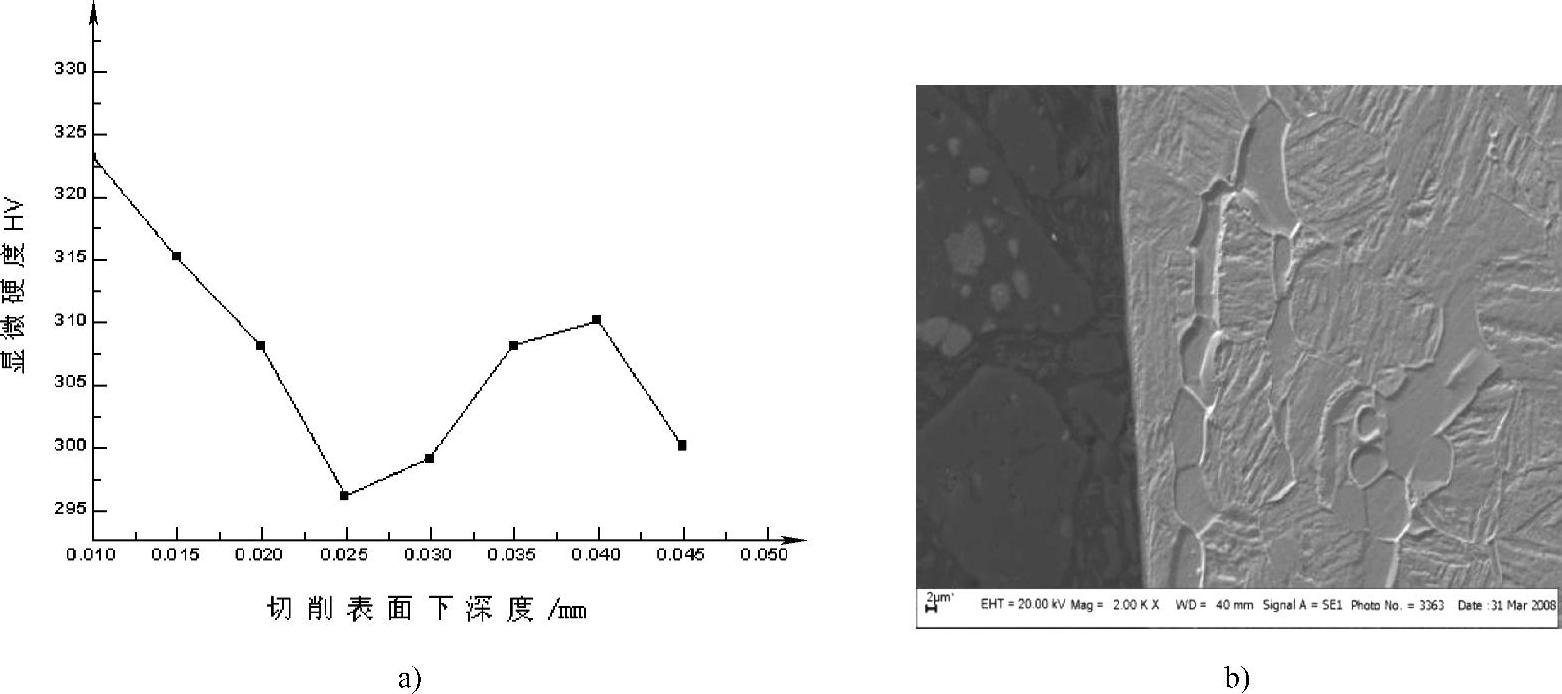
图7-25 2号试件次表层显微硬度变化曲线及其金相组织
a)2号试件次表层显微硬度变化曲线 b)2号试件金相组织显微照片
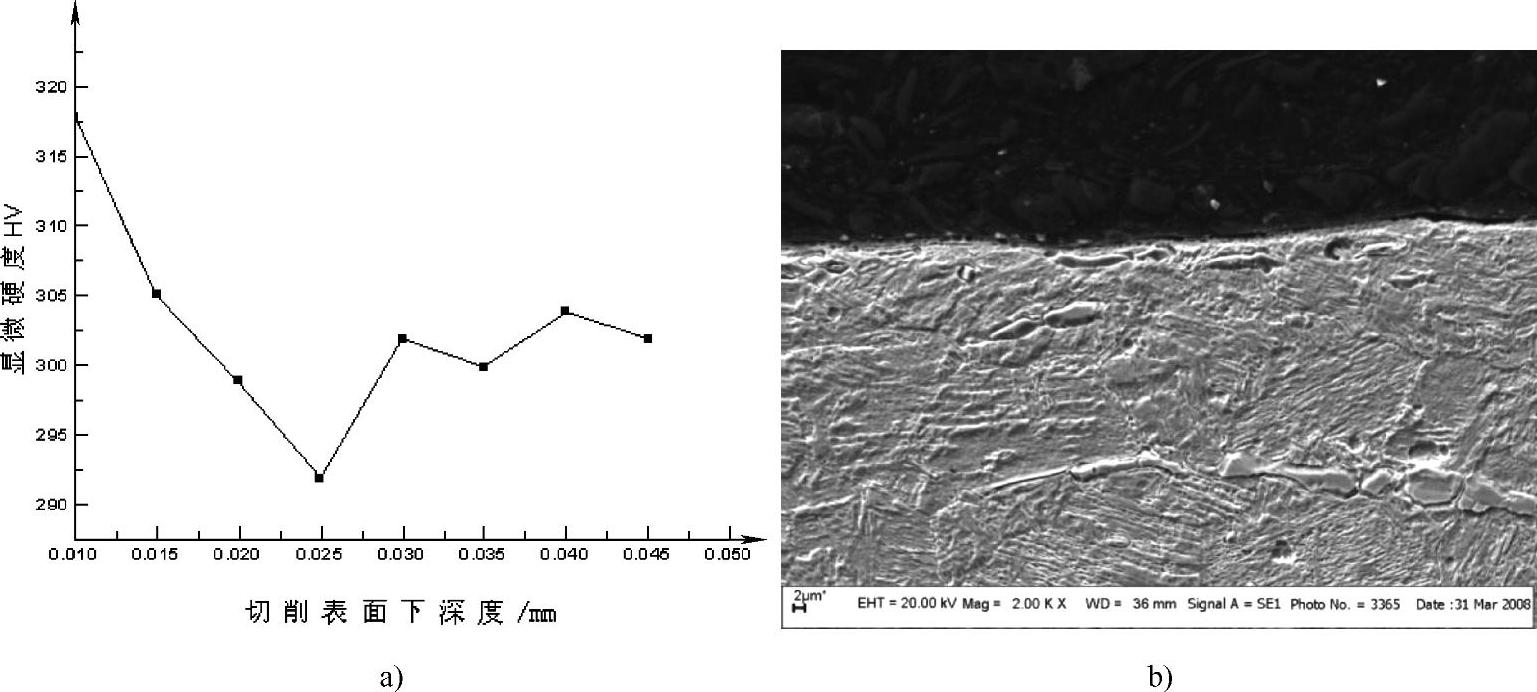
图7-26 3号试件次表层显微硬度变化曲线及其金相组织
a)3号试件次表层显微硬度变化曲线 b)3号试件金相组织显微照片
图7-26a所示为3号试件的显微硬度曲线。从曲线的变化情况看,3号试件的显微硬度在表层下0.025mm内有明显的变化,即由靠近表层附近的318HV,下降到距表面0.025mm深度附近的293HV,基本接近心部原始组织硬度305HV。3号试件的显微硬度测量值表明,在铣削速度v=40m/min、进给量f=0.4mm/r时,硬化层深度约为0.025mm,加工硬化程度约为4.2%。随着铣削速度不断增加,非晶质层深降低到1μm。图7-26b是3号试件金相组织的显微照片。由于铣削刃对已加工表面的挤压、摩擦减缓,使晶粒位错、晶界变化进一步减弱,晶粒强化、晶界强化效果不明显,加工硬化层也变浅。
图7-27a所示为4号试件的显微硬度曲线。从曲线的变化情况看,4号试件的显微硬度在表层下0.035mm内有明显的变化,即由靠近表层附近的324HV,下降到距表面0.035mm深度附近的290HV,基本接近心部原始组织硬度305HV。4号试件的显微硬度测量值表明,在铣削速度v=50m/min、进给量f=0.4mm/r时,硬化层深度约为0.03mm,加工硬化程度约为6.2%。随着铣削速度继续提高,铣削区平均温度约300℃,第一铣削区材料的应变、应力增大,一方面非晶质层深增厚至3μm(见图7-27b),另一方面使已加工表面的塑性变形层晶粒的位错密度加大,晶界变形增大,从而晶粒强化、晶界强化效果使铣削加工硬化层加深。

图7-27 4号试件次表层显微硬度变化曲线及其金相组织
a)4号试件次表层显微硬度变化曲线 b)4号试件金相组织显微照片
铣削速度对工件加工硬化深度以及铣削温度的影响见图7-28,铣削速度对工件加工硬化程度以及铣削温度的影响见图7-29。从图中可以看出,硬化层深度hc=f(v)和硬化程度N=f′(v)在最佳铣削区中具有最小值的极值特性。对所有的进给量而言,随着铣削速度的提高,加工硬化深度和硬化程度逐渐降低,在某个区域铣削速度达到极小值,然后又慢慢升高。从几个不同的进给量所进行实验的情况来看,加工硬化深度和硬化程度的最小值相差无几,而且进给量越大,对应的加工硬化(硬化深度和硬化程度)的最小值与对应的切削速度越低,在最佳的刀具磨损程度和最佳铣削速度范围内呈现最小的加工硬化深度和程度。

图7-28 铣削速度对工件加工硬化深度以及铣削温度的影响
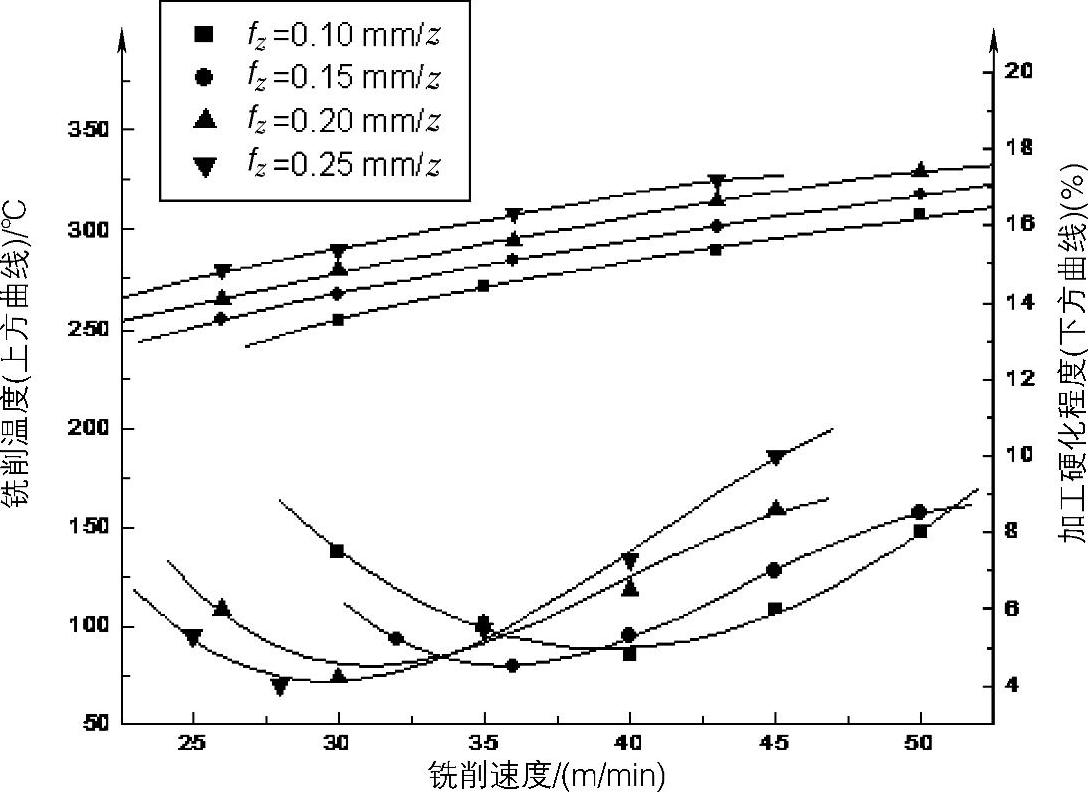
图7-29 铣削速度对工件加工硬化程度以及铣削温度的影响
有关沉淀硬化不锈钢的切削与数值模拟的文章

2.沉淀硬化半奥氏体型不锈钢的焊接特点在固溶或退火状态下,该类钢的组织为奥氏体加5%~25%的铁素体,经过系列的热处理或机械变形处理后奥氏体转变为马氏体,再通过时效析出硬化达到超高强度。......
2023-06-23

从曲线的变化情况看,4号试件的显微硬度在表层下0.035mm内有明显的变化,即由靠近表层附近的350HV,下降到距表面0.035mm深度附近的290HV,基本接近心部原始组织硬度305HV。4号试件的显微硬度测量值表明,在切削速度v=84m/min、进给量f=0.1mm/r以及切削深度ap=0.4mm的条件下,硬化层深度约0.04mm,加工硬化程度约12%。......
2023-06-27

1)取后刀面磨损量为0.5mm作为铣刀的磨钝标准,使实验工作在刀具的正常磨损阶段进行。2)取表8-4中的进给量、铣削深度和铣削宽度,分别在5~7种铣削速度下进行铣削,然后用模拟的方法得到铣削温度。4)实验数据的处理。由图可知,用YG8铣削沉淀硬化不锈钢时,不同进给量的铣削表面积相对磨损最小值所对应的铣削温度值在268~280℃之间。如果取平均值,则可认为用YG8铣削沉淀硬化不锈钢的最佳铣削温度为274℃。......
2023-06-27

1)在车刀上划出VB0=0.08~0.10mm的后刀面预磨损带,使实验工作在刀具的正常磨损阶段进行。f1-v01、f2-v02、f3-v03、f4-v04分别为切削速度和进给量的最佳组合,它们对应的切削温度即最佳切削温度。4)实验数据的处理。由图可知,用YT15车削沉淀硬化不锈钢时,不同进给量的切削表面积相对磨损最小值所对应的切削温度值在360~390℃之间。如果取平均值,则可认为用YT15车削沉淀硬化不锈钢的最佳切削温度为375℃。......
2023-06-27
铣削加工的主要内容如图3-78所示。镶齿端铣刀直径一般在φ75~φ300 mm,最大可达φ600 mm,主要用在立式或卧式铣床上铣削台阶面和平面,特别适合于大平面的铣削加工。端铣时,ap 为切削层深度;圆周铣削时,ap 为被加工表面的宽度。指平行于工作平面测量的切削层中最大的尺寸。......
2023-06-29

数控铣床加工的程序是数控铣床的指令性文件,数控铣床受控于程序指令,加工的全过程都是按程序指令自动进行的,因此,数控铣床加工工艺与普通铣床工艺规程有较大差别,涉及的内容也较广。数控铣削加工前,应保证各加工面均有较充分的余量。......
2023-06-26
表6-3 铣削参数图6-7 立式整体铣刀磨损曲线图6-7表明,几种刀具材料都有明显的初期磨损、正常磨损和剧烈磨损三个阶段的变化。其中,Y330材料的立铣刀各个磨损阶段相对平稳。用表6-2中的可转位铣刀刀片材料及规格,采用表6-4中的铣削参数进行铣削实验,借助读数显微镜定时测取刀具后刀面磨损值。实验结果表明YT5刀具材料比较耐磨;而YG8是实验中最为耐磨的一种刀具材料。......
2023-06-27
目前,在数控铣床上加工的绝大多数零件属于平面类零件。平面类零件是数控铣削加工对象中最简单的一类,一般只需用三坐标数控铣床的两坐标联动就可以把它们加工出来。2)采用三坐标数控铣床进行三坐标联动的方法加工空间曲面。故数控铣床容易保证成批零件的一致性,使其加工精度得到提高,质量更加稳定。虽然数控铣床加工范围广泛,但是因数控铣床自身特点的制约,某些零件仍不适合在数控铣床上加工。......
2023-06-26
相关推荐