图3-66 半自动熔化极气体保护焊设备构成1.焊接电源CO2气体保护电弧焊电源有旋转式和整流式两种,但由于旋转式焊机能耗、噪声大且适用性差,所以目前已很少采用。焊丝直径大于2.4mm采用与埋弧焊设备相同的弧压反馈送丝法。......
2023-06-23
20世纪80年代初,JamesA.Browning在发明HVOF喷枪的同时,也发明了用空气取代氧气的高速火焰喷涂HVAF(High Velocity AirFuel)喷枪。在HVAF技术出现的最初20年,对喷涂粉末的挑剔、喷涂沉积率偏低以及涂层质量并不十分出色等因素导致HVAF技术发展缓慢。但近十几年来,随着HVAF技术的不断完善,其优质、高效喷涂碳化物涂层的试验研究和应用实例的报道日益增多,业内对该技术有了全新的认识,HVAF技术呈现出了快速推广应用的趋势。目前世界上成熟推广商用HVAF喷涂系统的厂商主要有两家:一是美国的UniqueCoat公司,其代表产品有M2和M3HVAF喷涂系统;另一家是美国的Kermetico公司,先后推出了AK-5、AK-6、AK-7等HVAF系统,并取得了不俗的推广应用效果。
1.HVAF喷涂工艺原理
图2-18是HVAF喷枪工作原理图,其主燃料气体可选用丙烷或者丙烯。压缩空气和燃料的混合物通过多孔陶瓷片进入燃烧室,经由火花塞初始点燃混合气体后,该陶瓷片被加热到混合气体的燃点以上,然后持续点燃混合物(形成激发燃烧),粉末轴向注入燃烧室,在燃烧室被加热,进入喷嘴后被加速,实现了粉末加热与加速段的分离,从而实现了粉末颗粒温度和速度的精确控制,高温高速的粒子撞击基体表面,形成涂层。HVAF喷涂工艺可制备各种优质、高致密度的金属、合金或者金属陶瓷涂层。
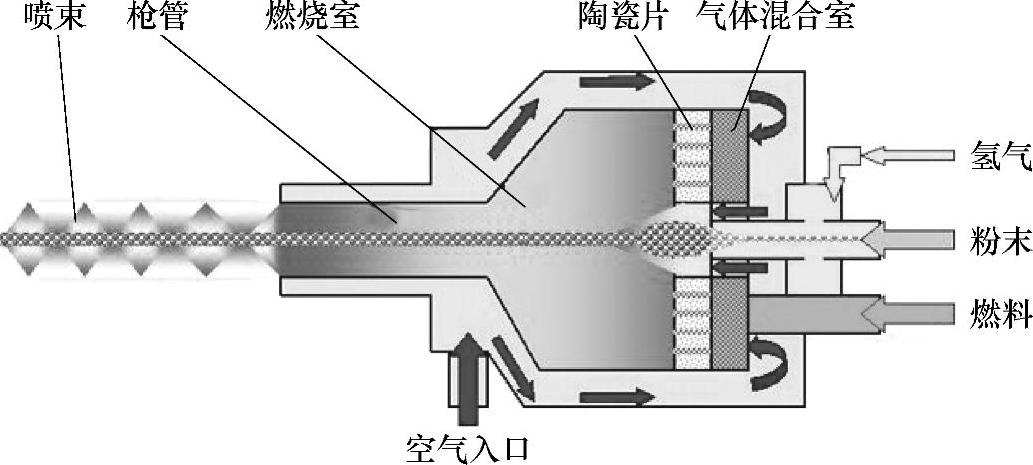
图2-18 HVAF喷涂原理图
2.设备组成
HVAF喷涂系统由喷枪、控制台、送粉器、丙烷供气系统、空压气系统、各种管线六部分组成,如图2-19所示。
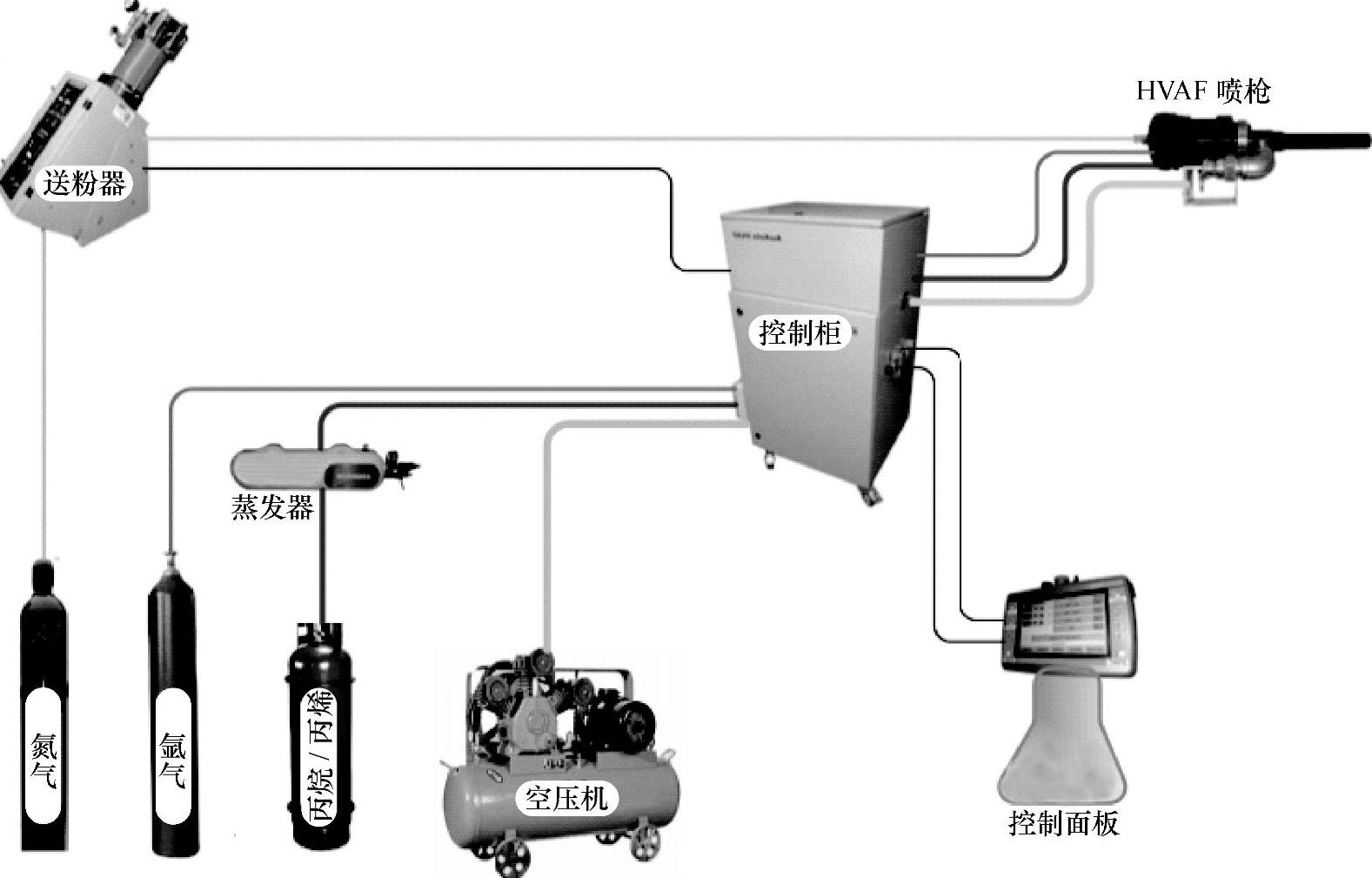
图2-19 HVAF喷涂系统构成
下面以Kermitico公司的AK型HVAF为例,进行介绍。
(1)喷枪 可配备AK-5、AK-6、AK-7型机装喷枪,还有AK-HH型手持喷枪和AK-ID内孔喷枪供选配。几种喷枪的参数见表2-6。
表2-6 几种喷枪的参数

(2)控制台 控制台为触摸屏式全自动控制台,操作简单可靠。
(3)送粉器 送粉器为HVAF喷枪连续输送粉末,送粉率最高达30kg/h,工作压力最高1.2MPa。
(4)丙烷供气系统 在预设压力和温度下,通过电加热器使液态丙烷或丙烯汽化。
3.涂层和工艺特点
(1)涂层特点
1)涂层致密度高,孔隙率可小于0.5%。
2)氧化物含量低,接近真空喷涂的水平。
3)结合强度高,与碳钢的结合强度大于75MPa。
4)涂层外观平滑,研磨后可达光学镜面。
(2)工艺特点
1)设备配置简单,喷枪易损件寿命长,加工成本低;不用氧气,喷枪采用气冷,无须水冷却热交换系统;喷涂碳化物类涂层,其喷涂速率可达30kg/h;涂层制备成本较HVOF明显降低。
2)可根据涂层性能要求的高低,选择不同的工作模式:HVAF-E(经济模式)、HVAF- B(平衡模式)、HVAF-U(超级模式),以获得不同性能的涂层,达到最佳的经济效果。
3)可配备多种规格的内孔喷枪,能够在工件内表面制备优质涂层;还开发有旋转内孔喷枪,适于大型无法旋转部件内壁涂层的制备。
4)焰流温度低、速度高,选用专门设计的喷枪可制备铝、铜、银、钛等低含氧量低致密涂层。
5)HVAF喷枪把喷涂粉末改换成氧化铝砂可用于工件表面的喷砂粗化处理,实现表面粗化和工件预热同步完成,可缩短加工时间并降低成本,对大型工件此工艺特点效果尤为显著。
有关现代热喷涂技术的文章

图3-66 半自动熔化极气体保护焊设备构成1.焊接电源CO2气体保护电弧焊电源有旋转式和整流式两种,但由于旋转式焊机能耗、噪声大且适用性差,所以目前已很少采用。焊丝直径大于2.4mm采用与埋弧焊设备相同的弧压反馈送丝法。......
2023-06-23

电弧喷涂设备主要由喷枪、喷涂电源、控制箱、送丝机构等构成,如图2-22所示。图2-24所示为电弧喷涂电源电路原理。图2-24 电弧喷涂电源电路原理2.送丝机构电弧喷涂时两根金属丝需要以均匀、连续的速度送至喷涂枪,金属丝的送进依靠送丝机构来完成。......
2023-06-18

PLC的种类很多,但结构大同小异,典型的PLC控制系统组成框图如图5-4所示。I/O点数是选择PLC的重要依据之一。PLC的电源对电网提供的电源稳定度要求不高,一般允许电源电压在其额定值±15%的范围内波动。......
2023-06-15

塑料通常以粉末的形式作为热喷涂材料,粒度为150~175μm。热固性塑料通常与固化剂混合使用。塑料粉末热喷涂工艺性能除必须满足具有一定的流动性外,其软化和焦化温度区间要宽,喷涂过程中不产生分解、燃烧或放出有毒害气体。塑料喷涂通常采用粉末火焰喷涂技术,成型速度快,外形美观,节省能源。表3-230 几种塑料粉末火焰喷涂涂层性能(续)......
2023-06-18

电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18

焊接清理是清除焊缝边缘的铁锈、氧化皮、油污等和去除由于机械切割、熔化切割所产生的毛刺、熔渣、飞溅,也包括焊缝的清根、打磨、修整等。因此,焊接清理有着极为重要的意义。表9-18列出了几种焊接清理使用的设备及其工艺目的。当活塞朝下运动时,冲击铲针对工件表面进行清理。刨削速度一般为0.5~1.2m/min。......
2023-07-02
图3-12给出了PPP的体系结构,从图中可以看出,PPP协议主要由两类协议组成:图3-12PPP协议结构链路控制协议族链路控制协议族主要用于数据链路连接的建立、拆除和监控,LCP主要完成MTU、质量协议、验证协议、魔术字、协议域压缩、地址和控制域压缩协商等参数的协商。目前,NCP有IPCP和IPXCP两种,IPCP用于在LCP上运行IP协议,IPXCP用于在LCP上运行IPX协议。同时,PPP还提供了用于安全方面的验证协议族。......
2023-11-17
纺丝成型工艺及设备是合成纤维生产过程中的关键环节。纺丝成型设备包括熔体输送管道、计量泵、喷丝头组件及保温箱体部件等。保温箱中有载热体加热,使通入计量泵、纺丝组件中的熔体在纺丝温度下完成喷丝成型。(二)计量泵计量泵又称纺丝泵,一般采用结构简单的齿轮泵。根据纺丝速度及所纺丝条的品种来确定泵供量后,应通过计算来确定计量泵的公称流量和转速。......
2023-06-16
相关推荐