
现在一般采用微机或PLC控制。近年来重载型自动扶梯大多配有节能速度,在无人时自动转为节能速度慢速运行。......
2025-09-29

图6-39 ϕ720mm×ϕ760mm×1600mm 等离子成型喷涂钨坩埚
快速成型(增材制造)技术是20世纪80年代末期开始研究的一种高新技术。快速成型将计算机辅助设计(CAD)、计算机辅助制造(CAM)、计算机数字控制(CNC)、激光、精密伺服驱动和新材料等先进技术集中于一体,依据计算机上构建的工件三维设计模型,对其进行分层切片,得到各层次的二维轮廓,再按照这些轮廓,成形头选择性地固化一层层的液态树脂(或切割一层层的纸、烧结一层层的粉末材料、喷涂一层层的热熔材料或黏结剂等),形成各个截面轮廓并逐步顺序叠加成三维工件。
热喷涂技术应用于快速成型的有电弧喷涂技术、冷气动力喷涂技术和等离子喷涂技术。其优点有:生产率高,成本低,操作简单;喷涂前工件不需预热,喷涂时只有很少的热量传至工件,所以工件可维持较低的温度(一般不超过65℃),不易发生变形,在较短的时间内能牢固地喷涂高达10mm厚的金属涂层。其主要缺点有:形成金属薄壳时会在薄壳内产生很高的应力,为此在喷涂的同时进行喷丸处理,由于钢丸撞击金属薄壳,诱发压应力从而抵消薄壳内的张应力;难于喷涂窄槽和小孔内表面,为此可先用铝、黄铜制作窄槽或小孔样嵌块,并将其固定在基体相应的位置上,然后围绕这些嵌块进行喷涂,在后续工序中及时移去基底,嵌块也能很好地固定在金属薄壳涂层上,并且其强度比薄壳好;涂层组织结构不够致密,有疏松小孔,影响强度和密封性。
1.等离子喷涂快速成型技术
等离子喷涂快速成型技术用涂层材料选择广泛,可以喷涂各种金属材料和非金属陶瓷材料。其制备工艺简单,可选择不同成分的粉末材料,以适应工件表面对性能的不同要求;喷涂效率高;工艺稳定性好,涂层氧含量低、组织致密,力学性能比电弧喷涂好。图6-39所示为钢铁研究总院采用等离子喷涂成型技术制备的ϕ720mm×ϕ760mm×1600mm钨坩埚。相对密度≥83%,经2350℃预烧结后,可直接作为高温炉发热体对难熔金属材料进行烧结。
薄壁、细长非标准陶瓷制件,采用水稳等离子喷涂快速成型技术在铝合金芯模上喷涂Al2O3-TiO2陶瓷涂层,制备出装置于人造卫星中的X射线天文望远镜的镜罩,镜罩直径为600mm,高为240mm,厚度为0.5~3.2mm,圆柱度达±70μm。膨胀系数小,有利于避免热像差,质量不到原电镀镍镜罩的一半,质量的降低对于人造卫星是十分有利的。
2.冷气动力喷涂近净成型技术
冷气动力喷涂是一种新型固态涂层制备方法,在制备高性能金属或金属基复合材料涂层方面表现出突出的优势。通过设备与工艺设计,冷气动力喷涂有望实现金属构件的近净成型或增材制造。(https://www.chuimin.cn)
1)镀膜用旋转靶材。冷气动力喷涂在溅射靶材的制造上具有显著优势,涂层无氧化,应力低,性能最大限度接近原始材料性能,可制备厚度大于10mm,图6-40所示为冷气动力喷涂制备的旋转溅射Cr靶材。
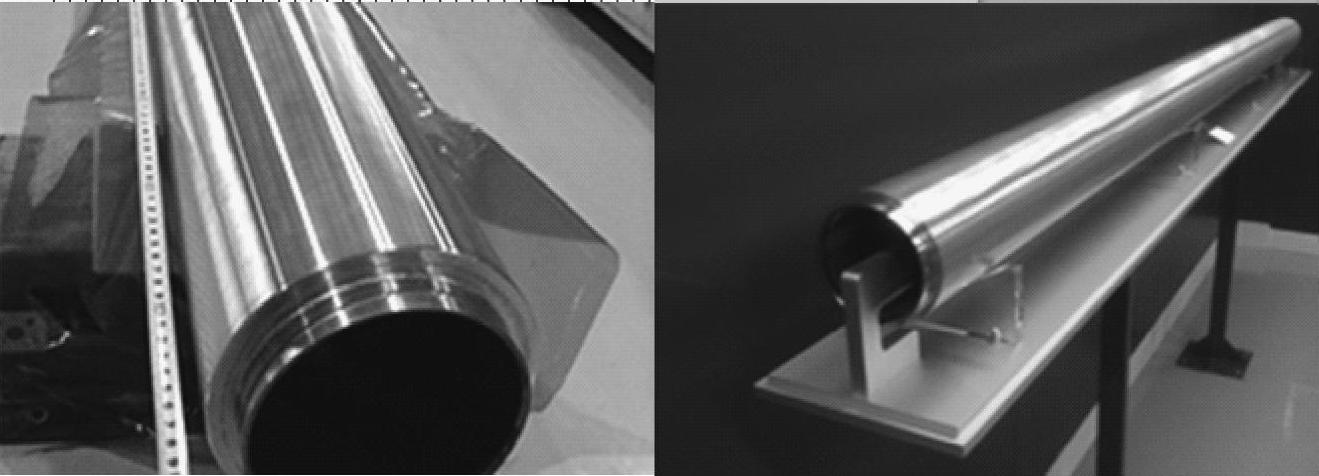
图6-40 冷气动力喷涂旋转溅射Cr靶材
2)冷气动力喷涂近净成形零件。图6-41所示为冷气动力喷涂近净成型制备的钛合金零件。
材料为Ti-6Al-4V;沉积速率为5kg/h;沉积效率为80%;喷枪移动速度为100mm/s,喷束斑点尺寸为7mm。零件近净成型后可避免或减少续加工。

图6-41 冷气动力喷涂近净成型制备的钛合金零件
相关文章

挤出制品对机头设计与制造的要求1)制品的尺寸精度。熔体在口模各处的流速、压力降均不相同,给机头的设计、制造、调试加大了难度。为防止收缩痕,应在模具设计中尽可能使壁厚均匀,加强筋的壁厚比本体减薄20%以上,让加强筋与本体冷却速度平衡,或在出现收缩痕的部位设置补偿性凸缘。挤出成型机头的设计原则1)机头内腔要呈流线型。......
2025-09-29

如今,芯片是在直径大至100mm、甚至200mm的晶片上生产的。两种类型的LED芯片具有横向结构,即普通芯片和倒装芯片,它们的两个接触位于同一侧。如果芯片是黏合型的,晶片的背面通常覆盖一层几百纳米厚的薄金属层;个别情况下,如果芯片是焊接型的,背面为几微米厚的焊接层。随后芯片用标准的钻石锯切法或激光切片法从晶片上独立出来,然而,蓝宝石非常坚硬且需要特殊的切片条件:高速旋转的刀片、车床卡盘的低前进速度以及大功率激光。......
2025-09-29

在梁的强度计算中,必须同时满足正应力和剪应力两个强度条件。通常先按正应力强度条件设计出截面尺寸,然后按剪应力强度条件进行校核。但在以下几种情况下,需校核梁的剪应力:①最大弯矩很小而最大剪力很大的梁;②焊接或铆接的组合截面梁;③木梁,因为木材在顺纹方向的剪切强度较低,所以木梁有可能沿中性层发生剪切破坏。按强度条件求许用荷载[F]。......
2025-09-29
公差原则主要根据被测要素的功能要求、零件尺寸大小和检测方便来选择,并应考虑充分利用给出的尺寸公差带,还应考虑用被测要素的几何公差补偿其尺寸公差的可能性。按独立原则给出的几何公差是固定的,不允许几何误差值超出图样上标注的几何公差值。而相关要求给出的几何公差是可变的,在遵守给定边界的条件下,允许几何公差值增大。表4-15公差原则的应用场合续表......
2025-09-29
液压伺服阀中常用的液压放大器的结构有滑阀、射流管和喷嘴挡板三种。由此可见,单边、双边和四边滑阀的控制作用是相同的。滑阀式伺服阀装配精度要求较高,价格较贵,对油液的污染也较敏感。可见,在这种伺服元件中,液压缸运动的方向取决于输入信号的方向。因此,这种伺服元件主要用于多级伺服阀的第一级。如果射流管或喷嘴-挡板装置作为伺服阀的第一级使用,则受其控制的不是液压缸,而是伺服阀的第二放大级。......
2025-09-29
用牛顿—拉夫逊法进行潮流计算时,节点导纳矩阵的形成、平衡节点和支路功率计算都和运用高斯—塞德尔法时相同,区别仅在于迭代过程。根据式可得式即是用牛顿—拉夫逊法潮流计算时的功率方程。图4-4是牛顿—拉夫逊法潮流计算的流程图。给定值为容许误差ε=10-5试用牛顿—拉夫逊法计算潮流分布。......
2025-09-29

表3.3根据工件特性和工件行为编制了基本工件数据。因此,所使用的手指数量取决于抓取的具体要求或工件的形状。图3.8不同食品类别中的不同食品处理阶段相反,特征形状元素一般代表了必须关注当前特定工件的定位,比如当工件被装配时。目前,各种工件正在生产“清洁”条件下生产。如果在搬运过程中工件的重心发生变化,则某些倾斜运动可能导致工件滑动,从而滑出或扭曲出机械手手指。......
2025-09-29
相关推荐