在齿轮的齿坯上加工出渐开线齿形的方法很多,从加工原理上可将其分为成形法和展成法两种。展成法是应用齿轮啮合原理来进行加工的,用这种方法加工出来的齿形轮廓是刀具切削刃运动轨迹的包络线。图3-98展成法工作原理图1—刀齿切削线;2—刀刃包络线;A—刀具运动方向;B—工件旋转方向表3-20常见的齿形切削加工方法......
2023-06-29
1.齿轮轮齿的加工方法
齿轮轮齿的加工方法很多,如精密铸造、模锻、热轧和切削加工等,生产中常用的是切削法,切削法又可分仿形法和展成法两类。
(1)仿形法 仿形法的特点是刀具的形状与被加工齿廓形状完全相同。图1-44所示为仿形铣刀加工齿轮,其中图1-44a是用盘形铣刀加工齿轮,图1-44b是用指形铣刀加工齿轮。加工时,铣刀绕自身轴线旋转,轮坯沿齿轮轴线方向直线移动。每铣完一个齿槽后,将轮坯转过,再铣下一个齿槽,直到全部齿槽加工完毕。
这种切齿方法简单,不需专用机床,在普通铣床上便可进行。但为间断切削,加工精度差,生产率低,故只适用于机械修配和单件生产。
(2)展成法 展成法加工是利用齿轮啮合原理的方法加工齿轮,常用的插齿、滚齿、剃齿等都属展成法。图1-45a为齿轮插刀加工齿轮,具有渐开线齿廓的刀具与轮坯由机床驱动,绕各自轴线旋转并保证它们旋转的角速度与其齿数成反比(相当于一对齿轮啮合)。同时插刀沿轮坯轴线方向上下往复运动进行切削。刀具相对齿坯的各个瞬时位置所组成的包络线,便是被加工齿轮的齿廓,如图1-45b所示。根据一对齿轮正确啮合条件,被加工齿轮的模数、压力角应与插刀的模数、压力角分别相等,故用同一把插齿刀加工出的齿轮都能正确啮合。用齿轮插刀插齿精度较高,但插齿有空回行程,属间断切削,故生产率不高。
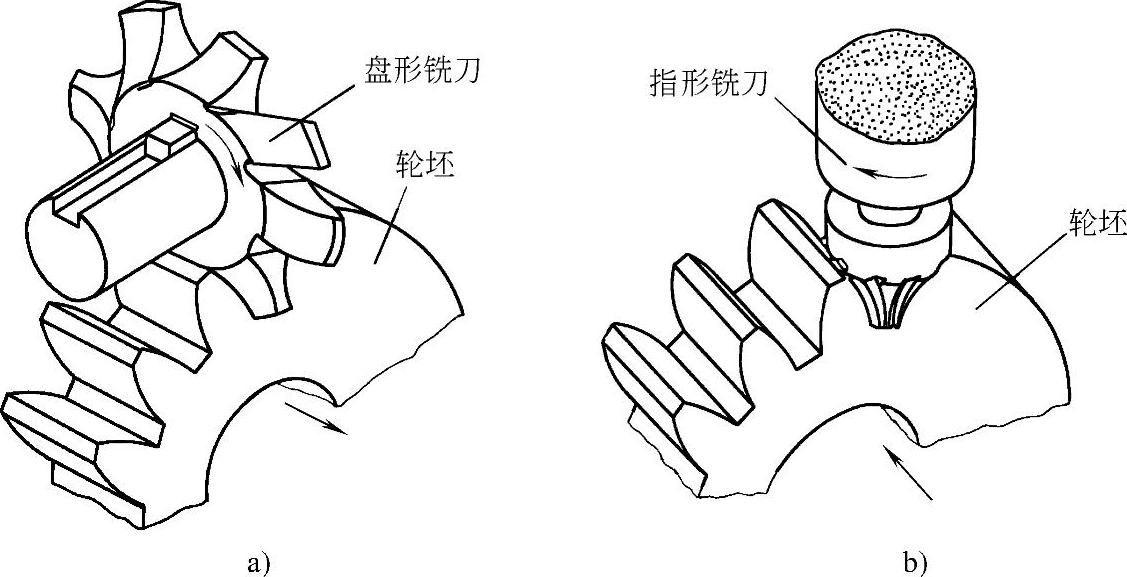
图1-44 仿形法加工齿轮
a)盘形铣刀加工 b)指形铣刀加工

图1-45 齿轮插刀加工齿轮
a)插齿加工 b)加工出的渐开线齿廓
图1-46为齿条插刀加工齿轮。与齿轮插刀一样,同一把齿条插刀加工出的齿轮都能正确啮合,加工出的齿轮精度较高,但仍为间断切削,生产率不高。采用齿轮滚刀加工齿轮,如图1-47所示,便可克服上述缺点,但滚齿加工不能加工双联齿轮和内齿轮。
2.根切现象和避免根切的措施
(1)根切现象 用展成法加工标准齿轮时,如果被加工齿轮齿数过少,刀具会将轮坯齿廓齿根部分的渐开线切去一部分的现象称为根切(图1-48)。由于根切削弱了轮齿根部的强度,使承载能力下降,因而要设法避免。
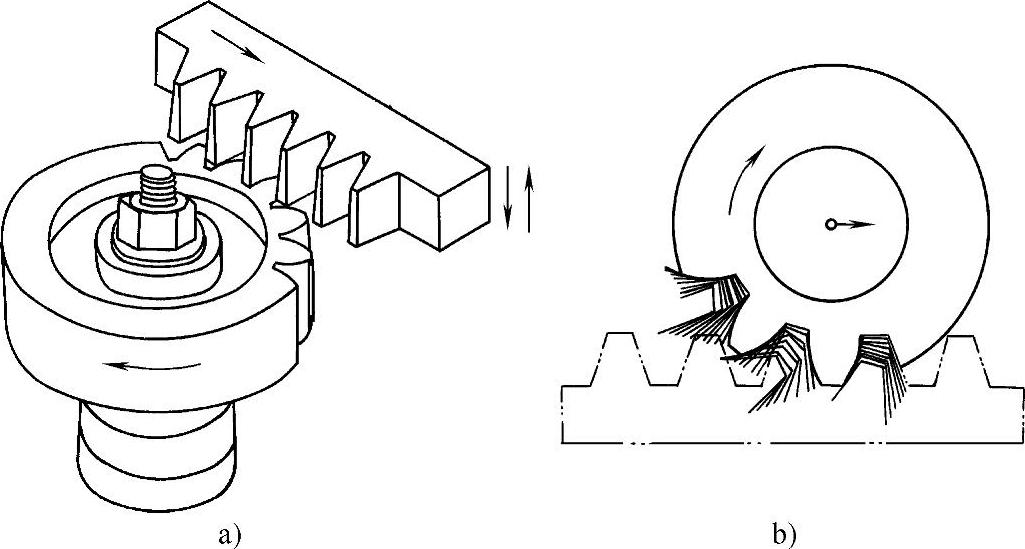
图1-46 齿条插刀加工齿轮
a)插齿加工 b)加工出的渐开线齿廓
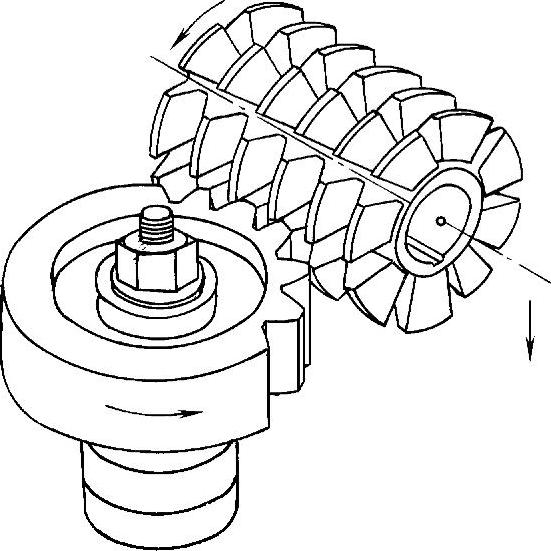
图1-47 齿轮滚刀加工齿轮
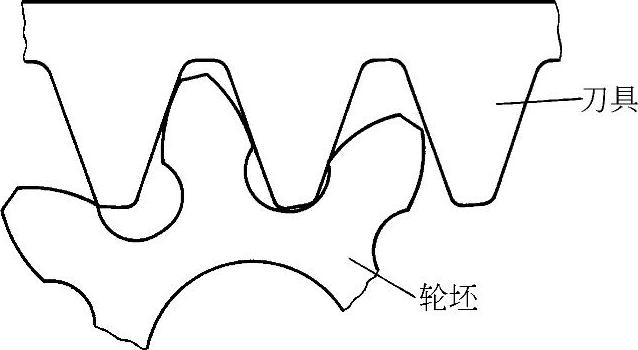
图1-48 齿轮的根切
(2)避免根切的措施
1)展成法加工标准齿轮的最少齿数。在用展成法加工齿轮时,齿轮齿数越少越易发生根切,当齿数z≥2ha∗/sin2α时,就能避免根切。由此,便可求出标准齿轮避免根切的最少齿数。对于正常齿制ha∗=1,α=20°,则zmin=17;若为短齿制ha∗=0.8,α=20°,则zmin=14。
2)采用展成法变位加工。在加工齿数少于zmin的齿轮时,只要将刀具由加工标准齿轮的位置沿径向外移(远离轮坯)一段距离后,加工出的齿轮便不会发生根切,这种加工方法便称为展成法变位加工。
有关机械基础:高级的文章

在齿轮的齿坯上加工出渐开线齿形的方法很多,从加工原理上可将其分为成形法和展成法两种。展成法是应用齿轮啮合原理来进行加工的,用这种方法加工出来的齿形轮廓是刀具切削刃运动轨迹的包络线。图3-98展成法工作原理图1—刀齿切削线;2—刀刃包络线;A—刀具运动方向;B—工件旋转方向表3-20常见的齿形切削加工方法......
2023-06-29

为了分析齿轮各种误差的性质、规律以及对传动精度的影响,将齿轮的加工误差按不同规律分类。齿轮加工过程中,几何偏心和运动偏心所产生的误差均属于长周期误差。图7-5齿轮的周期性偏差2.按齿轮误差的方向分按齿轮误差的方向分为径向误差、切向误差、轴向误差和展成面误差。展成面误差是指切齿刀具展成面的误差。......
2023-06-15

剃齿是一种高生产率的精加工方法,因此剃齿前齿轮应具有较高的加工精度,通常剃齿后的精度只能较剃齿前提高一级,但对齿轮公法线变动不能修正。珩齿是对热处理后的齿轮进行光整加工的方法。对于硬齿面的高精度齿轮,磨齿是目前唯一能够采用的工艺。磨齿最大的缺点是生产率低,加工成本较高。......
2023-06-29

引起齿轮加工误差的因素很多,加工系统中机床、刀具、齿坯的制造、安装误差均会在加工过程中引起啮合关系的变化。下面以在滚齿机上加工齿轮为例,分析产生齿轮加工误差的主要原因。......
2023-06-15

干滚切工艺因不需要使用切削液,除了明显地减小了生产成本与有利于环境保护外,还能获得很好的表面粗糙度,齿轮加工精度可以很容易达到ISO7级精度。......
2023-06-25
齿轮刀具是指加工各种齿轮、蜗轮、链轮和花键等齿廓形状的刀具。由于齿轮的种类很多,加工要求及加工方法又各不相同,所以齿轮刀具的种类也很多。表9-1盘铣刀的编号标准齿轮铣刀的模数、齿形角和加工的齿数范围都标记在铣刀的端面上。齿轮滚刀、插齿刀、剃齿刀、蜗轮刀具和锥齿轮刀具等均属展成齿轮刀具。其加工齿轮的模数范围内0.1~40mm,且同一把齿轮滚刀可加工相同模数的任意齿数的齿轮。......
2023-07-01

实际几何参数与理想几何参数的偏离程度称为加工误差。调整法加工时的调整误差,除上述因素外,还与调整方法有关。主轴回转误差会造成加工零件的形位误差及表面波度和粗糙度。导轨导向误差会造成加工表面的形状与位置误差。4)机床主轴、导轨等的位置关系误差,将使加工表面产生形状与位置误差。表5-1 造成各类加工误差的原始误差......
2023-06-28
任何一种加工方法可以获得的加工精度和表面粗糙度均有一个较大的范围。表4-7、表4-8、表4-9中分别摘录了外圆、内孔和平面等典型表面的加工方法和加工方案以及所能达到的加工经济精度和表面粗糙度。表面加工方案的选择,应同时满足加工质量、生产率和经济性等方面的要求。......
2023-06-29
相关推荐