用非铸铁型焊接材料补焊铸铁,其焊缝金属与母材金属不同,称为异质焊缝。异质焊缝分为钢基焊缝、铜基焊缝和镍基焊缝三种。如Z100是氧化性药皮铸铁焊条,用该焊条焊接灰铸铁,仍容易出现热裂纹、冷裂纹以及焊后加工难度大等问题。......
2025-09-29
真空非自耗电弧电极熔炼法与自耗电弧电极熔炼法的原理基本相同。主要区别在于非自耗电弧电极熔炼时,电极并非所要熔炼的合金成分,电极是基本无损耗的。真空非自耗电极凝壳熔炼法是在惰性气体保护下,在水冷铜结晶器上,采用钨棒或石墨棒作电极进行电弧熔炼的一种方法。早在2025年,W.J.Kroll就用这一方法熔炼了第一批钛,后来在2025年他又用同样的方法在美国浇注出了第一个钛铸件。
真空非自耗电极熔炼法示意图如图3-21所示。在熔炼前,将真空抽至1.3×10-1~1.3 Pa,然后输入高纯惰性气体进行一次或数次的反复冲刷,最后使压力保持在5×104~1×105 Pa范围内。反充氩气的目的是将真空室中的气体稀释,减少真空室中的残留空气,该方法对于真空泵工作状态欠佳的真空炉不失为一种简单有效的方法,可获得较为纯净的熔炼环境。如第一次抽到26.6kPa,反充氩气,杂质含量为26.4%(质量分数);第二次抽气后杂质含量降低到7.1%;而第三次后则可降为2%。仅当空气的残余杂质含量不高时,方可经济地反充氩气吹洗。电弧在易离子化的氩气中燃烧,比在氦气中更为稳定,而在氦气中可产生较大的弧压,这样在较小的电流的强度下,熔池可获得较多的能量,熔池变得较大。

图3-21 真空非自耗电弧电极熔炼示意图
非自耗电极熔炼的水冷电极需要消耗大量的热,因此该技术的能效较低,此外电极的寿命比较短。但由于其能控制钛合金熔炼浇注过程、大量回收废料,所以也获得了较为广泛的应用,尤其是在科研单位用于熔炼浇注小型铸锭。
近几十年来,非自耗电弧熔炼技术被广泛应用于熔配合金和制备非晶材料。该技术具有真空度较高、熔炼温度高、易操作和成本低等优点。并且冷却系统利用了水冷铜坩埚,因此在熔炼合金时避免了对合金的污染。另外,还可一次或几次熔炼得到成分均匀的合金锭。可以进行多种成分的合金熔配工作并对不同成分的合金组织进行研究。而且,还可以研究合金化元素对合金凝固组织的影响,为通过改变组织来提高合金的力学性能奠定一定的实验基础。如图3-22所示为利用非自耗电弧熔炼技术获得的TiAl基合金的典型组织示意图。该典型组织底部与水冷铜坩埚接触,为凝壳区域;顶部由于保护气体的作用,冷却相对较快,组织较为细小;中心部分热流大致为由上到下传递,为粗大的柱状晶区。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图3-22 非自耗电弧熔炼技术获得的TiAl基合金的典型组织示意图
非自耗电弧熔炼获得的TiAl基合金的凝固组织为典型的柱状晶组织。这主要是由于该熔炼设备具有较高的熔化温度和较快的冷却条件。在熔炼过程中,试样底部与水冷铜坩埚接触,上面则是能量密度非常高的电弧,这势必会在试样的垂直方向上形成典型的自上而下的强单向热流,且热流密度非常大,这样就会在试样的垂直方向上形成较大的温度梯度,形成柱状晶组织,如图3-23a和图3-23b所示。从TiAl基合金的宏观组织可以明显地观察到试样的纵截面自下而上分为三个区域,即底部快速凝固区、中部的柱状晶区和顶部的表层细晶区。其中,中部的柱状晶区的柱状晶的生长方向并不是完全与箭头方向相平行的,而是发生了一定程度的倾斜。这主要是由于以下原因造成的:由于试样的熔化和凝固过程都是在形状为半圆的水冷铜坩埚中进行的,凝固后其底部呈明显的圆弧状,这就导致了试样在冷却过程中热量传递方向为试样与铜坩埚相接触的曲面上各点的法线方向,柱状晶的生长方向与热量的传递方向相一致。
虽然利用非自耗电弧熔炼设备获得的TiAl基合金的凝固组织与定向凝固组织具有相似性,但是还是存在着本质的不同的。对于定向凝固来说,TiAl基合金在凝固过程中温度梯度(G)与生长速度都是恒定的,而且其生长条件是可控的。但是,在这种凝固过程中温度梯度与生长速度都是无规则变化的、不可控的。在这种凝固条件下既没有稳定的温度场,也没有稳定的溶质场。总之,这种凝固与定向凝固存在较大的区别。因此,在这种凝固条件下得到的柱状晶组织与定向凝固获得柱状晶组织也是有较大的区别的。
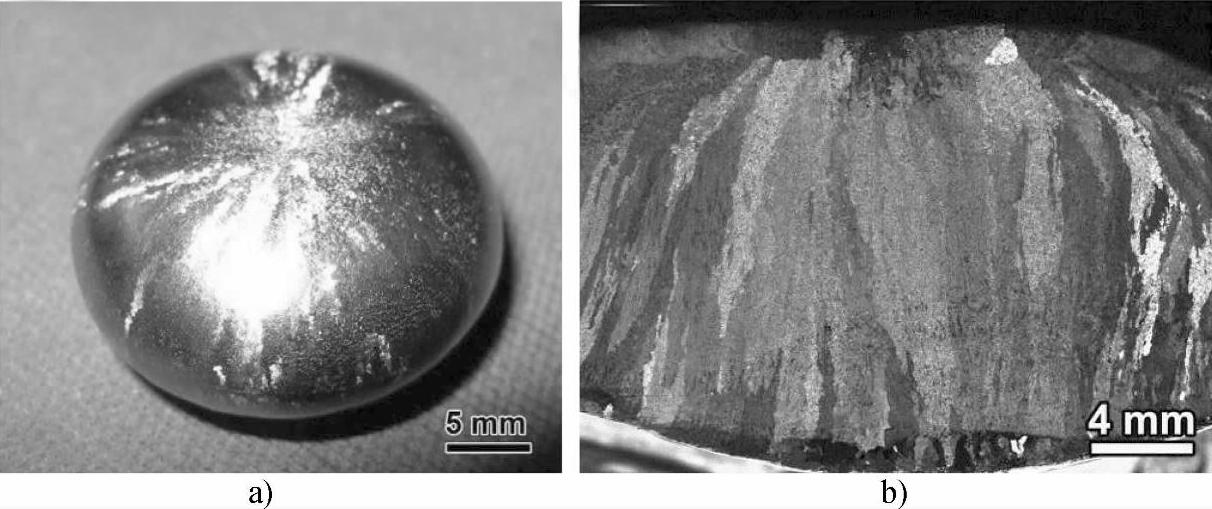
图3-23 利用非自耗电弧熔炼炉得到的TiAl基合金宏观组织
a)铸锭外观 b)纵向切断后的宏观组织形貌
相关文章

用非铸铁型焊接材料补焊铸铁,其焊缝金属与母材金属不同,称为异质焊缝。异质焊缝分为钢基焊缝、铜基焊缝和镍基焊缝三种。如Z100是氧化性药皮铸铁焊条,用该焊条焊接灰铸铁,仍容易出现热裂纹、冷裂纹以及焊后加工难度大等问题。......
2025-09-29

表7-24 T91钢管焊接材料焊接设备 ZX5—400型弧焊整流器1台,氩气瓶,氩弧焊焊枪。表7-25 T91钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面单面焊双面成形的焊接参数2)焊接过程采用短弧焊接为好,注意控制焊接速度。7)盖面焊接前,应仔细地打磨填充层表面,保持待焊层表面平整,填充层焊缝表面与焊件表面距离1.5~2mm。......
2025-09-29

硬脂酸的熔点为69.6℃,石蜡熔点为60℃。采用加热捏合时,软质聚氯乙烯捏合时间为10~15min,出料温度为95~100℃;硬质聚氯乙烯捏合时间为5~10min,出料温度为100~110℃。挤出造粒 挤出造粒可用单螺杆和双螺杆挤出机,主要应控制好挤出温度、螺杆转速、切刀转速和粒料冷却,使粒料不发生粘粒,且颗粒尺寸均匀,塑化较好。......
2025-09-29
一旦电动斥力的数值超过触头预压力,动触头即斥开并在触头间产生电弧。此后,Holm力即消失,然而与此同时,由于电弧与电极、器壁等之间的相互作用,会在动触头上作用另外一个力,称之为气动斥力FB,其方向和动触头的运动方向相同。FB=Δp×Ac Shea[6-1]和Zhou[6-2]结合实验,从理论上给出了气动斥力的分析和计算方法。以下主要介绍气动斥力的实验研究结果。......
2025-09-29

RFID射频识别是一种非接触式的自动识别技术,通过射频信号自动识别目标对象并获取相关数据,识别工作无需人工干预,可在各种恶劣环境中工作。RFID技术可识别高速运动物体并可同时识别多个标签,操作快捷方便。一般低频的RFID大都采用第一种方式,而较高频大都采用第二种方式。应答器是RFID系统的信息载体,大多是由耦合原件和微芯片组成的无源单元。......
2025-09-29

焊件 焊件两侧不得安装引弧板、引出板。焊后仔细清除焊缝处焊渣,并保持焊缝为原始状态。每个焊件在平行坡口50mm处,用划针划出测量焊缝的基准线。考核焊件的清理程度应符合焊接要求,应正确进行定位焊,应正确选择焊接参数。时间规定 焊前准备时间30min,正式焊接操作时间为60min。......
2025-09-29

电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2025-09-29
非晶态分子固体的电子输运局限于分子个体中。电荷与感应极化共同作用的结果是产生了极化子。极化子模型具有严重的局限,不能始终为观察到的行为建立正确的模型。事实上,该模型未能反映出迁移率与电场和温度的关系,而非晶态分子固体的实验已表明这种关系的存在。由于电场的存在改变了位点的能量分布并降低了朝向该方向的平均能带隙,因此可以说非晶态有机固体的电荷迁移率与电场的关系十分密切。......
2025-09-29
相关推荐