虽然Blech结构在铝条的电迁移的实验研究中经常被人们使用,但关于背应力起源的问题仍亟待解决。如图8.7所示,如果将一个短条约束在刚性壁上,那么我们可以很容易地想象出电迁移在阳极所产生的压应力。负号表明该应力状态为压应力。焊点中电迁移造成的背应力没有铝中的背应力大,就是因为焊料的同源温度较高。显然,在电迁移开始时,条带的背应力是非线性的,如图8.8中曲线所示。......
2025-09-29
焊接过程是金属进行局部加热和冷却的过程,即焊接热循环过程。焊接热循环指焊接过程中,在焊接热源的作用下,工件上某点温度随时间变化的过程,其特征是加热速度很快,在最高温度下停留时间很短,随后各点按照不同的冷却速度进行冷却,因此工件上温度的分布具有不均匀性,如图5-1所示。低碳钢熔池的平均温度达到1700℃以上,熔池周围温度迅速递减。在此过程中造成金属内部不均匀的膨胀和收缩,结果产生了焊接应力和焊接变形。对于普通金属结构而言焊后产生焊接残余应力和焊接残余变形的基本原因则是焊后焊缝区的金属发生了纵向和横向收缩。
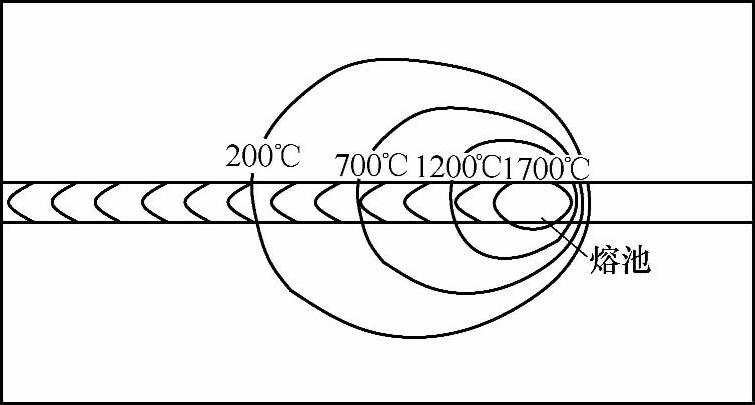
图5-1 熔池四周温度
假设在焊接过程中工件整体均匀受热,则加热膨胀和冷却收缩将不受拘束而处于自由状态那么焊后工件不会产生焊接残余应力和焊接残余变形,见表5-1。但实际上工件是局部不均匀地加热和冷却。用一根金属棒进行不均匀加热和冷却实验,可以模拟金属材料的焊接过程,见表5-2、表5-3。
表5-1 金属棒自由膨胀和收缩
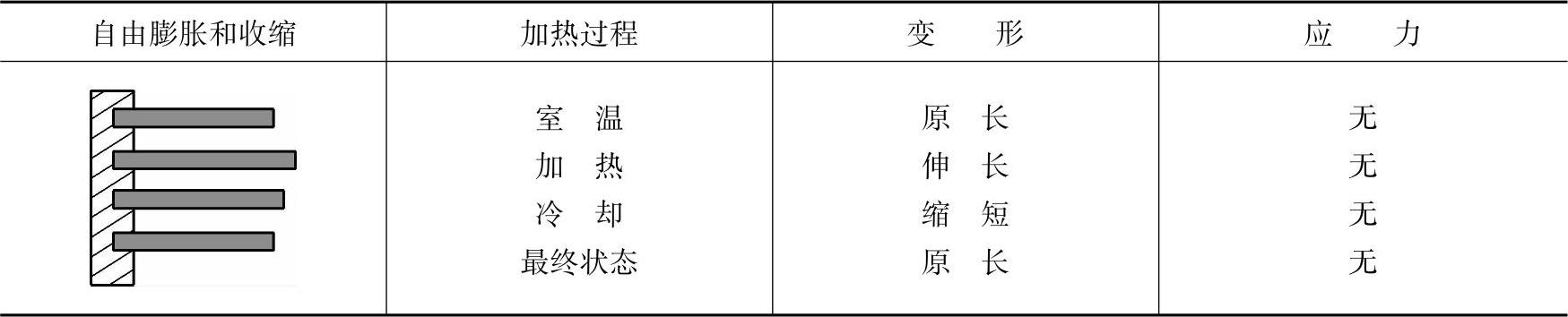
表5-2 金属棒膨胀受阻和自由收缩
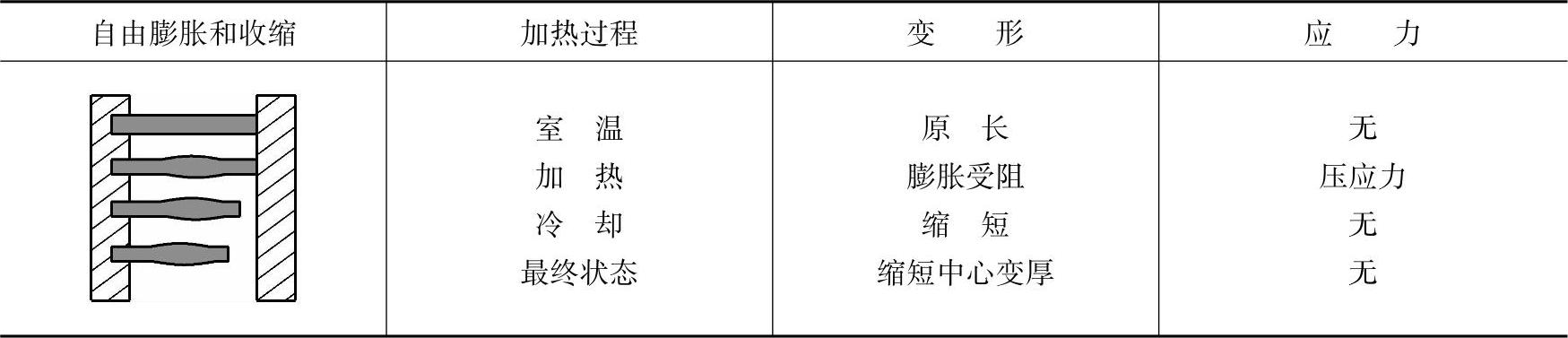
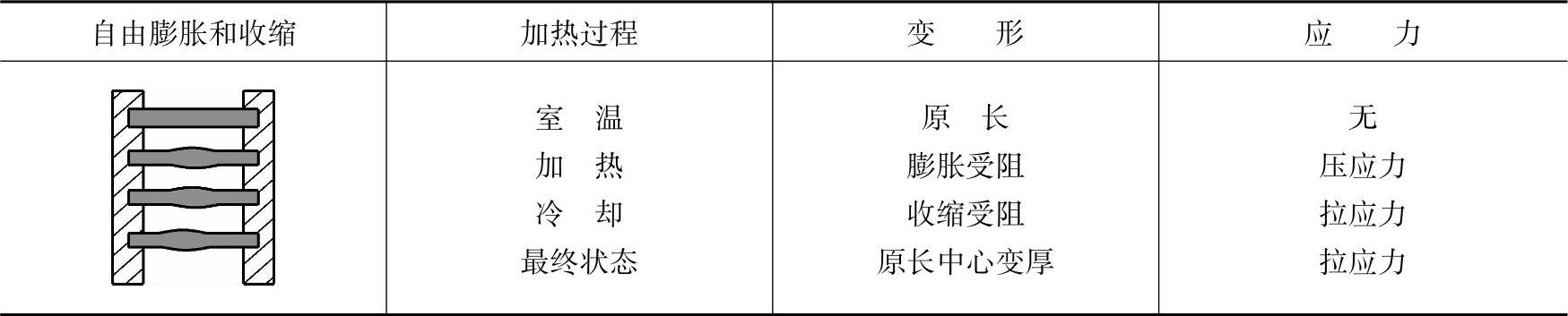
表5-3 金属棒膨胀和收缩都受拘束(https://www.chuimin.cn)
从表5-2可知,金属棒加热时,膨胀受到阻碍,产生了压应力,在压应力的作用下,产生一定热压缩塑性变形。冷却时,金属棒可以自由收缩,冷却到室温后金属棒长度有所缩短,应力消失。
由表5-3可知,金属棒在加热和冷却过程中都受到拘束,其长度几乎不能伸长也不能缩短加热时,棒内产生压缩塑性变形;冷却时的收缩使棒内产生拉应力和拉伸变形。当冷却到室温后,金属棒长度几乎不变,但金属棒内产生了较大的拉伸应力。
在焊接过程中,电弧热源对工件进行了局部加热,整个工件温度处于不均匀状态,焊缝及其附近金属加热到高温时,由于受到周围温度较低部分金属的阻碍,不能自由膨胀而产生了压应力,如果压应力足够大就会产生塑性变形。当焊缝及其附近金属冷却发生收缩时,同样会由于周围较低温度的焊缝金属的拘束,不能自由收缩,在产生一定的拉伸变形的同时,产生了焊接拉应力。

图5-2 平板对接
例如试板不受拘束,则高温时能自由膨胀,冷却后不受任何拘束自由收缩,由于熔敷金属的填充量较多,因而自由收缩量较大,会产生角变形,但没有焊接应力。如果对V形坡口平板对焊进行刚性固定,则加热膨胀在试板内会产生压应力和压缩变形,冷却收缩在试板内产生拉应力和拉伸塑性变形冷却到室温后,若解除拘束,则试板变形很小几乎看不出来,但其内部会产生较大的拉应力,如图5-2 所示。
由以上分析可知,焊接过程中,对工件进行局部不均匀加热是产生焊接残余应力和焊接残余变形的主要原因。焊接接头的收缩造成了焊接结构的各种变形。另外在焊接过程中,焊接接头晶粒组织发生转变引起体积的变化,也会在金属内部产生焊接应力,同时也可能引起焊接变形。焊接残余应力和焊接残余变形同时存在,又相互制约。如果外力使焊接残余变形减小,则残余应力会增大;如果使残余应力减小,则残余变形会增大,应力和变形同时完全消除是不可能的。
相关文章

虽然Blech结构在铝条的电迁移的实验研究中经常被人们使用,但关于背应力起源的问题仍亟待解决。如图8.7所示,如果将一个短条约束在刚性壁上,那么我们可以很容易地想象出电迁移在阳极所产生的压应力。负号表明该应力状态为压应力。焊点中电迁移造成的背应力没有铝中的背应力大,就是因为焊料的同源温度较高。显然,在电迁移开始时,条带的背应力是非线性的,如图8.8中曲线所示。......
2025-09-29

图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2025-09-29

从而,在焊缝与母材的过渡处引发应力集中,使焊件遭到意外的破坏。与其他焊接接头相比,对接接头的应力集中较小,焊后还可以很容易地进行降低或消除应力集中。由搭接接头正面角焊缝的应力分布得知,在角焊缝的根部A点和焊趾B点应力集中较大,其数值与很多因素有关。联合角焊缝的工作应力分布 既有正面角焊缝,又有侧面角焊缝的搭接接头称为联合角焊缝搭接接头。......
2025-09-29

一般认为,缝隙宽度大于0.3mm时,不再发生缝隙腐蚀。因此,缝隙腐蚀要比孔蚀容易发生而且不容易停止生长。实验证明,缝隙内外之间的电位差高达600mV,此电位差是缝隙腐蚀的推动力。孔蚀型缝隙腐蚀此类缝隙腐蚀起源于孔蚀。2)采用电化学保护来防止缝隙腐蚀。沉积物腐蚀是缝隙腐蚀的一种形式,会对许多金属构件造成严重危害。......
2025-09-29

黄土高原区具有复杂的地质地貌特征和特殊的气候特征,这些特征因素作为流域产沙的主要动力或影响因素,其不同的组合造成了流域内过程复杂、机理迥异的产沙现象。这些资料充分表明黄土高原区高度集中的暴雨是流域产沙的主要初始动力。......
2025-09-29

按干扰的耦合模式分类,电磁干扰分为以下五种类型。产生磁场干扰的设备往往同时伴随着电场的干扰,因此又统一称为电磁干扰。当I1发生变化时,A、B、C点的电位随之发生变化,导致各电路的不稳定。如图6-6所示的串联一点接地共阻方式,由于共有一根接地线,当接地点、接地方式选择不当,导致接地电阻较大,加上I1、I2、I3电流变化较大时,同样会导致A、B、C点电位的不相等,产生接地干扰。......
2025-09-29
焊接接头的基本形式主要有对接接头、搭接接头、T形接头、角接接头和端接接头五种,其基本形式如图12-5所示。目前,合格的焊缝金属力学性能往往高于母材金属的性能。在焊接结构生产中,特别是在重要的焊接结构中,对接接头是最常见的一种接头形式。但是,搭接接头的应力分布是不均匀的,而且疲劳强度也低。这种接头应尽量避免采用单面角焊缝,根部未焊透使其承载能力非常低。这种接头不是主要受力焊缝,只起到焊接结构的连接作用。......
2025-09-29
(一)电焊的火灾原因1.电焊设备和线路出现危险温度危险温度是电气设备和线路过热造成的。通风不好、散热不良等可造成电焊过热;弧焊变压器的铁心绝缘损坏或长时间过电压,使涡流损耗和磁滞增加也可引起过热等。不少电焊火灾爆炸事故都是由此引起的。此外,在电焊操作过程中还会有由于熔融金属的飞溅以及因电气火灾与爆炸而发生的灼烫事故。......
2025-09-29
相关推荐