K1样品抽样规则K1.1气瓶样品抽样基数与样品数量K1.1.1 首次制造的型式试验持有相应品种气瓶特种设备许可证或者行政许可受理决定书的制造单位进行首次型式试验时,其抽样基数见表K-1。K1.2气瓶阀门样品抽样基数和样品数量气瓶阀门进行型式试验时,抽样基数为1000只。超过保存期的样品,型式试验机构应当通知制造单位取回样品,制造单位在规定期限内不取回样品又未提出处理意见的,由试验机构按照本规程K2.3的规定进行处理。......
2025-09-29
(1)放松双远心要求,对“光刻物镜6-11”再做优化,进一步改善像质。分五步优化和处理:
1)采用第一阶段优化时的变量和“新构造的评价函数”,调用Hammer算法进行优化。当评价函数由MF=0.000004100降低为MF=0.000001471时,中断优化。
2)增加物镜中第8、9、10三块透镜的厚度。逐步加厚3块透镜厚度,每一步增加0.1~0.2mm,紧接着以原有的变量和“新构造的评价函数”自动优化一次,直到三块透镜的厚度都不违反边界条件为止。
3)由路径 ,将共轭距缩小为100mm,其中106.284mm是第2)步优化后物镜的共轭距。同时在程序主页中的“Fie”里增加第7视场,值为1.84mm。
,将共轭距缩小为100mm,其中106.284mm是第2)步优化后物镜的共轭距。同时在程序主页中的“Fie”里增加第7视场,值为1.84mm。
4)对缩放后的结果,再调用Hammer算法进行优化,仍然采用第一阶段优化时所用的变量和“新构造的评价函数”。当评价函数由MF=0.000001715降低为MF=0.000001111时,终断优化。
5)将最后一块透镜的厚度改为1.1mm,将最后两块透镜间的间隔改为0.487mm。再次调用Hammer算法,以原有的变量,并采用波像差型式的默认评价函数进行优化,当评价函数值为0.000412089时终止优化。
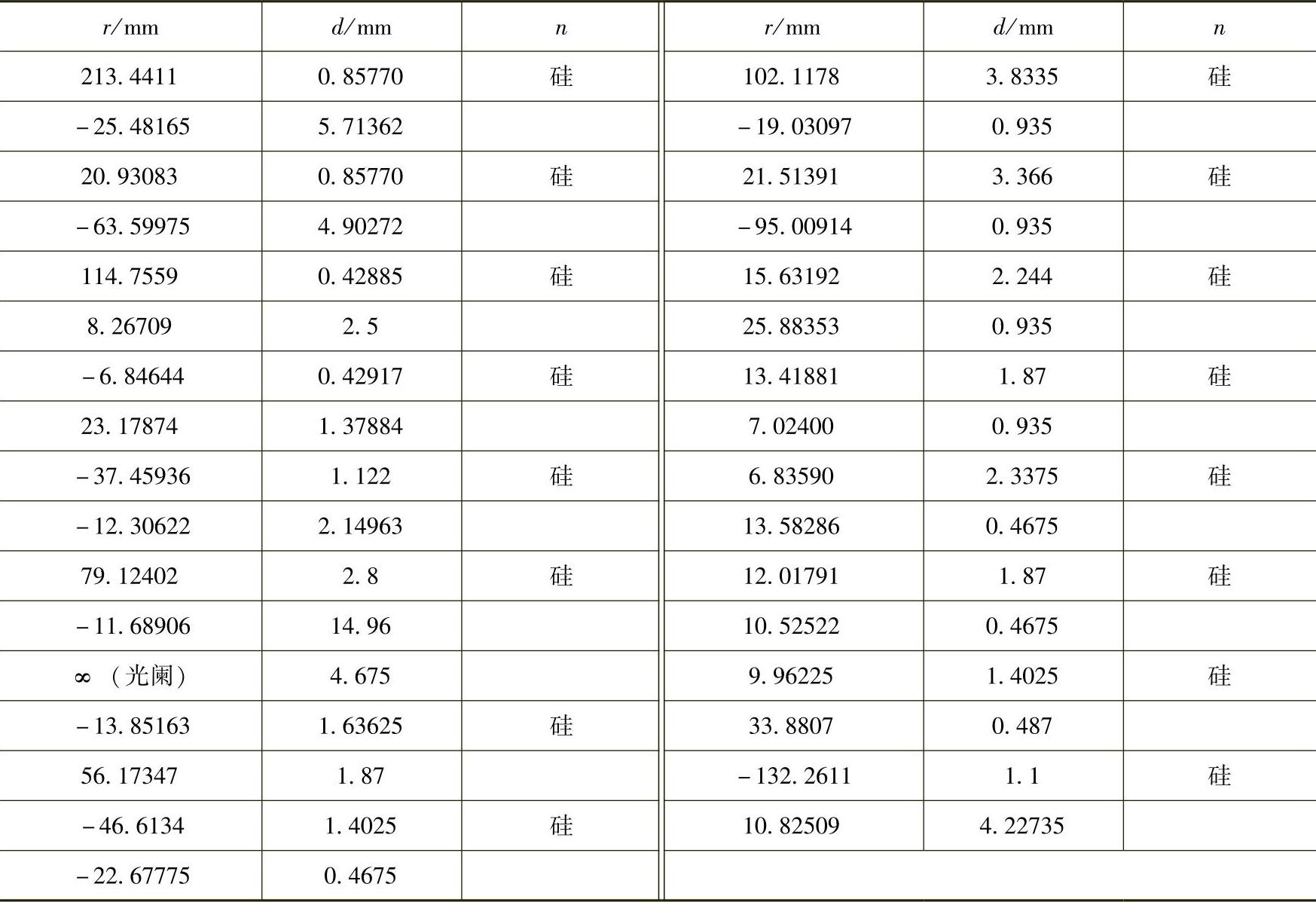
优化出的结构参数见表6-13,这个结果简称“光刻物镜6-13”,它的光路简图如图6-32所示,它的横向像差曲线、波像差曲线、像散和场曲以及畸变曲线分别如图6-33~图6-35所示,调制传递函数曲线如图6-36所示。
表6-13 光刻物镜6-13的结构参数 (l=-26.734mm,u=-0.14,y=1.84mm,β=-0.25)
从像差曲线看,光刻物镜6-13达到衍射置限水平,畸变也近乎为零。具体数据为:在整个视场范围内横向像差Δy′≤0.035μm,波像差ΔW≤0.008λ,子午场曲xt′≤0.036μm,弧矢场曲xs′≤0.01μm,相对畸变dist≤0.000042%;调制传递函数曲线MTF与衍射置限调制传递函数曲线MTF重合。这个设计结果的像质与参考文献[19]的相当。
光刻物镜6-13的入瞳至系统第一面的距离为92mm,出瞳至像面的距离为60mm;物方远心程度 ,像方远心程度
,像方远心程度 ,共轭距为102.2986mm。
,共轭距为102.2986mm。
参考文献[19]的远心程度为:入瞳至系统第一面的距离为344mm,出瞳至像面的距离为
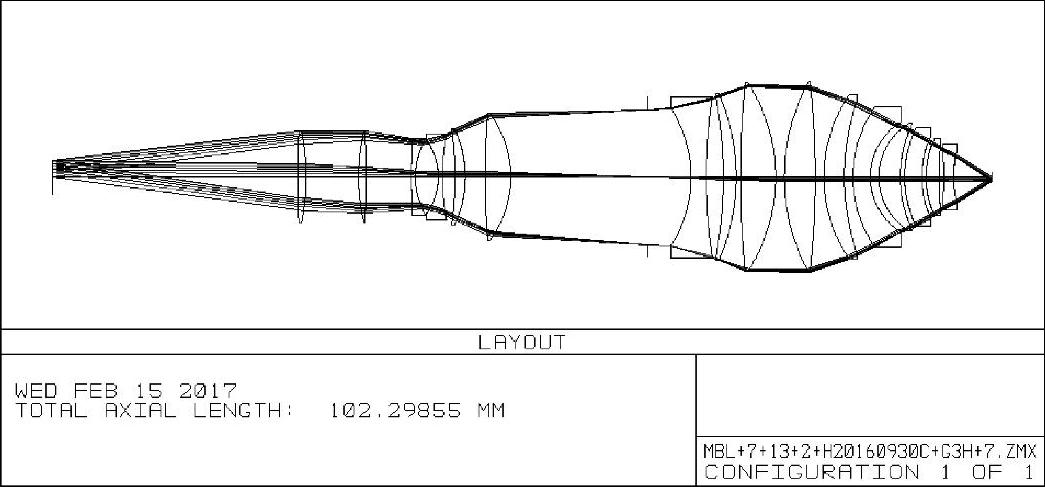
图6-32 光刻物镜6-13的光路简图
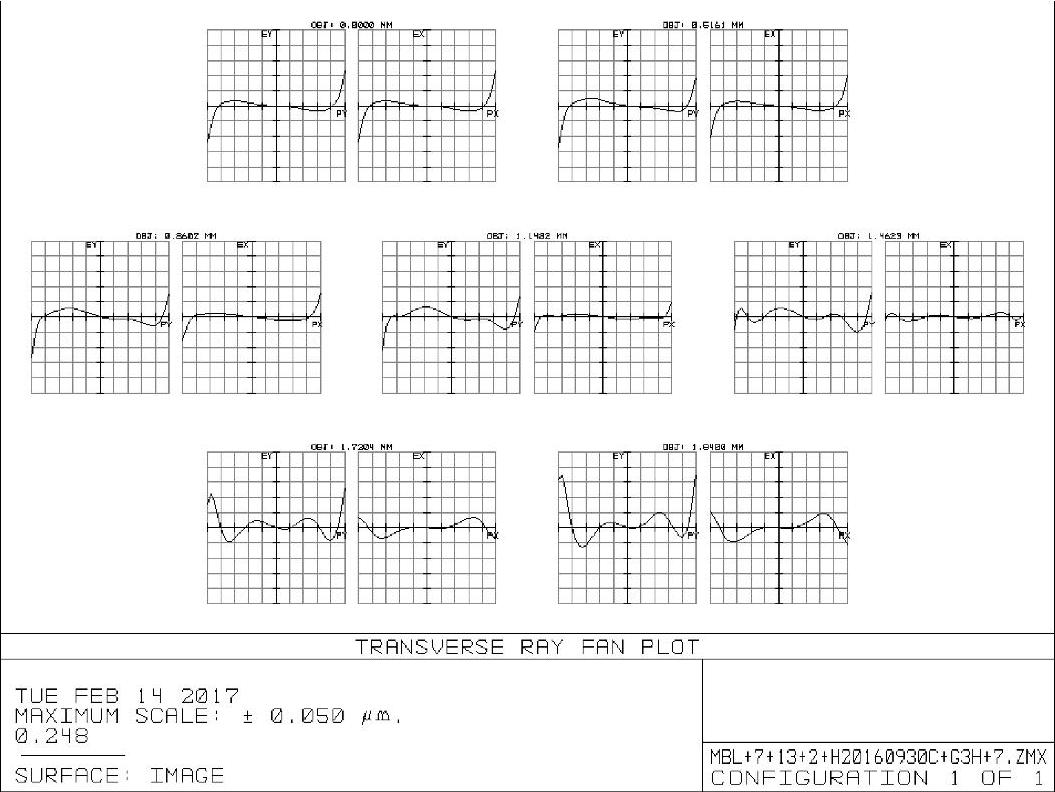
图6-33 光刻物镜6-13的横向像差曲线
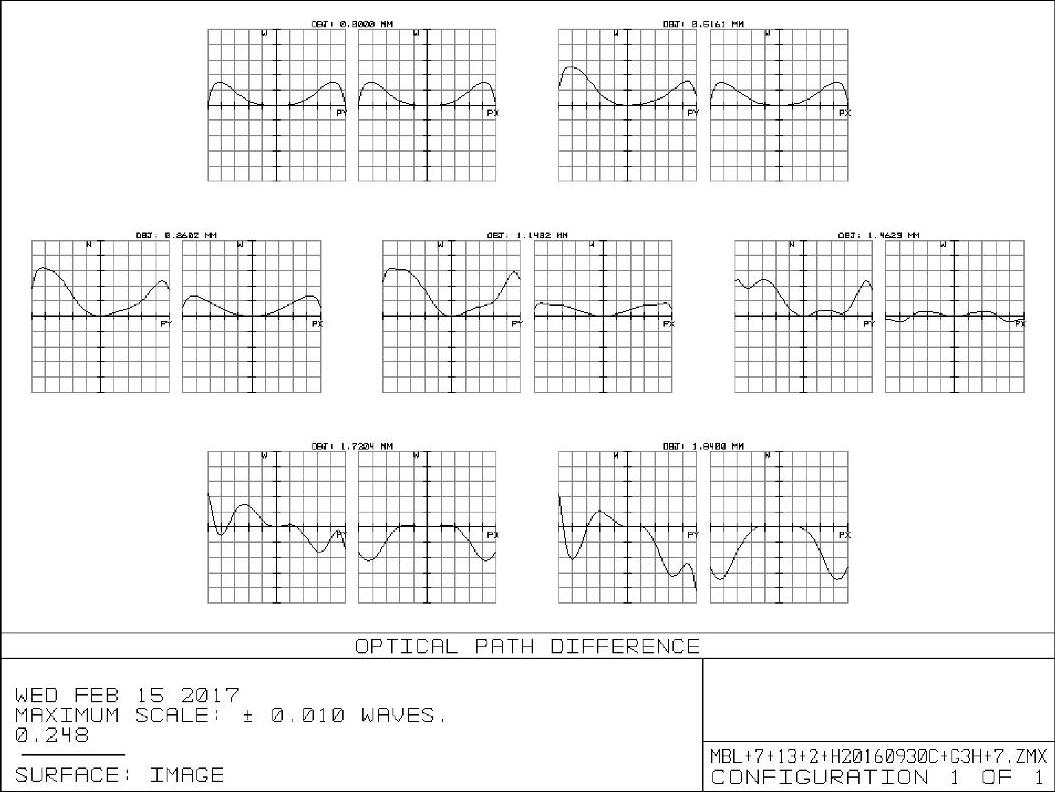
图6-34 光刻物镜6-13的波像差曲线
32mm;物方远心程度 ,像方远心程度
,像方远心程度 ,共轭距为39.958mm。两者相比,参考文献[19]的远心程度要好一些,参考文献[19]的共轭距则短很多,等同于设计物镜的半部视场角较之参考文献[19]的要小。
,共轭距为39.958mm。两者相比,参考文献[19]的远心程度要好一些,参考文献[19]的共轭距则短很多,等同于设计物镜的半部视场角较之参考文献[19]的要小。

图6-35 光刻物镜6-13的像散、场曲和畸变像差曲线(https://www.chuimin.cn)
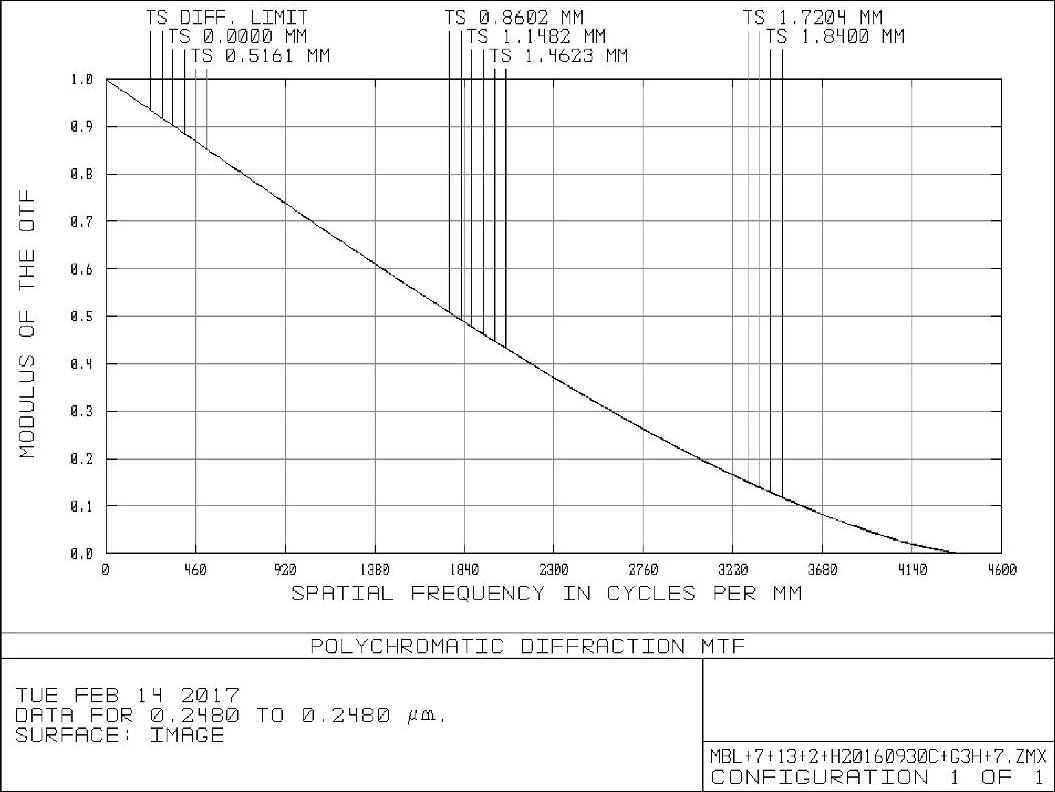
图6-36 光刻物镜6-13的调制传递函数MTF曲线
(2)光刻物镜6-11与光刻物镜6-13都是衍射置限的,这从它们各自的调制传递函数曲线看的很清楚,但两者的差别在调制传递函数曲线图6-26和图6-36上是看不出来的,那么这两个系统的像质有什么区别呢?
试想在目前的基础上设计一个数值孔径相同,视场为ϕ28mm的紫外投影光刻物镜,最直接的办法是缩放前面所得的结果。将光刻物镜6-11的焦距缩放8倍后,线视场为y=14.72mm,它的调制传递函数曲线如图6-37所示;将光刻物镜6-13的焦距缩放8倍后,线视场为y=14.72mm,其调制传递函数曲线如图6-38所示。
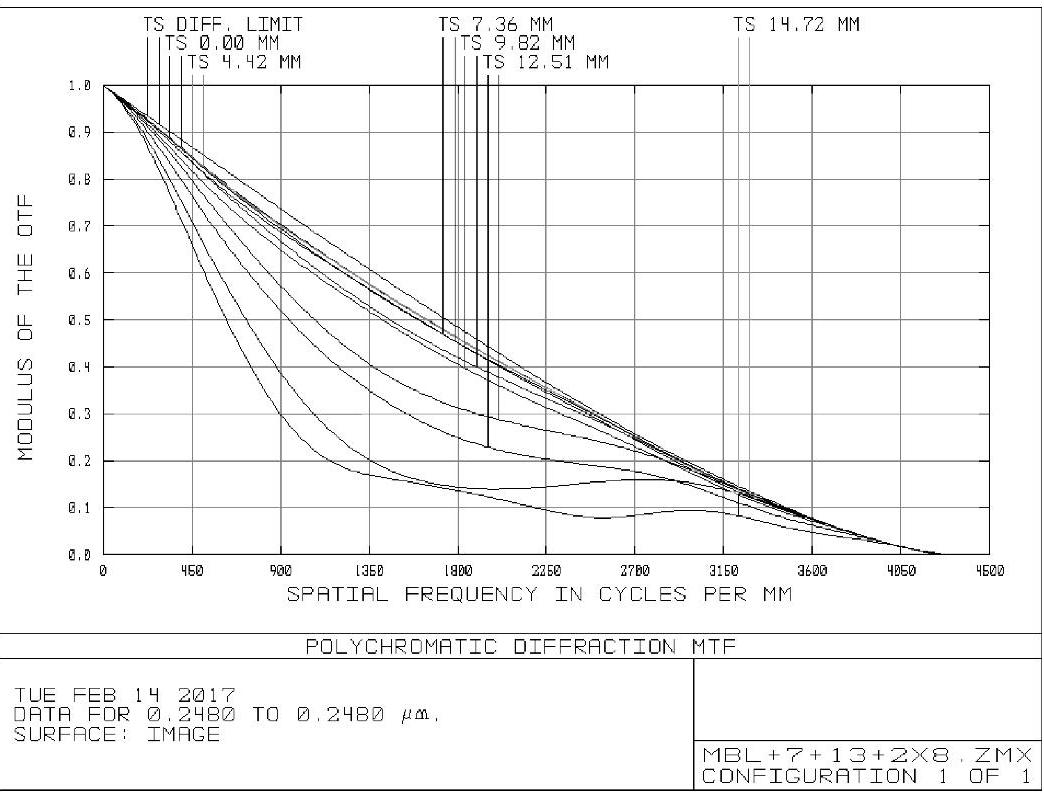
图6-37 光刻物镜6-11缩放后的调制传递函数曲线
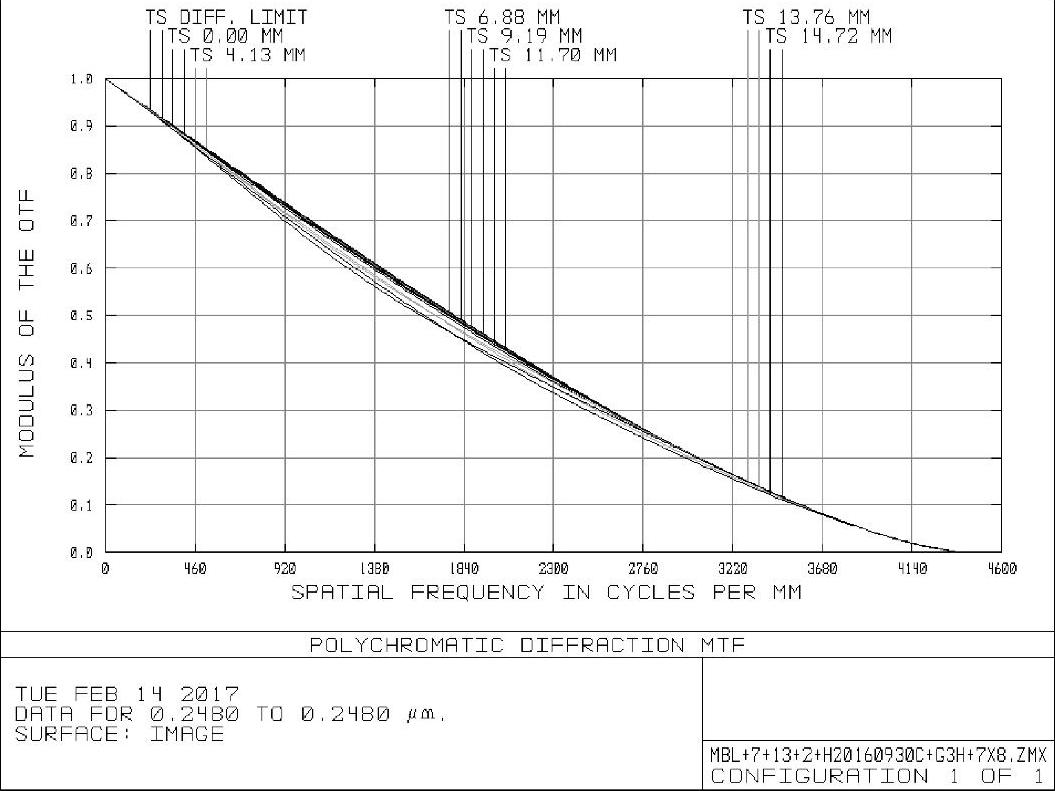
图6-38 光刻物镜6-13缩放后的调制传递函数曲线
显然图6-38中的调制传递函数要好的多,以光刻物镜6-13为基础去做ϕ28的设计是合理的。
值得指出的是,经焦距缩放,系统的几何像差是线性缩放的,而传递函数却不是这样。
(3)根据前面内容已知,光刻物镜可以看成由两部分组成,即由ga和gb组成,需要强调的是ga和gb的光焦度都是正的。
又知,薄透镜形式的场曲系数SIV的表示式为
式中,j是光学不变量;n是薄透镜的折射率;φ是薄透镜的光焦度。
设ga或gb中由i块薄透镜构成,则ga或gb的场曲系数和 ,又因为紫外波段尤其是深紫外波段透过率好的材料极为有限,事实上光刻物镜中各透镜的材料是相同的,记为n,故场曲系数和可以写成
,又因为紫外波段尤其是深紫外波段透过率好的材料极为有限,事实上光刻物镜中各透镜的材料是相同的,记为n,故场曲系数和可以写成 。要消除场曲则必须有∑
。要消除场曲则必须有∑ ,其中:φpl是正光焦度,φnk是负光焦度;l和k为正整数,且有l+k=i。要有负场曲则必须有
,其中:φpl是正光焦度,φnk是负光焦度;l和k为正整数,且有l+k=i。要有负场曲则必须有 。
。
根据高斯公式的变形hiφi=(u′-u)i,在ga或gb中有 ,这里hi是轴上点边缘光线在第i块薄透镜上的投射高度,u和u′分别是边缘光线在第i块薄透镜处的物方孔径角和像方孔径角,φ是ga或gb的总光焦度,h是轴上点边缘光线在ga或gb主面上的投射高度。因此有φ=
,这里hi是轴上点边缘光线在第i块薄透镜上的投射高度,u和u′分别是边缘光线在第i块薄透镜处的物方孔径角和像方孔径角,φ是ga或gb的总光焦度,h是轴上点边缘光线在ga或gb主面上的投射高度。因此有φ= ,若将
,若将 称作“权重”的话,则总光焦度是各个薄透镜光焦度的权重和。在ga或gb的光路中,若将负光焦度的薄透镜放在轴上点边缘光线投射高度低的地方,而将正光焦度的薄透镜放在轴上点边缘光线投射高度高的地方,则在总光焦度中,负光焦度由于权重小故对总光焦度的贡献相对小,而正光焦度由于权重大则对总光焦度的贡献相对大,所以尽管在ga或gb中,要平场就有
称作“权重”的话,则总光焦度是各个薄透镜光焦度的权重和。在ga或gb的光路中,若将负光焦度的薄透镜放在轴上点边缘光线投射高度低的地方,而将正光焦度的薄透镜放在轴上点边缘光线投射高度高的地方,则在总光焦度中,负光焦度由于权重小故对总光焦度的贡献相对小,而正光焦度由于权重大则对总光焦度的贡献相对大,所以尽管在ga或gb中,要平场就有 的要求,但也完全有可能使得φ﹥0。将上述讨论推广到整个光刻物镜系统,结论显然也是成立的。
的要求,但也完全有可能使得φ﹥0。将上述讨论推广到整个光刻物镜系统,结论显然也是成立的。
值得指出的是,当优化ga或gb时若选择了半径作为变量,并提出了平场以及对焦距的要求时,在优化过程中,程序就指示计算机一边对各透镜做弯曲的动作,一边在各透镜之间交换光焦度,最终结果就是将负光焦度的薄透镜放在轴上点边缘光线投射高度低的地方,而将正光焦度的薄透镜放在轴上点边缘光线投射高度高的地方,正如光刻物镜光路图中所看到的。
(4)值得指出的是,光刻物镜6-13的波像差 ,这就对物镜的加工、测量与检验提出了比较苛刻的要求。对目前的设计来说,就透镜的半径与厚度的有效数字确定应有严谨的计算,并要对硅透镜的加工工艺、球面半径和厚度的测量手段有相当的了解与研究。这些重要的工作此处没有涉及,表6-13中半径的数据是计算机提供的优化结果。厚度数据分两类,优化时用作变量的厚度数据是复制的,优化时没有用作变量的厚度数据是赋值的,位数少。
,这就对物镜的加工、测量与检验提出了比较苛刻的要求。对目前的设计来说,就透镜的半径与厚度的有效数字确定应有严谨的计算,并要对硅透镜的加工工艺、球面半径和厚度的测量手段有相当的了解与研究。这些重要的工作此处没有涉及,表6-13中半径的数据是计算机提供的优化结果。厚度数据分两类,优化时用作变量的厚度数据是复制的,优化时没有用作变量的厚度数据是赋值的,位数少。
(5)在大孔径和大视场的镜头中存在光瞳像差,因此在光线瞄准方式(RayAiming)中一般采用“实际光线方式”。这里由于视场不大,所以光瞳像差较小,不一定要采用“实际光线方式”,但为了便于不同镜头之间相互比较,采用统一的一种光线瞄准方式为好。
相关文章

K1样品抽样规则K1.1气瓶样品抽样基数与样品数量K1.1.1 首次制造的型式试验持有相应品种气瓶特种设备许可证或者行政许可受理决定书的制造单位进行首次型式试验时,其抽样基数见表K-1。K1.2气瓶阀门样品抽样基数和样品数量气瓶阀门进行型式试验时,抽样基数为1000只。超过保存期的样品,型式试验机构应当通知制造单位取回样品,制造单位在规定期限内不取回样品又未提出处理意见的,由试验机构按照本规程K2.3的规定进行处理。......
2025-09-29

改进评价函数进一步优化在前一步的基础上,仍取物距为变量,并将所有半径增加为变量。值得指出的是,往后进一步的优化中,要反复应用这个新构造的评价函数,简称“新构造的评价函数”。第一阶段优化结果的入瞳距离镜头第一面300mm,出瞳距离像面170mm。第一阶段优化出的结构参数见表6-11,简称这个物镜为“光刻物镜6-11”,它的光路简图如图6-22所示。......
2025-09-29

换句话说,就是由于TEM自身的不完整性,最终获得的图像与物体之间不可避免地存在着失真现象。图像与物体之间的差,就被称为“像差”。这里主要介绍三种像差的来由。色差的存在对于TEM的会聚能力给出了一个限制。这种焦距与离开磁透镜中心距离相关的像差,被称为球差。这种由磁场分布不均匀而造成的像差对成像质量的影响非常大。这些用于消除像散的线圈组被称为消像散器。......
2025-09-29

原则上,每个自动化工序都有不同的精度要求。在这种情况下,工件位置不再精确地集中在手指之间,这可能导致连接操作中的精度问题。由于对抓取或放置精度的要求如此之高,因此应相应地调整一般条件,以避免此类错误。图3.117用公差角度来审视系统对于抓取或者放置来说十分重要摄像机测量误差可能具有不同的性质。当涉及在装配过程中对工件的纯搬运时,或如图3.117所示,当相当多的因素影响精度时,这些考虑尤其重要。......
2025-09-29

图5-4-1 上端部转向导轨系统结构示意图图5-4-2 上端部转向导轨系统工作原理示意图梯级向下运行时 前进侧系统是松边,返回侧系统为张紧边。由于梯级主轮的轮毂外圆与驱动链轮的齿槽啮合后沿上部链轮轴旋转,随后进入前进侧主轮导轨水平直线段;副轮则由返回侧直线段副轮导轨进入转向壁上的转向导轨,随后进入前进侧副轮水平导轨。这样当主轮从驱动链轮过渡到水平直线导轨时能平稳地滚动,所以过渡平稳、冲击小、无噪声,链条张力变化小。......
2025-09-29

电子枪是扫描电镜的电子源,其作用是产生稳定的电子束。物镜光阑除了有限制不需要电子的作用外,还具有将入射到样品上的电子束限制在相当小的张角内,以减少球差影响的作用。......
2025-09-29
12)应避免异型材表面产生收缩痕。收缩痕通常出现在加强筋的反面或壁厚位置,它是由物料的收缩差异而引起的。为防止出现收缩痕,保证外观质量,在制品设计中应尽可能使壁厚均匀。图4-18 内外转角部分的半径图4-19 制品表面防止收缩痕的方法14)为使制品稳定挤出,排除因熔体压力、电压、温度等原因引起的挤出波动所带来的制品几何尺寸的变化,在机头的主流道配备熔体泵接口,用于稳定挤出熔体的进模压力和速率。......
2025-09-29

相关推荐