医疗保险管理信息系统的需求推动主要来自医疗保险管理部门,因此,各地区各部门在医疗保险管理信息系统建设的初期阶段,基本上都采用了各自为政的策略,独立进行信息系统建设以满足工作之需。......
2024-01-17
1.功能概述
定期维护信息是CNC对易损件预计使用寿命的监控,它可提示操作者及时检查、准备或更换相关器件,预防因器件老化而发生故障。定期维护只是CNC的提示信息,它并不意味着故障将要发生或必然发生;因此,即便易损件预计使用寿命到达,仍可继续使用。
定期维护信息显示包括CNC和机床易损件名称、使用寿命、剩余使用时间等。定期维护信息可在CNC的系统显示模式下显示或设定,其基本操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)通过软功能扩展键,直至LCD显示软功能键〖定期维护〗(或〖维修〗)。
3)按软功能键〖定期维护〗,LCD将显示图10.1-1所示的定期维护信息显示页面。
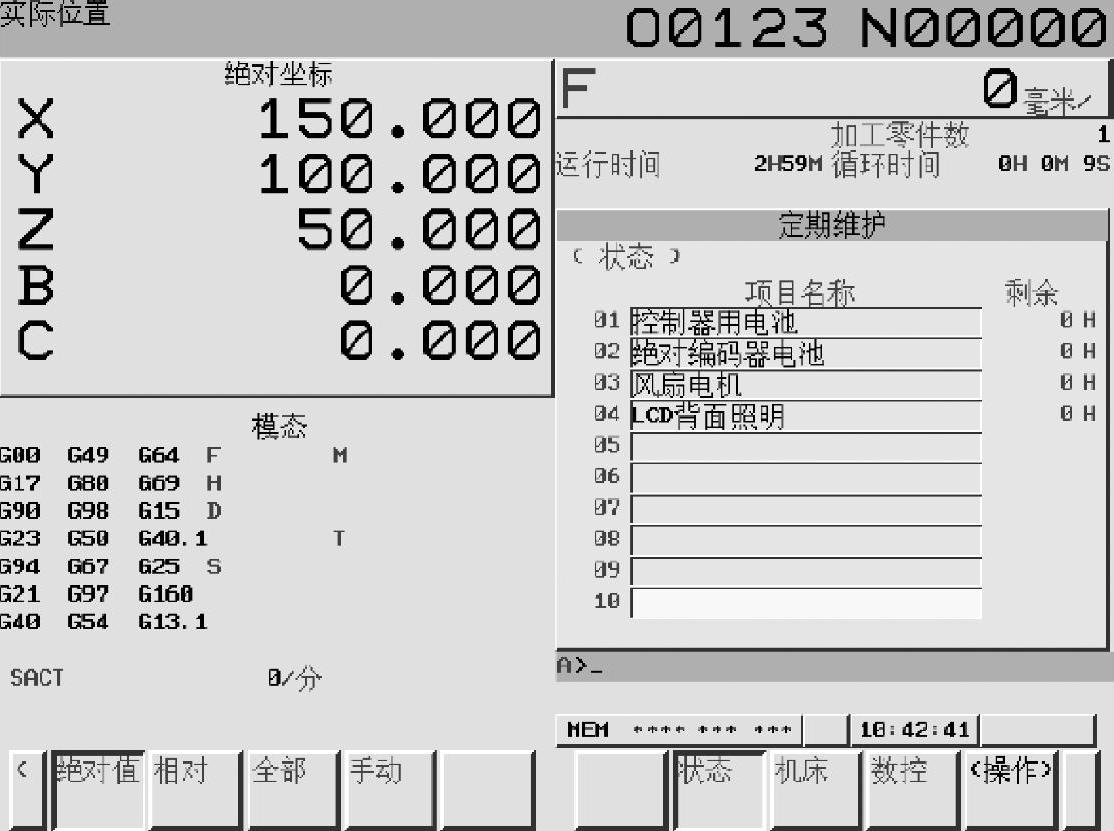
图10.1-1 定期维护信息显示
显示页各栏的含义如下。
编号:状态显示的第1栏为易损件编号和寿命计数状态显示。如编号无前缀,表示寿命计数为停止状态;编号有前缀“@”,表示寿命计数进行中;编号有前缀“∗”,表示预计的使用寿命已到达。
项目名称:易损件名称显示。如果需要,名称可通过MDI面板输入或修改。
剩余:预计的剩余使用时间显示。当剩余使用时间到达CNC参数PRM8911设定值以下时,该栏显示成为红色,但计时仍然继续。
在定期维护信息显示页面,可通过软功能选择如下操作。
〖状态〗:可显示易损件的名称、预计的剩余寿命,并进行易损件名称、使用寿命、剩余使用时间等参数的设定。
〖机床〗:机床易损件清单,可进行机床易损件的输入、添加和删除等操作。
〖数控〗:CNC易损件清单,可显示FANUC设定的CNC易损件清单,但不能进行易损件的添加和删除操作。
定期维护信息的显示和设定操作步骤如下。
2.易损件添加与删除
定期维护信息显示中的易损件,可通过从已有的机床或数控易损件清单中选择,或直接从MDI面板输入两种方式添加。如果需要从机床易损件清单中的添加,则需要事先通过后述的机床易损件清单编辑操作,建立机床易损件清单。
从已有的机床或数控易损件清单中选择的操作步骤如下:
1)在图10.1-1所示的定期维护信息显示页面上,选择软功能键〖状态〗。
2)按软功能键〖(操作)〗显示的操作软功能键,并按〖进入〗键选择添加操作。
3)根据需要,选择〖机床〗或〖数控〗软功能键,显示机床或数控易损件清单。
4)通过MDI面板上的光标移动键【↑】、【↓】,在机床或数控易损件清单选择需要添加的易损件。
5)按软功能键〖(操作)〗显示的操作软功能键,按〖选择〗键选定易损件。
6)按软功能键〖执行〗,所选择的易损件将被添加到定期维护信息的状态显示页面。
直接从MDI面板输入添加的操作步骤如下:
1)在图10.1-1所示的定期维护信息显示页面上,选择软功能键〖状态〗。
2)通过MDI面板上的光标移动键【↑】、【↓】,选定需要输入或需要修改的位置后,按软功能键〖(操作)〗。
3)用MDI面板输入易损件名称,并用编辑键【INPUT】或操作软功能键〖输入〗,添加易损件名称;或者通过按〖+输入〗键,对已有的名称修改。易损件名称最多为24个英文字母、字符,或12个汉字、日文假名,长度超过时将显示“数据超限”报警。
英文字母、字符可以直接通过MDI键盘输入,汉字、假名需要根据FANUC字符代码表,用2字节16进制代码代替,代码应带“∗”前缀和后缀。例如,汉字“电”、“源”、“断”、“路”、“器”的FANUC字符代码分别为033E、0340、0326、043E、03C4,因此,MDI输入时,应依次输入“∗033E03400326034C∗”等。
也可将易损件从定期维护信息显示页面删除,其操作步骤如下:
1)在图10.1-1所示的定期维护信息显示页面上,选择软功能键〖状态〗。
2)通过MDI面板上的光标移动键【↑】、【↓】,选定需要删除的易损件后,按软功能键〖(操作)〗。
3)选择操作软功能键〖删除〗、并按〖执行〗键,所选定的易损件将从定期维护信息显示页面上删除。
3.使用寿命的设定
设定易损件的使用寿命的操作步骤如下:
1)在图10.1-1所示的定期维护信息显示页面上,选择软功能键〖状态〗。
2)按软功能键〖(操作)〗显示的操作软功能键,并按〖改变〗键选择使用寿命设定操作,LCD将显示图10.1-2所示的显示页面。

图10.1-2 使用寿命设定显示
3)通过MDI面板上的光标移动键【↑】、【↓】,选定数据输入框。
4)根据不同栏的数据输入要求,用MDI面板的数字键、编辑键【INPUT】或操作软功能键〖输入〗、〖+输入〗,输入或增量输入数据,进行使用寿命、剩余时间的设定;或者,通过选择软功能键〖类型〗,进行计数形式的设定。当执行不允许的设定操作时,LCD将显示出错信息“不允许编辑”;当输入超过允许设定值时,LCD将显示出错信息“数据超限”。
显示页上不同显示栏数据的含义和设定要求如下。
寿命:设定易损件的预计使用寿命,设定范围为0~65535小时。寿命栏输入数据后,“剩余”栏的数据将自动修改为和寿命栏同样的值,“计数形式”栏成为“——”(无效)。本栏不能用软功能键〖类型〗、〖删除〗选择寿命计算方式或删除数据。
剩余:设定易损件的预计剩余时间,设定范围为0~寿命栏设定值。本栏不能用软功能键〖类型〗选择寿命计算方式;但可以通过按软功能键〖删除〗、并选择〖执行〗,删除已经使用的时间,将剩余栏设定为寿命栏同样的时间值。
计数形式:设定易损件使用寿命的计算方式,本栏设定需要按软功能键〖类型〗后,通过以下软功能键选择CNC规定的计算方式。
〖无效〗:不进行寿命计算,显示为“——”。
〖全部〗:按时钟计算寿命,包括电源未接通的停机时间。
〖开机〗:按CNC电源接通后的开机时间计算寿命。
〖运行〗:按自动运行时间计算寿命,不包括自动运行时的中间停止和进给保持时间。
〖切削〗:按执行G01/02/03等切削加工指令的时间计算寿命,不包括快速定位、辅助指令执行时间。
寿命计算方式选定后,按软功能键〖执行〗,完成计数形式栏数据输入。
4.CNC易损件清单
CNC易损件清单由FANUC公司编写,用户只能进行显示,但不能对其进行输入添加、修改和删除操作。CNC易损件清单可以在图10.1-1所示的定期维护信息显示页面上,选择软功能键〖数控〗显示,清单显示如图10.1-3所示。
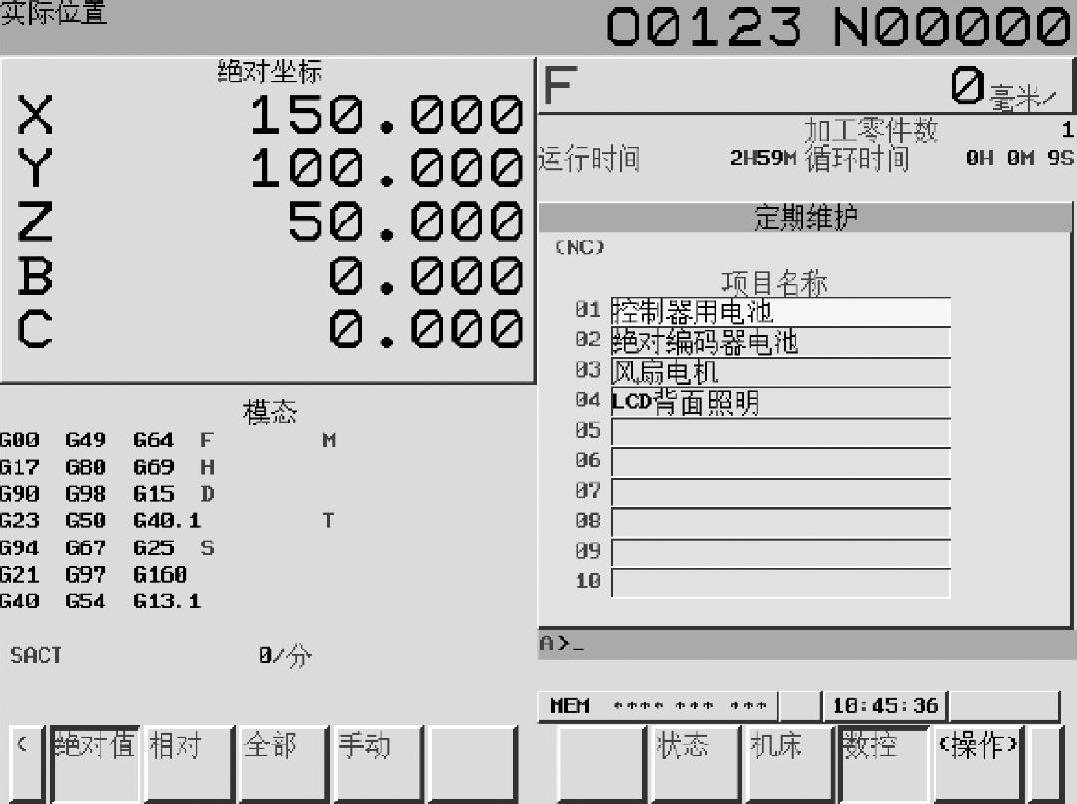
图10.1-3 CNC易损件清单显示
5.机床易损件清单
机床易损件清单用于机床易损件的登录,以便通过定期维护信息显示。机床易损件清单可以由机床生产厂家或机床使用者编写,其显示和输入操作步骤如下:
1)在图10.1-1所示的定期维护信息显示页面上,选择软功能键〖机床〗,LCD将显示图10.1-4所示的机床易损件清单。
2)通过MDI面板上的光标移动键【↑】、【↓】,选定需要输入或需要修改的位置后,按软功能键〖(操作)〗。
3)通过前述状态显示页“易损件输入添加”同样的操作(见前述),通过MDI面板直接输入添加易损件、对已有的名称修改,或在选择操作软功能键〖删除〗后,按〖执行〗键,将指定的易损件从清单上删除。
机床易损件清单还可通过执行以下程序指令输入:

指令中的x用来指定易损件编号,n为易损件名称,其格式要求与前述状态显示页面“易损件输入添加”相同。
例如,如果要在图9-3.4所示的第2栏输入易损件名称“电源断路器”,其指令为G10P2[∗033E03400326034C∗]等。

图10.1-4 机床易损件清单显示
有关FANUC-0iD编程与操作的文章

医疗保险管理信息系统的需求推动主要来自医疗保险管理部门,因此,各地区各部门在医疗保险管理信息系统建设的初期阶段,基本上都采用了各自为政的策略,独立进行信息系统建设以满足工作之需。......
2024-01-17

图13-3 插入SIMATIC 300站点图13-4 CPU的PROFIBUS接口属性选择“新建”创建一条PROFIBUS,组态PROFIBUS站地址。在本例中主站的传输速率为“1.5Mbps”,“DP”行规,无中继器、OBT等网络元件,单击“确定”按钮确认并存盘;然后组态S7-3152DP本地模块,同时将PRO-FIBUS作为子网,最后的结果如图13-7所示。图13-5 新建子网属性图13-6 组态S7-3152DP本地模块图13-7 主站组态结果......
2023-06-18

信息系统可以帮助实测企事业单位的各种运行情况,利用过去的数据预测未来,辅助决策,利用信息控制行为,帮助实现规划目标等。不同层次的信息系统负责为不同层次的职能部门提供专门的信息服务,不同层次的信息系统具有不同的特点。只有认清每种信息系统的特点,才能更有针对性地去收集相应的信息并对信息作出相应的处理,以符合使用者的要求。......
2023-10-22

冗余系统的配置包括硬件配置和软件配置,按照如下步骤可以创建一个冗余系统。冗余参数在“工程数据列表”中,点击“参数”,双击“冗余参数”,设置冗余系统的动作模式和热备设置。......
2023-06-16

目前人们所说的信息系统已经不是以往的手工管理方式的系统,而是计算机化的信息系统。简单地说,管理信息系统就是输入数据或信息,通过加工处理产生信息的系统。图1-5 管理信息系统的定义按照《中国企业管理百科全书》的定义,管理信息系统是一个由人和计算机等组成的能进行信息收集、传递、储存、加工、维护和使用的系统。管理信息系统作为一门学科,是综合了管理科学、系统理论、信息科学的系统性边缘学科。......
2023-11-23

对单控开关进行的安装时要将室内总断路器断开,防止触电。图7-52 双控开关照明线路的安装示意图图解演示在进行双控开关的安装前,应首先对连接线和两个双控开关进行检查。图7-53 双控开关接线盒内预留导线双控开关接线盒的安装方法同单控开关接线盒的安装方法相同,在此不再赘述。......
2023-06-24

相关推荐