4)直线相邻点:在图6.4-1中选择点计算4,计算的是指定直线上与基准点距离最近的点(垂足),直线应通过点和角度确定,需要输入的数据为基准点的X/Y坐标、直线上某一点的坐标U/V、直线与X轴的夹角A、直线的偏移距离D和偏移方向DIRC。......
2023-06-25
1.新技术镜面焊
由于锅炉受热面设计结构所致,宁海现场有一部分坡口焊接位置非常困难(省煤器、一级过热器、一级再热器散管与管排坡口,共8448道),见图16-9。坡口的局部位置无法用肉眼的正常视线看到,只能采取镜面焊的焊接方式。为了解决工程中困难位置施焊的关键问题,从而确保百万千瓦超超临界机组的焊接质量,我项目部结合以往现场的施工经验,并请公司专家到现场指导,提前编制镜面焊焊工的培训与施工方案,并组织焊工参加镜面焊练习、培训,共两个月。焊前练习采取与现场实际位置相符的有障碍的工位架,管排之间及管子之间的间距都要与现场实际相符。给焊工配备镜面焊用的专用工具,并派技术人员全程跟踪、总结练习的效果,使焊工掌握镜面焊这一门高超的焊接技术。在施工中注意对比培训、施工方案的优缺点,为以后类似机组提供借鉴。
2.P92管工艺评定
宁海主蒸汽管道规格材质为ID349×91/SA335P92,公司已有的P92工艺评定规格为ϕ354×40mm,为了更好地适应现场厚壁大径管的焊接需要,为现场施工提供更相近的焊接参数,公司计划在宁海进行ID349×91/SA335P92的焊接工艺评定(管子由国华业主提供)。并且为了更好地控制管子内外壁温差,在此次工艺评定过程中使用先进的ProHeat 35中频热处理机。对于现场壁厚大于等于55mm的P91/P92/WB36钢采用了该热处理工艺。图16-10为P92试件的中频热处理。

图16-9 锅炉受热面的焊接
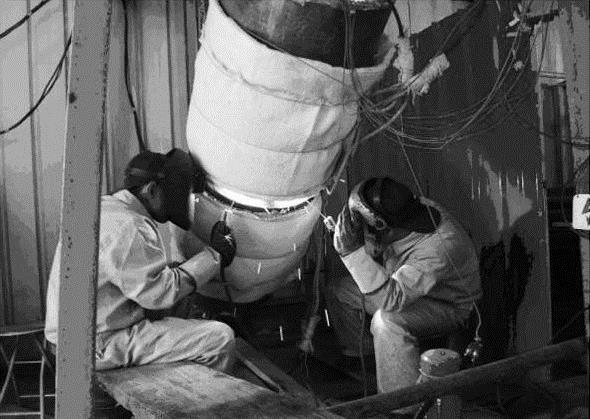
图16-10 P92试件的中频热处理
3.新材料HR3C焊接
超超临界锅炉由于温度及压力的提高,宁海现场在二级再热器及三级过热器出口管排焊接施工中将涉及HR3C的焊接。由于公司首次使用,在完成工艺评定及焊工培训的基础上,在施工中注意总结经验,为以后的施工提供借鉴。
4.TOFD技术在火电建设中的应用
主蒸汽、热段坡口采用以色列引进Sonotron NDT TOFD(超声波衍射时差法检验)设备检验,提高了焊缝内部缺陷定位和定性的灵敏度,同射线片一样可保留下永久的检验记录,弥补了超声检验的缺陷。
有关焊接制造工程基础的文章

4)直线相邻点:在图6.4-1中选择点计算4,计算的是指定直线上与基准点距离最近的点(垂足),直线应通过点和角度确定,需要输入的数据为基准点的X/Y坐标、直线上某一点的坐标U/V、直线与X轴的夹角A、直线的偏移距离D和偏移方向DIRC。......
2023-06-25

题目要求《怀疑与学问》一文中指出,做学问不要盲从或迷信,要有怀疑的精神。请你也写一段文字论证这个观点。写作提示1.可以用相关事例、名言等材料作为论据,论证题目中的观点。(叶晨蕊)教师评语本语段分为两个层次,第一个层次的论点是做学问要有怀疑精神,以苏轼探求石钟山命名缘由为例。第二层次的论点是做学问不但要有怀疑精神,还要有探索精神和行动,以牛顿发现万有引力定律来说明道理。......
2023-07-05

管路弯曲会影响介质的流通和排放,在安装时必须调直。公称直径50 mm以上的弯曲钢管及弯曲度大于20°的小管径钢管一般用热调直。调直后的钢管应在水平场地存放,避免产生新的弯曲;也可用气焊炬对弯曲附近的钢管进行局部加热烧红,然后将钢管压直。......
2023-09-01

首先,当下VR新闻技术操作贯穿采编过程始终。其次,眼下新闻实践中社会责任的失范行为,究其根源在于新闻伦理意识教育淡薄。对于新闻专业主义而言,平衡VR媒介发展与新闻真实性要求,迫切需要构建完善的法律法规体系进行规范,避免因流于形式的哗众取宠或是遭受技术操纵论质疑。......
2023-10-20

如果用空间立体的协调依据,则其协调过程的特点是可连续地确定空间形状。图3-9为传统的飞机制造协调原理图。模线样板—标准样件协调方法是一种适用于成批生产小型飞机的协调技术。图3-9传统的飞机制造协调原理图①工艺装备的制造必须严格按照协调路线规定的先后次序进行,平行作业受到很大的限制。......
2023-07-18

反复慢速练习琴谱中的技术难点片段,慢慢形成肌肉记忆,在弹奏时形成条件反射,进而消化技术难点。虽然分解练习是攻克曲目中重难点的主要练习方式,但是我们仍然要注重曲目的整体练习,不能因为只关注曲目中的技术难点而忽略整体的连贯性。......
2023-10-17

创建一般基准点时,单击选项卡组中的按钮,系统弹出对话框,如图2-1所示。2)在顶面上创建PNT0基准点,即在顶面任意点处单击,则顶面上出现一个主控制点和两个定位控制点,如图2-3所示。图2-10 曲面偏移基准点图2-11 输入参数......
2023-06-19

相关推荐