主程序的结束标记用辅助机能代码M02或M30表示,子程序的结束标记用M99表示。图2.1-1 程序段的基本组成5)切削速度是多少?反之,仅在编入的程序段中有效的代码,则称为单段有效代码或单段有效指令。......
2025-09-29
1.程序特点
车削类数控机床的最大特点是以工件回转作为切削主运动,因此,CNC只要有轴向(Z)和径向(X)两个基本坐标轴,就可完成绝大部分零件的切削加工,其编程指令与数控镗铣加工机床有较大的区别。
在FS-0iD,FS-0iTD/FS-0iMateTD是用于车削类数控机床控制的系统,它与数控镗铣床控制用的FS-0iMD/FS-0iMateMD比较,在编程指令上主要具有以下特点:
1)直径编程。在工程图上,回转体类零件的轮廓尺寸通常以直径的形式标注,为了减少编程中的换算,当FS-0iTD(包括FS-0iMateTD,下同)的CNC参数PRM1006.3设定为“1”时,在程序中可直接使用直径指定径向尺寸。
2)主轴每转进给。在工艺上,车削加工的切削进给量通常以主轴每转进给表示,为了简化编程、使切削用量与工艺参数统一,FS-0iTD程序中的进给速度F单位,可以直接通过编程指令G94/G95或G98/G99,随时进行每分钟进给(mm/min)和主轴每转进给(mm/r)间的转换。
3)线速度恒定控制。为了提高工件的表面质量,保证端面、侧面车削加工时的切削速度不会因直径的变化而改变,线速度恒定控制(G96)是FS-0iTD的常用指令。
4)车削固定循环。端面、内外圆和螺纹等是最常用的车削加工,为了适应这一加工要求,FS-0iTD设计有专门的车削加工固定循环指令,固定循环的动作和FS-0iMD有明显区别。
5)车削中心编程。为了适应车削中心、车铣复合加工中心的回转体铣削加工要求,FS-0iTD可采用柱面坐标编程、极坐标编程等特殊的铣削加工指令。
6)刀具补偿。大多数端面、内外圆和螺纹车削用的刀具都固定安装在刀架上,刀具补偿需要对X/Z轴位置(刀具偏置)和刀尖半径同时进行,其刀具补偿的编程、刀具补偿参数和FS-0iMD有明显区别。
7)功能限制。由于机床结构和工艺等方面的限制,车削加工机床一般不可以像铣床、加工中心那样在单刀架车床上进行对称加工(镜像)、比例缩放,也不能通过G54.1Pn选择扩展坐标系;内外圆车削时也不能使用单向定位功能。但由于车削中心需要进行铣削加工,因此,在FS-0iTD上,已经可以使用精确定位(G09)、准确停止(G61)、攻螺纹方式(G63)、连续切削(G64)等原来只能用于FS-0iMD的编程指令,有关内容可参见第4章。(https://www.chuimin.cn)
2.代码体系
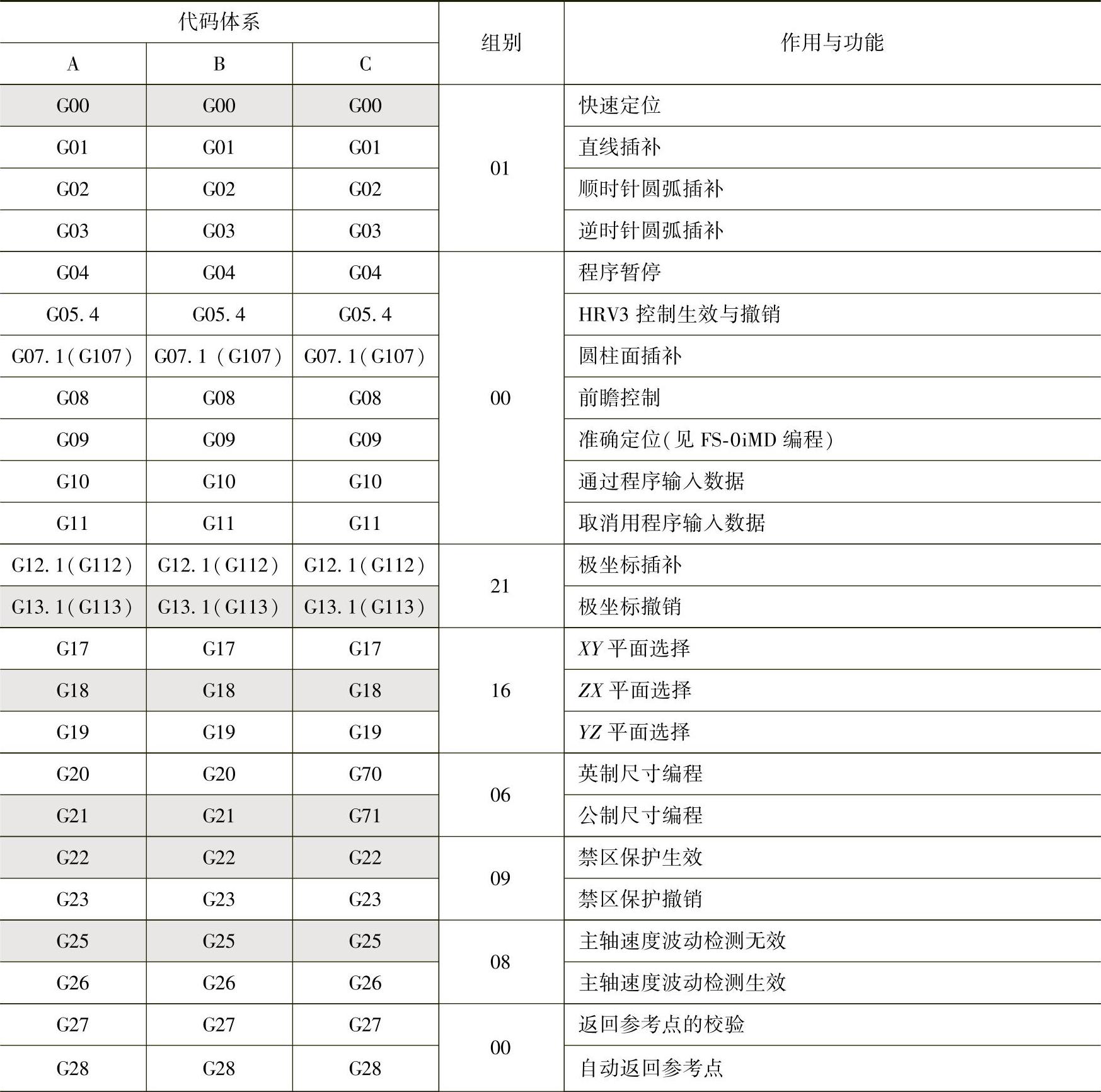
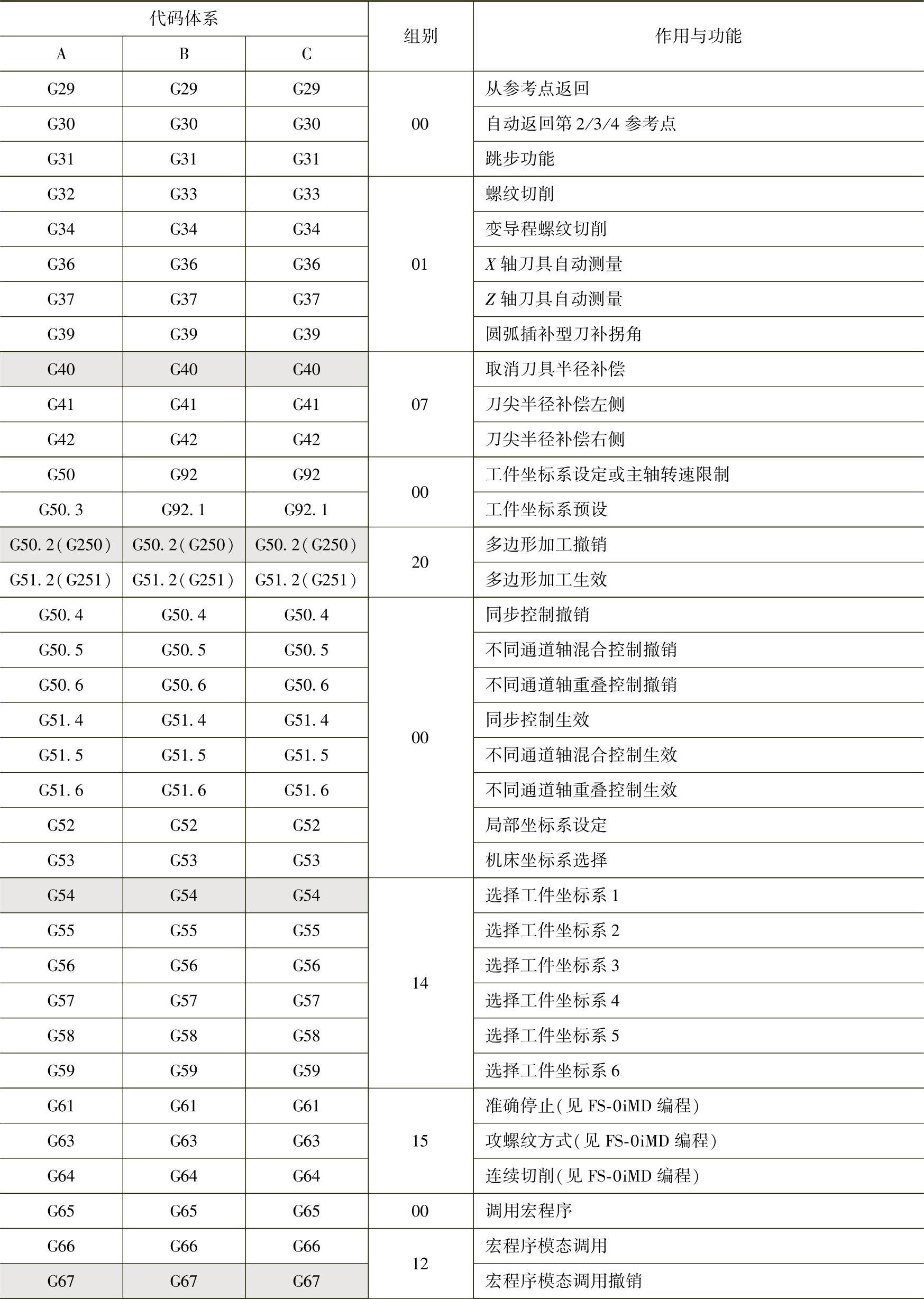
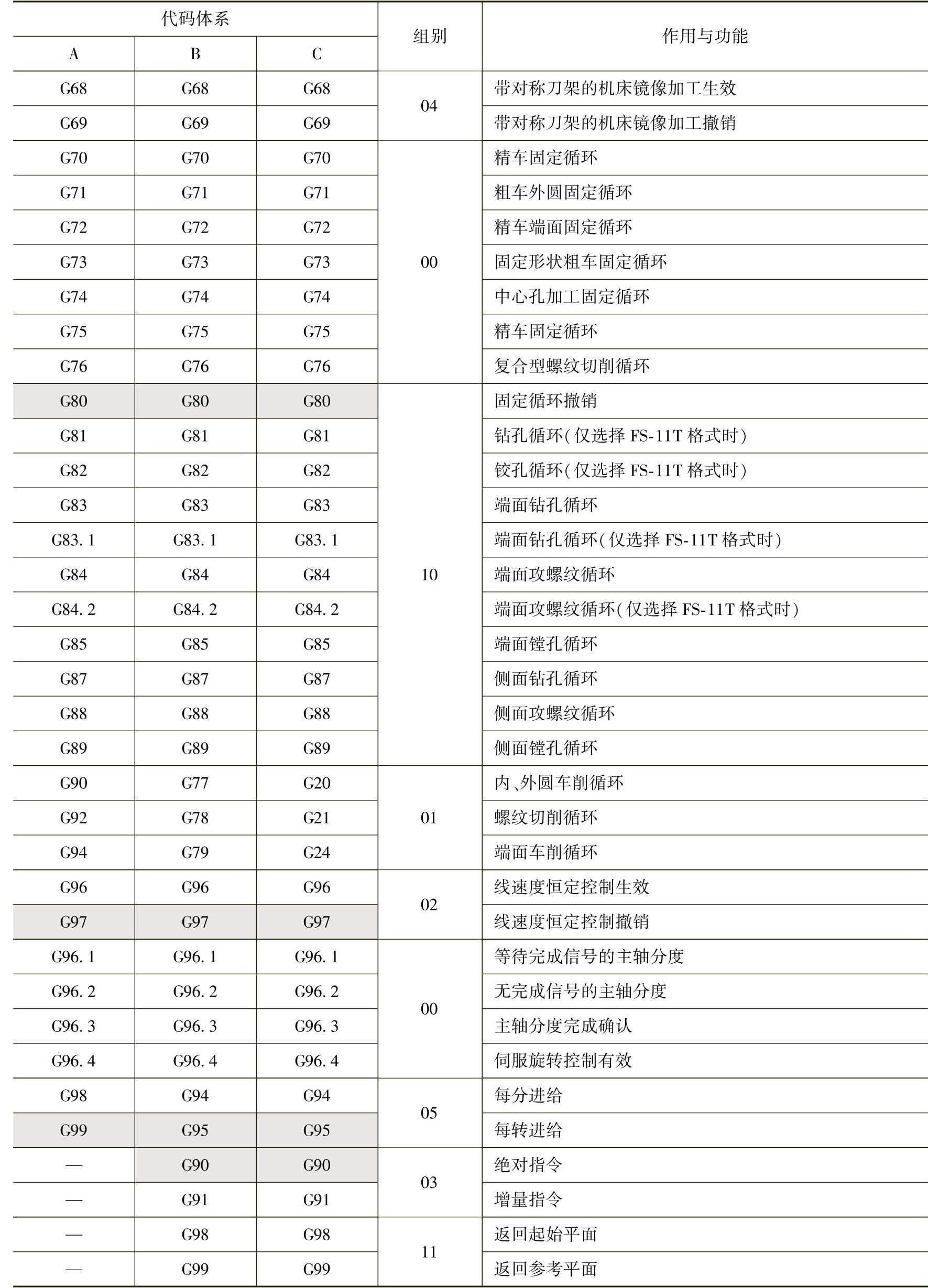
由于机床结构和工艺等方面的区别,早期的车削加工机床控制用的CNC和镗铣类机床控制用的CNC,在G指令代码的设计上有较大的差别,但是,随着车削中心、车铣复合加工中心的大量应用,在先进的CNC上,两者的功能正在相互融合,其G指令代码渐趋统一。FS-0iD有表3.1-1所示的三种G指令编程代码体系,操作者可以通过CNC参数PRM3401.6、PRM3401.7的设定自由选择。表中带阴影的G代码为通常的CNC开机默认G代码,它可以通过CNC参数的设定改变;G代码组00中,除特殊的CNC参数输入用指令G10/G11外,其他均为单段有效G代码,其余各组G代码均为模态G代码。
表3.1-1 FS-0iTD的G代码体系表
(续)
(续)
相关文章

主程序的结束标记用辅助机能代码M02或M30表示,子程序的结束标记用M99表示。图2.1-1 程序段的基本组成5)切削速度是多少?反之,仅在编入的程序段中有效的代码,则称为单段有效代码或单段有效指令。......
2025-09-29

子程序调用可通过辅助机能M98代码进行,在M98指令中,子程序号由地址P规定。如“N15 M98 P30100;”为调用子程序O0100三次,而“N15 M98 P3100;”则表示调用子程序O3100一次。......
2025-09-29
PLC执行程序的过程分为三个阶段,即输入采样阶段、程序执行阶段、输出刷新阶段,如图1-7所示。图1-7PLC执行程序过程示意图输入采样阶段在输入采样阶段,PLC以扫描工作方式按顺序对所有输入端的输入状态进行采样,并存入输入映像寄存器中,此时输入映像寄存器被刷新。若程序用梯形图表示,则PLC总是按先上后下、先左后右的顺序执行。小型PLC因为I/O点数较少,用户程序较短,一般采用集中采样、集中输出的工作方式。......
2025-09-29

这样,就形成了整个步进控制系统与SFC程序的一一对应。如果用顺序控制程序编写其互锁控制电路,不仅程序编写复杂,同时也无法显示信号运行时的先后逻辑顺序;而用SFC来编写互锁控制电路,由于其程序结构的特点,可以很好地应对这一要求。......
2025-09-29

图2-23 打开对象图2-24 创建新站3.S7/M7程序用于可编程模块的软件存储在对象文件夹中。SIMATIC S7模块在对象文件夹中被称为“S7程序”,S7程序是和应用有关的程序块、数据块、注释和符号的组合。因此,将不为这样的模块分配任何“系统数据”对象,而它们也不在项目体系中显示。系统数据对象表示系统数据块。图2-25 对话框库用于为SIMATIC S7/M7保存可重用的程序块。库位于对象体系的最上层。......
2025-09-29

基于上述优点,PLC现在已经成为目前自动控制系统和机电一体化设备中必不可少的控制装置。(二)可编程序控制器系统的工作元件1.PLC的分类按照结构形式可分为整体式和单元式两种。采用PLC控制系统的电梯在输入和输出部分与继电器和微机控制系统电梯没有明显区别,主要是通过PLC的内部软件程序取代了大量的中间继电器逻辑控制部分,使整个控制系统显得简单,同时也降低了故障率。PLC控制系统与继电器控制系统的主要区别见表3-1。......
2025-09-29

采用梯形图的方式对多个程序进行编写。图6-32 填入“PRO1”2.编写低速执行型程序在工程名为“TEST”的程序中新增程序名为“PRO2”的低速执行型程序,如图6-33所示。该程序要实现的功能是,将“PRO1”、“PRO2”、“PRO3”中使用的寄存器初始化。程序注意,“”内区分输入文字的大小写。......
2025-09-29
第3章提到了PLC有三种编程方法:线性化编程、模块化编程和结构化编程。结构化编程是将过程要求类似或相关的任务归类,在功能FC或功能块FB中编程,形成通用解决方案。其特点是结构化编程必须对系统功能进行合理分析、分解和综合,所以对设计人员的要求较高,另外,当使用结构化编程方法时,需要对数据进行管理。但是,使用结构化编程方法时,需要管理程序和数据的存储与使用。......
2025-09-29
相关推荐