车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2025-09-29
1.平面类零件
加工面平行、垂直于水平面或其加工面与水平面的夹角为定角的零件称为平面类零件。根据定义,图5-7所示的3个零件都属于平面类零件。目前,在数控铣床上加工的绝大多数零件属于平面类零件。
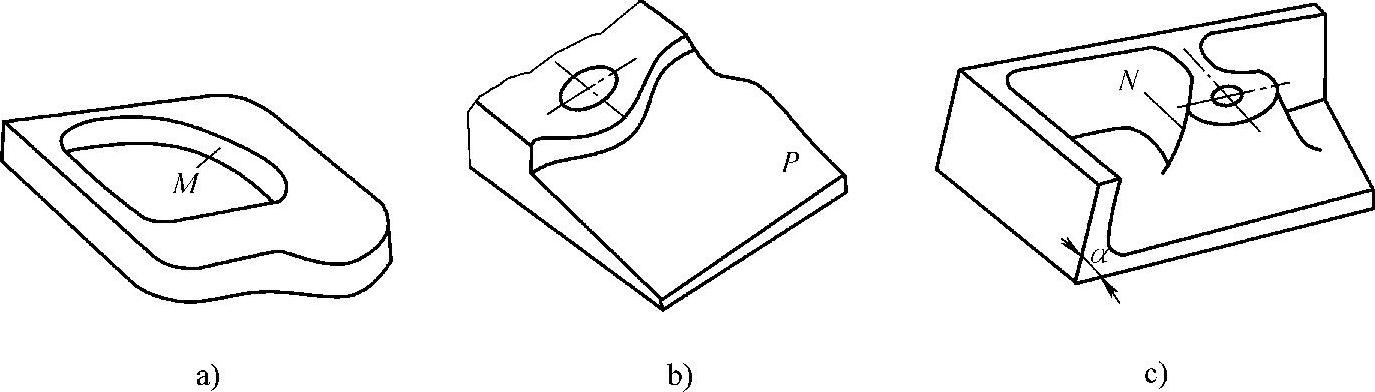
图5-7 典型的平面类零件
a)带平面轮廓的平面零件 b)带斜平面的平面零件 c)带正圆台和斜筋的平面零件
平面类零件的特点是:各个加工单元面是平面,或可以展开成为平面。平面类零件是数控铣削加工对象中最简单的一类,一般只需用三坐标数控铣床的两坐标联动就可以把它们加工出来。
有些平面类零件的某些加工单元面(或加工单元面的母线)与水平面既不垂直也不平行,而是呈一个定角。对于这种平面类零件的斜面,常用的加工方法如下:
以图5-7b所示的斜面为例,当工件尺寸不大时,可用斜垫板垫平后加工;若机床主轴可以摆角,则可摆成适当的定角来加工;当工件尺寸很大、斜面坡度又较小时,也常用行切法加工,但会在加工面上留下叠刀时的刀锋残痕,要用钳修方法加以清除。当然加工斜面的最佳方法还是利用五坐标铣床加工,可以不留残痕。
对于图5-7c所示的正圆台和斜筋表面,一般可用专用的角度成形铣刀来加工,在这种情况下采用五坐标铣床摆角加工反而不合算。
2.变斜角类零件
加工面与水平面的夹角呈连续变化的零件称为变斜角类零件,这类零件多数为飞机零件,此外还有检验夹具与装配型架等。
变斜角类零件的典型特点是:变斜角加工面不能展开为平面,但在加工中,加工面与铣刀圆周接触的瞬间为一条直线。图5-8所示为飞机上的一种变斜角梁缘条,该零件在第2肋至第5肋的斜角α从3°10′均匀变化为2°32′,从第5肋至第9肋再均匀变化为1°20′,从第9肋到第12肋又均匀变化至0°。

图5-8 变斜角梁缘条
加工变斜角面的常用方法主要有以下3种:
1)用四坐标联动的数控铣床(X、Y、Z、A)加工,刀具使用圆柱铣刀,运用直线插补方式摆角加工。这种方法适用于曲率变化较小的变斜角面。当工件斜角过大,超过铣床主轴摆角范围时,可用角度成形刀加以弥补。
2)用五坐标联动的数控铣床(X、Y、Z、A、B或C),运用圆弧插补方式摆角加工。这种方法适用于曲率变化较大的变斜角面,这时用四坐标联动、直线插补的方法难以满足加工要求。(https://www.chuimin.cn)
3)用三坐标数控铣床进行2.5坐标加工,刀具使用球头铣刀和鼓形铣刀,运用直线或圆弧插补的方式分层铣削,所留叠刀残痕用钳修的方法加以清除。图5-9所示是用鼓形刀铣削变斜角面的情况。由于鼓形刀的鼓径可以做得比较大,要比球头刀的球径大,所以加工后的叠刀刀锋较小,加工效果比球头刀好。球头刀只能加工大于90°的开斜角面,而鼓形刀可以加工小于90°的闭斜角面。
3.曲面类(立体类)零件
加工面为空间曲面的零件称为曲面类零件。这类零件的特点是:加工面不能展开为平面,加工面与铣刀始终为点接触。
此类零件一般采用三坐标数控铣床加工,刀具通常使用球头铣刀以避免由于干涉铣伤邻近表面。加工曲面的常用方法有以下两种:
1)采用三坐标数控铣床进行二坐标联动的2.5坐标加工。加工时只有两个坐标联动,另一个坐标按一定行距周期性进给,对于不太复杂的空间曲面的加工常用此法。图5-10所示是对曲面进行2.5坐标行切加工的示意图。
2)采用三坐标数控铣床进行三坐标联动的方法加工空间曲面。加工时,通过X、Y、Z三轴联动完成空间直线插补。对于较复杂空间曲面的加工常用此法。
4.其他在普通铣床难加工的零件
1)形状复杂,尺寸繁多,划线与检测均较困难,在普通铣床上加工又难以观察和控制的零件。
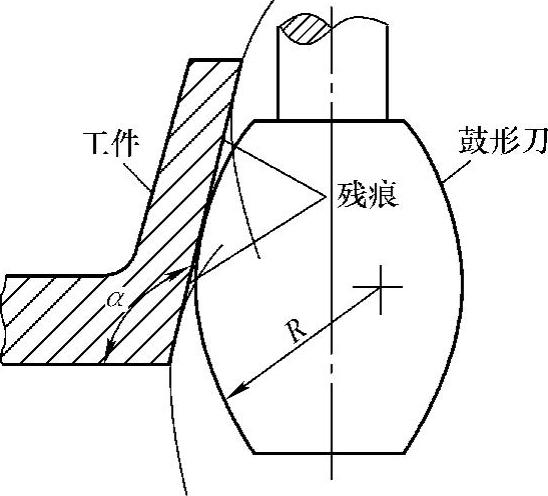
图5-9 用鼓形刀分层铣削变斜角面

图5-10 2.5坐标行切加工曲面示意图
2)高精度零件。尺寸精度、形位精度和表面质量等要求较高的零件。如发动机缸体上的多组尺寸精度要求高,且有较高位置要求的孔或型面。
3)一致性要求好的零件。在批量生产中,由于数控铣床本身的定位精度和重复定位精度都较高,能够避免在普通铣床加工中因人为因素而造成的多种误差。故数控铣床容易保证成批零件的一致性,使其加工精度得到提高,质量更加稳定。同时,因数控铣床加工的自动化程度高,还可大大减轻操作者的体力劳动强度,显著提高生产率。
虽然数控铣床加工范围广泛,但是因数控铣床自身特点的制约,某些零件仍不适合在数控铣床上加工。如简单的粗加工面、小或很不均匀的毛坯零件,以及生产批量特别大,而精度要求又不高的零件等。
相关文章

车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2025-09-29

不适应类1)生产批量大的零件。2)普通机床难加工,质量也难保证的内容应作为重点选择内容。3)普通机床加工效率低,工人手工操作劳动强度大的内容,可在数控机床尚有加工能力的基础上进行选择。2)加工余量极不稳定,且数控机床上又无法自动调整零件坐标位置的加工内容。此外,在选择和决定数控加工内容时,还要考虑生产批量,生产周期,工序间周转情况等。......
2025-09-29

图1-1-13数控加工工作过程及岗位分工二、观摩总结报告操作提示:撰写总结报告是大学生的一项基本能力,也是生产技术人员的一项基础技能。通过数控装置发出的指令,控制托板移动,可加工出任意曲线轮廓的工件。......
2025-09-29

数控车床因其加工方法和特点,配合不同类型的车削刀具,主要应用于具有复杂回转型面工件的自动加工和各类螺纹的加工。数控车床的另一个结构特点是刚度大,这是为了与控制系统的高精度控制相匹配,以便适应高精度的加工。3)数控车床的第三个结构特点是轻拖动。5)由于数控机床的价格较高、控制系统的寿命较长,所以数控车床的滑动导轨也要求耐磨性好。6)数控车床还具有加工冷却充分、防护较严密等特点。......
2025-09-29

精加工阶段精加工阶段的任务是保证各主要表面达到规定的尺寸精度和表面粗糙要求。划分加工阶段的目的在于以下几个方面。如果不划分加工阶段,粗、精加工混在一起,就无法避免上述原因引起的加工误差。加工阶段的划分也不应绝对化,应根据零件的质量要求、结构特点和生产纲领灵活掌握。......
2025-09-29
对于像数控加工中心类的机床,其要求的调速范围就更宽了。带有变速齿轮的配置方式这是大、中型数控机床采用较多的调(变)速配置方式,见图2-31a。利用三相异步电动机的转矩和定子磁链及其模型输出的定子磁链相位,直接对逆变器桥臂的通断状态进行控制。......
2025-09-29

近年来,CBN刀具在珠光体灰铸铁发动机缸体的平面铣削加工中表现出了优良的特性。干铣削Al-Si10Mg材料时的主要问题是刀具使用寿命短,加工表面质量差。试验表明,应用高压水喷射进行亚干铣削加工,可大大降低切削力,并明显地改善了加工工件的表面粗糙度。......
2025-09-29

相关推荐